Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами
Номер патенту: 7009
Опубліковано: 15.06.2005
Автори: Пришляк Андрій Михайлович, Бут Віктор Степанович, Коломєєв Валентин Миколайович, Ніколаєв Віктор Олександрович, Педько Борис Іванович, Беккер Михайло Вікторович, Щербак Олександр Вікторович, Дрогомирецький Михайло Миколайович

Формула / Реферат
1. Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами, який включає зачищення ушкодженої ділянки, встановлення на ушкоджену ділянку запірного елемента з ущільнювачем, фіксацію запірного елемента на трубопроводі притискним пристосуванням, яке має траверсу, зварювання запірного елемента з трубопроводом і герметизацію трубопроводу, який відрізняється тим, що запірний елемент виконують у вигляді круглої латки і закріплюють на траверсі притискного пристосування за допомогою шпильки, яку попередньо зварюють коаксіально з круглою латкою, при цьому латку формують з такою кривизною поверхні, як і у зовнішньої поверхні трубопроводу, а між латкою і траверсою встановлюють патрубок, в одному з торців якого виконують кривизну, як у зовнішньої поверхні латки, а до латки приварюють підсилюючу розрізну металеву муфту.
2. Спосіб за п. 1, який відрізняється тим, що після зварювання запірного елемента з трубопроводом притискне пристосування з патрубком видаляють разом із шпилькою.
3. Спосіб за пп. 1, 2, який відрізняється тим, що до запірного елемента приварюють розрізну муфту, в одній із складових частин якої виконують отвір, діаметром, що перевищує діаметр латки не менше, ніж на дві товщини її стінки, а поздовжні шви муфти зварюють на металевих підкладках, не торкаючись дугою стінки трубопроводу.
4. Спосіб за п. 1, який відрізняється тим, що діаметр латки вибирають у залежності від температури плавлення ущільнювача.
5. Спосіб за п. 1, який відрізняється тим, що діаметр притискного патрубка повинен бути меншим за діаметр латки і більшим за діаметр ущільнювача.
Текст
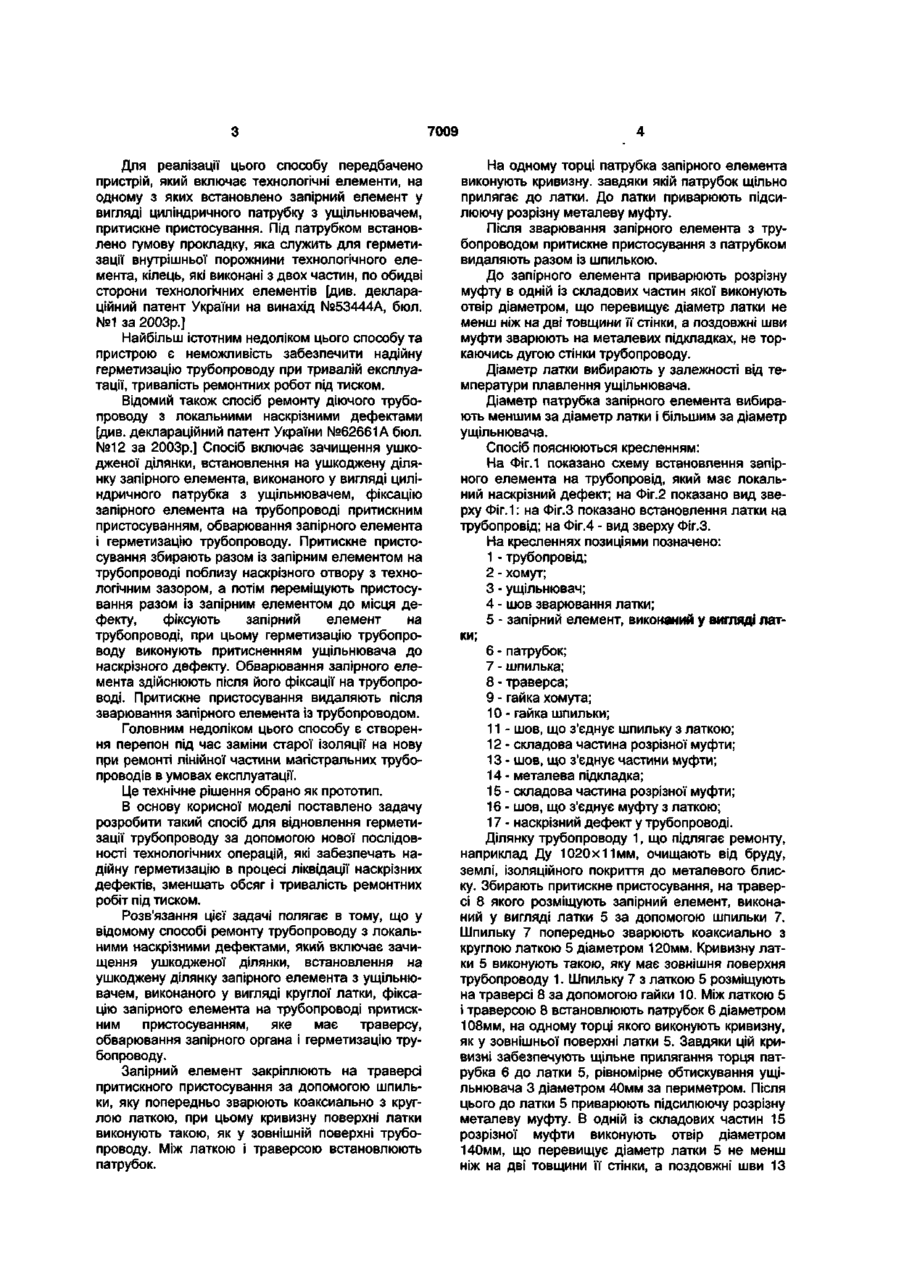
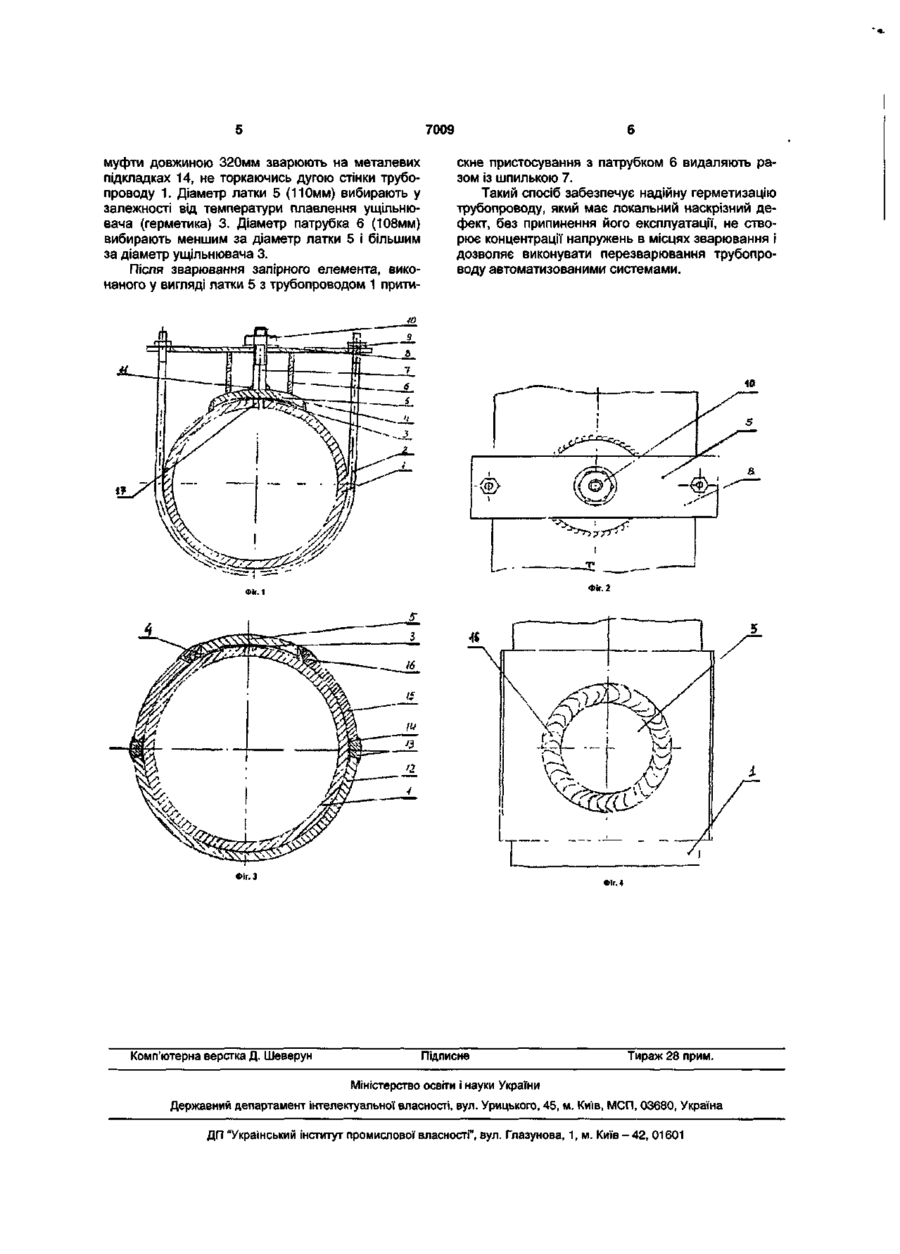
1. Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами, який включає зачищення ушкодженої ділянки, встановлення на ушкоджену ділянку запірного елемента з ущільнювачем, фіксацію запірного елемента на трубопроводі притискним пристосуванням, яке має траверсу, зварювання запірного елемента з трубопроводом і герметизацію трубопроводу, який відрізняється тим, що запірний елемент виконують у вигляді круглої латки і закріплюють на траверсі притискного пристосування за допомогою шпильки, яку попередньо зварюють коаксіально з круглою латкою, при цьому латку формують з та кою кривизною поверхні, як і у зовнішньої поверхні трубопроводу, а між латкою і траверсою встановлюють патрубок, в одному з торців якого виконують кривизну, як у зовнішньої поверхні латки, а до латки приварюють підсилюючу розрізну металеву муфту. 