Спосіб термічної обробки вуглецевих заевтектоїдних сталей
Формула / Реферат
Спосіб термічної обробки вуглецевих заевтектоїдних сталей, що включає нагрівання до температури гартування, витримку і наступне охолодження в рідкому середовищі, який відрізняється тим, що нагрівання до температури гартування здійснюють до температури, яка лежить в інтервалі 800-1130°С.
Текст
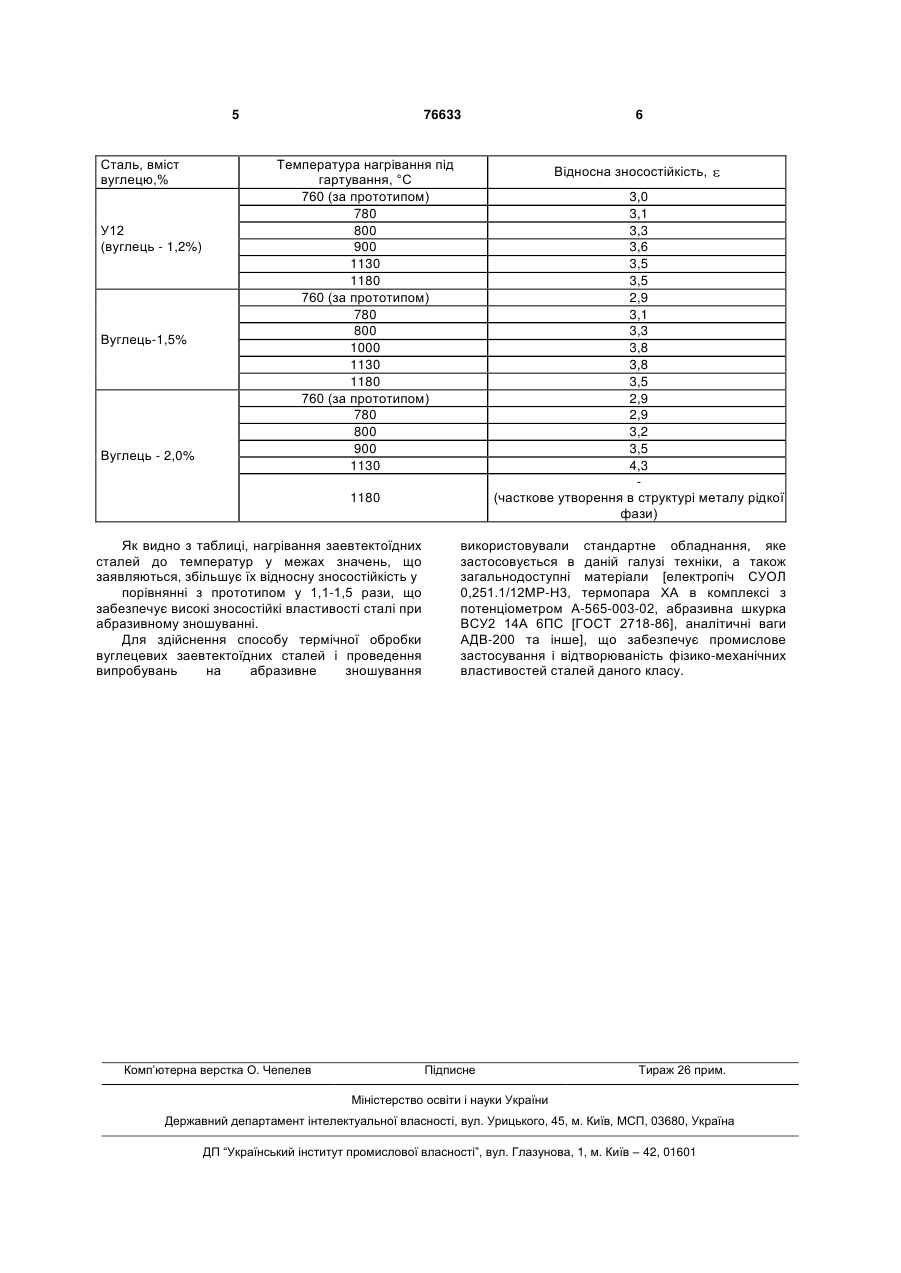
Спосіб термічної обробки вуглецевих заевтектоїдних сталей, що включає нагрівання до температури гартування, витримку і наступне охолодження в рідкому середовищі, який відрізняється тим, що нагрівання до температури гартування здійснюють до температури, яка лежить в інтервалі 800-1130°С. (19) (21) 20041210610 (22) 23.12.2004 (24) 15.08.2006 (46) 15.08.2006, Бюл. № 8, 2006 р. (72) Бриков Михайло Миколайович (73) Бриков Михайло Миколайович (56) UA 51137 A, 15.11.2002UA 65978 A, 15.04.2004SU 863663 A1, 15.09.1981SU 83286 A1, 30.04.1950SU 863673 A1, 15.09.1981SU 1719440 A1, 15.03.1992JP 10168525 A, 23.06.1998JP 3 абразивної зносостійкості виробів, виготовлених із сталей даного класу. Поставлена задача вирішується тим, що у відомому способі термічної обробки вуглецевих заевтектоїдних сталей, що включає нагрівання до температури гартування, витримку і наступне охолодження в рідкому середовищі, новим відповідно до винаходу, є те, що нагрівання до температури гартування здійснюють до температури, яка лежить у межах 800-1130°С. Причинно-наслідковий зв'язок між сукупністю суттєвих ознак винаходу, який заявляється, і технічним результатом, що досягається, полягає в такому. Підвищення температури нагрівання сталі під гартування до температури, яка лежить у межах 800-1130°С, приводить до розчинення в у-залізі вторинного цементиту, що збагачує аустеніт вуглецем, і підвищує стійкість аустенітної фази у загартованій сталі. Підвищення змісту вуглецю у твердому у-розчині сприяє зниженню точки початку мартенситного перетворення і забезпечує, таким чином, значне збільшення частки залишкового аустеніту в структурі загартованої сталі. Завдяки цьому в процесі абразивного зношування виробів виникає ефект мартенситнодеформаційного зміцнення поверхневого шару за рахунок інтенсивного перетворення залишкового аустеніту у мартенсит. При цьому з'являються рівномірно розподілені у структурі мартенситні голки, які блокують об'єми аустеніту, зміцненого до граничного стану, що обумовлює підвищення зносостійкості виробів. Крім того, у процесі