2. Спосіб за п. 1, який відрізняється тим, що після зварювання запірного елемента з трубопроводом притискне пристосування з патрубком видаляють разом із шпилькою. 3. Спосіб за пп. 1, 2, який відрізняється тим, що до запірного елемента приварюють розрізну муфту, в одній із складових частин якої виконують отвір, діаметром, що перевищує діаметр латки не менше, ніж на дві товщини її стінки, а поздовжні шви муфти зварюють на металевих підкладках, не торкаючись дугою стінки трубопроводу. 4. Спосіб за п. 1, який відрізняється тим, що діаметр латки вибирають у залежності від температури плавлення ущільнювача. 5. Спосіб за п. 1, який відрізняється тим, що діаметр притискного патрубка повинен бути меншим за діаметр латки і більшим за діаметр ущільнювача. О) Корисна модель стосується трубопровідного транспорту і може бути використана для відновлення механічної міцності і герметизації трубопроводів у газовій, нафтовій та інших галузях промисловості без припинення їх експлуатації. Відомий спосіб ремонту місць течі в трубопроводах, який полягає в тому, що локалізують місце течі трубопроводу, підводять до місця течі тимчасове ущільнення, знижують тиск у трубопроводі і зашпаровують тимчасове ущільнення гідротехнічним бетоном після проведення підготовчих робіт. Пристрій для реалізації цього способу передбачає дві стінки зі шпунтованих паль і тимчасове ущільнення [див. патент Німеччини №274865 МКП F16L55/16 3a1990p.] Недоліками даного технічного рішення є: невисока герметичність відремонтованої ділянки трубопроводу, тому що вона цілком залежить від того, наскільки добре чи погано проведене тимча сове ущільнення, що визначається, зокрема, співвідношенням величин тиску в трубопроводі і протитиску рідинного стовпа, які операціями способу кількісно не регламентуються, мала оперативність ремонту, яка економічно виправдується тільки експлуатацією трубопроводу в процесі проведення ремонтних робіт, висока їхня вартість. Відомий також спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами, який включає встановлення на зачищену ділянку трубопроводу запірного елемента над локальним наскрізним дефектом, приварювання запірного елемента, виконаного у вигляді патрубка з ущільнювачем (краном), розміщення з внутрішньої сторони коаксіального патрубка кільцевого герметика, при цьому технологічні елементи між собою стягують притискним пристосуванням, яке фіксує технологічні елементи на трубопроводі. о о 7009 Для реалізації цього способу передбачено пристрій, який включає технологічні елементи, на одному з яких встановлено запірний елемент у вигляді циліндричного патрубку з ущільнювачем, притискне пристосування. Під патрубком встановлено гумову прокладку, яка служить для герметизації внутрішньої порожнини технологічного елемента, кілець, які виконані з двох частин, по обидві сторони технологічних елементів [див. деклараційний патент України на винахід №53444А, бюл. №1 за 2003р.] Найбільш істотним недоліком цього способу та пристрою є неможливість забезпечити надійну герметизацію трубопроводу при тривалій експлуатації, тривалість ремонтних робот під тиском. Відомий також спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами [див. деклараційний патент України №62661А бюл. №12 за 2003р.] Спосіб включає зачищення ушкодженої ділянки, встановлення на ушкоджену ділянку запірного елемента, виконаного у вигляді циліндричного патрубка з ущільнювачем, фіксацію запірного елемента на трубопроводі притискним пристосуванням, обварювання запірного елемента і герметизацію трубопроводу. Притискне пристосування збирають разом із запірним елементом на трубопроводі поблизу наскрізного отвору з технологічним зазором, а потім переміщують пристосування разом із запірним елементом до місця дефекту, фіксують запірний елемент на трубопроводі, при цьому герметизацію трубопроводу виконують притисненням ущільнювача до наскрізного дефекту. Обварювання запірного елемента здійснюють після його фіксації на трубопроводі. Притискне пристосування видаляють після зварювання запірного елемента із трубопроводом. Головним недоліком цього способу є створення перепон під час заміни старої ізоляції на нову при ремонті лінійної частини магістральних трубопроводів в умовах експлуатації. Це технічне рішення обрано як прототип. В основу корисної моделі поставлено задачу розробити такий спосіб для відновлення герметизації трубопроводу за допомогою нової послідовності технологічних операцій, які забезпечать надійну герметизацію в процесі ліквідації наскрізних дефектів, зменшать обсяг і тривалість ремонтних робіт під тиском. Розв'язання цієї задачі полягає в тому, що у відомому способі ремонту трубопроводу з локальними наскрізними дефектами, який включає зачищення ушкодженої ділянки, встановлення на ушкоджену ділянку запірного елемента з ущільнювачем, виконаного у вигляді круглої латки, фіксацію запірного елемента на трубопроводі притискним пристосуванням, яке має траверсу, обварювання запірного органа і герметизацію трубопроводу. Запірний елемент закріплюють на траверсі притискного пристосування за допомогою шпильки, яку попередньо зварюють коаксиально з