пластичної деформації виділяються субмікроскопічні частки карбіду заліза, що блокують площини зсуву, які зміцнюють цим метал і таким чином забезпечують підвищення його зносостійкості. Підвищення температури нагрівання сталі під гартування вище ніж 1130°С є недоцільним, тому що не приводить до розчинення додаткового вуглецю в аустеніті, і, відповідно, до збільшення частки залишкового аустеніту в структурі сталі. Нагрівання сталі під гартування до температури, меншої ніж 800°С, не забезпечує одержання оптимальної кількості залишкового аустеніту (вміст залишкового аустеніту менше ніж 15%), що приводить до зниження зносостійких властивостей сталі. Спосіб термічної обробки вуглецевих заевтектоїдних сталей здійснюється таким чином. Вироби з вуглецевих заевтектоїдних сталей поміщають до електропечі та нагрівають до температури аустенітного перетворення в інтервалі 800-1130°С.Абсолютна температура нагрівання сталі під гартування залежить від вмісту вуглецю в ній. Після нагрівання сталі до заданої температури деталі витримують протягом 76633 4 певного часу до повної аустенізації металу і розчинення карбідів. Тривалість витримки залежить від хімічного складу сталі, розмірів виробу. Потім вироби охолоджують у рідкому середовищі, наприклад, у воді, олії та ін. Приклад 1. Інструментальну сталь У12 (ГОСТ 1435-99) (1,2% вуглецю) піддавали нагріванню до температури 900°С з витримкою 7 хвилин. Охолодження її проводили у воді. В результаті термічної обробки отримана структура сталі: мартенсит і аустеніт (50%). Відносна зносостійкість ε сталі склала 3,6. Сталь У12 обробляли також відповідно до відомого способу, обраному за прототип, при якому температура нагрівання склала 760°С.Отримана структура сталі: мартенсит, цементи, залишковий аустеніт (15%). Відносна зносостійкість ε сталі склала 3,0. Приклад 2. Заевтектоїдну вуглецеву сталь (1,5% вуглецю, вміст супутніх елементів згідно з ГОСТом 1435-99) піддавали нагріванню до температури 1000°С з витримкою 5 хвилин. Охолодження її проводили у воді. В результаті термічної обробки отримана структура сталі: мартенсит і залишковий аустеніт (65%). Відносна зносостійкість ε сталі склала 3,8. Цю ж сталь обробляли відповідно до відомого способу, обраному за прототип, при якому температура нагрівання склала 760°С.