круглою латкою, при цьому кривизну поверхні латки виконують такою, як у зовнішній поверхні трубопроводу. Між латкою і траверсою встановлюють патрубок. На одному торці патрубка запірного елемента виконують кривизну, завдяки якій патрубок щільно прилягає до латки. До латки приварюють підсилюючу розрізну металеву муфту. Після зварювання запірного елемента з трубопроводом притискне пристосування з патрубком видаляють разом із шпилькою. До запірного елемента приварюють розрізну муфту в одній із складових частин якої виконують отвір діаметром, що перевищує діаметр латки не менш ніж на дві товщини її стінки, а поздовжні шви муфти зварюють на металевих підкладках, не торкаючись дугою стінки трубопроводу. Діаметр латки вибирають у залежності від температури плавлення ущільнювача. Діаметр патрубка запірного елемента вибирають меншим за діаметр латки і більшим за діаметр ущільнювача. Спосіб пояснюються кресленням: На Фіг.1 показано схему встановлення запірного елемента на трубопровід, який має локальний наскрізний дефект; на Фіг.2 показано вид зверху Фіг.1: на Фіг.З показано встановлення латки на трубопровід; на Фіг.4 - вид зверху Фіг.З. На кресленнях позиціями позначено: 1 - трубопровід; 2 - хомут; 3 - ущільнювач; 4 - шов зварювання латки; 5 - запірний елемент, виконаний у вигляді латки; 6 - патрубок; 7 - шпилька; 8 - траверса; 9 - гайка хомута; 10 - гайка шпильки; 11 - шов, що з'єднує шпильку з латкою; 12 - складова частина розрізної муфти; 13 - шов, що з'єднує частини муфти; 14 - металева підкладка; 15 - складова частина розрізної муфти; 16 - шов, що з'єднує муфту з латкою; 17 - наскрізний дефект у трубопроводі. Ділянку трубопроводу 1, що підлягає ремонту, наприклад Ду 1020x11мм, очищають від бруду, землі, ізоляційного покриття до металевого блиску. Збирають притискне пристосування, на траверсі 8 якого розміщують запірний елемент, виконаний у вигляді латки 5 за допомогою шпильки 7. Шпильку 7 попередньо зварюють коаксиально з круглою латкою 5 діаметром 120мм. Кривизну латки 5 виконують такою, яку має зовнішня поверхня трубопроводу 1. Шпильку 7 з латкою 5 розміщують на траверсі 8 за допомогою гайки 10. Між латкою 5 і траверсою 8 встановлюють патрубок 6 діаметром 108мм, на одному торці якого виконують кривизну, як у зовнішньої поверхні латки 5. Завдяки цій кривизні забезпечують щільне прилягання торця патрубка 6 до латки 5, рівномірне обтискування ущільнювача 3 діаметром 40мм за периметром. Після цього до латки 5 приварюють підсилюючу розрізну металеву муфту. В одній із складових частин 15 розрізної муфти виконують отвір діаметром 140мм, що перевищує діаметр латки 5 не менш ніж на дві товщини її стінки, а поздовжні шви 13 7009 муфти довжиною 320мм зварюють на металевих підкладках 14, не торкаючись дугою стінки трубопроводу 1. Діаметр латки 5 (110мм) вибирають у залежності від температури плавлення ущільнювача (герметика) 3. Діаметр патрубка 6 (108мм) вибирають меншим за діаметр латки 5 і більшим за діаметр ущільнювача 3. Після зварювання запірного елемента, виконаного у вигляді латки 5 з трубопроводом 1 прити скне пристосування з патрубком 6 видаляють разом із шпилькою 7. Такий спосіб забезпечує надійну герметизацію трубопроводу, який має локальний наскрізний дефект, без припинення його експлуатації, не створює концентрації напружень в місцях зварювання і дозволяє виконувати перезварювання трубопроводу автоматизованими системами. Фіг. З Комп'ютерна верстка Д. Шеверун Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for repair of operating pipeline with local through defects
Автори англійськоюBut Viktor Stepanovych, Kolomeev Valentyn Mykolaiovych, Drohomyretskyi Mykhailo Mykolaiovych, Bekker Mykhailo Viktorovych, Ped'ko Borys Ivanovych, Nikolaiev Viktor Oleksandrovych, Scherbak Oleksandr Viktorovych
Назва патенту російськоюСпособ ремонта действующего трубопровода с локальными сквозными дефектами
Автори російськоюБут Виктор Степанович, Коломеев Валентин Николаевич, Дрогомирецкий Михаил Николаевич, Беккер Михаил Викторович, Педько Борис Иванович, Николаев Виктор Александрович, Щербак Александр Викторович
МПК / Мітки
МПК: F16L 55/16
Мітки: діючого, ремонту, спосіб, локальними, наскрізними, трубопроводу, дефектами
Код посилання
<a href="https://ua.patents.su/4-7009-sposib-remontu-diyuchogo-truboprovodu-z-lokalnimi-naskriznimi-defektami.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами</a>
Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами та пристрій для його здійснення

Номер патенту: 62661
Опубліковано: 15.12.2003
Автори: Щербак Олександр Вікторович, Ковалів Євстахій Осипович, Дрогомирецький Михайло Миколайович, Пришляк Андрій Михайлович, Коломєєв Валентин Миколайович, Бут Віктор Степанович, Педько Борис Іванович
МПК: F16L 55/16
Мітки: трубопроводу, локальними, спосіб, здійснення, ремонту, наскрізними, пристрій, дефектами, діючого
Формула / Реферат:
1. Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами, який включає зачищення ушкодженої ділянки, встановлення на ушкоджену ділянку запірного елемента, виконаного у вигляді циліндричного патрубка з ущільнювачем, фіксацію запірного елемента на трубопроводі притискним пристосуванням, обварювання запірного елемента і герметизацію трубопроводу, який відрізняється тим, що притискне пристосування збирають разом із запірним...
Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами
Номер патенту: 46544
Опубліковано: 15.05.2002
Автори: Щербак Олександр Вікторович, Пришляк Андрій Михайлович, Бут Віктор Степанович, Коваль Роман Ілліч, Педько Борис Іванович, Коломєєв Валентин Миколайович, Розгонюк Василь Васильович
МПК: F16L 55/16
Мітки: діючого, наскрізними, ремонту, локальними, трубопроводу, дефектами, спосіб
Формула / Реферат:
1. Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами, що включає зачищення ушкодженої ділянки розсвердлювання порожнини дефектного отвору, встановлення в нього перекривного елементу з наступним його обварюванням, який відрізняється тим, що в отворі нарізають різь, в яку вгвинчують перекривний елемент, на нарізну поверхню якого попередньо наносять тонкий шар припою, при цьому використовують припій з коефіцієнтом...
Спосіб ремонту діючого трубопроводу з локальним наскрізними дефектами
Номер патенту: 53444
Опубліковано: 15.01.2003
Автори: Білоус Валерій Іванович, Мандра Анатолій Степанович, Бобов Володимир Петрович, Бут Віктор Степанович, Ніколаєв Віктор Олександрович
МПК: F16L 55/16
Мітки: наскрізними, трубопроводу, локальним, ремонту, діючого, спосіб, дефектами
Формула / Реферат:
1. Спосіб ремонту діючого трубопроводу з локальними наскрізними дефектами, який включає установлення на зачищену ділянку трубопроводу технологічних елементів, зварювання їх між собою, встановлення кілець з двох частин по обидві боки технологічних елементів, який відрізняється тим, що попередньо на технологічний елемент, який встановлюють над локальним наскрізним дефектом, приварюють штуцер з краном, при цьому технологічні елементи між собою...
Спосіб монтажу підсилюючої муфти на дефектний стик діючого трубопроводу
Номер патенту: 36426
Опубліковано: 17.02.2003
Автори: Бут Віктор Степанович, Дрогомирецький Михайло Миколайович, Розгонюк Василь Васильович, Коломєєв Валентин Миколайович, Сидор Михайло Дмитрович, Педько Борис Іванович, Ковалів Євстахій Осипович
МПК: B23K 31/02, F16L 13/00
Мітки: дефектний, трубопроводу, муфти, монтажу, спосіб, підсилюючої, стик, діючого
Формула / Реферат:
1. Спосіб монтажу підсилюючої муфти на дефектний стик діючого трубопроводу, який включає установку технологічних кілець, які приварюють до трубопроводу з частковим проплавленням його стінки, і розрізної муфти, виготовленої із двох частин і розміщеної на кільцях, заповнення порожнини між трубою і муфтою газонепроникною самотвердіючою масою, який відрізняється тим, що з двох сторін дефектного стику трубопроводу встановлюють по два...
Пристрій для перекриття дефектної ділянки діючого трубопроводу
Номер патенту: 6370
Опубліковано: 16.05.2005
Автори: Капцов Іван Іванович, Дорошенко Ярослав Васильович, Грудз Володимир Ярославович
МПК: F16L 55/18
Мітки: дефектної, трубопроводу, перекриття, діючого, пристрій, ділянки
Формула / Реферат:
Пристрій для перекриття дефектної ділянки діючого трубопроводу, що містить дві з'єднані між собою роз'ємні частини, які обладнані елементами герметизації у вигляді кільцевих еластичних оболонок, який відрізняється тим, що роз'ємні частини виконані у вигляді двох, розміщених один в одному, перекриваючих пристроїв, кільцеві еластичні оболонки яких сполучені з можливістю взаємодії з балонами під тиском робочого агента, внутрішній пристрій...
Попередній патент: Спосіб ушивання кукси дванадцятипалої кишки для виключення постбульбарної дуоденальної виразки
Наступний патент: Спосіб одержання глинозему – спосіб бєма
Випадковий патент: Лікувально-профілактична зубна щітка "habitus"