Отримана структура сталі: мартенсит, цементит, залишковий аустеніт (13%). Відносна зносостійкість ε сталі склала 2,9. Приклад 3. Заевтектоїдну вуглецеву сталь (2,0% вуглецю, вміст супутніх елементів згідно з ГОСТом 1435-99) піддавали нагріванню до температури 1130°С з витримкою 4 хвилини. Охолодження її проводили у воді. В результаті термічної обробки отримана структура сталі: мартенсит і аустеніт (90%). Відносна зносостійкість ε сталі склала 4,3. Цю ж сталь обробляли відповідно до відомого способу, обраного за прототип, при якому температура нагрівання склала 760°С.Отримана структура сталі: мартенсит, цементит, залишковий аустеніт (10%). Відносна зносостійкість ε сталі склала 2,9. Було оброблено ряд сталей з різним вмістом вуглецю при нагріванні до температур гартування, що відповідають граничним і позаграничним величинам інтервалу температур, що заявляється. Термооброблені вироби піддавали випробуванням на абразивне зношування відповідно до стандартної методики (ГОСТ 17367-71) на машині тертя Х4-Б за схемою палець-диск. Результати випробувань наведені у таблиці. 5 Сталь, вміст вуглецю,% У12 (вуглець - 1,2%) Вуглець-1,5% Вуглець - 2,0% 76633 Температура нагрівання під гартування, °С 760 (за прототипом) 780 800 900 1130 1180 760 (за прототипом) 780 800 1000 1130 1180 760 (за прототипом) 780 800 900 1130 Відносна зносостійкість, 3,0 3,1 3,3 3,6 3,5 3,5 2,9 3,1 3,3 3,8 3,8 3,5 2,9 2,9 3,2 3,5 4,3 (часткове утворення в структурі металу рідкої фази) 1180 Як видно з таблиці, нагрівання заевтектоїдних сталей до температур у межах значень, що заявляються, збільшує їх відносну зносостійкість у порівнянні з прототипом у 1,1-1,5 рази, що забезпечує високі зносостійкі властивості сталі при абразивному зношуванні. Для здійснення способу термічної обробки вуглецевих заевтектоїдних сталей і проведення випробувань на абразивне зношування Комп’ютерна верстка О. Чепелев 6 використовували стандартне обладнання, яке застосовується в даній галузі техніки, а також загальнодоступні матеріали [електропіч СУОЛ 0,251.1/12МР-Н3, термопара ХА в комплексі з потенціометром А-565-003-02, абразивна шкурка ВСУ2 14А 6ПС [ГОСТ 2718-86], аналітичні ваги АДВ-200 та інше], що забезпечує промислове застосування і відтворюваність фізико-механічних властивостей сталей даного класу. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for the thermal treatment of carbon hypereutectoid steels
Автори англійськоюBrykov Mykhailo Mykolaiovych
Назва патенту російськоюСпособ термической обработки углеродных заэвтектоидных сталей
Автори російськоюБрыков Михаил Николаевич
МПК / Мітки
Мітки: вуглецевих, термічної, заевтектоїдних, спосіб, сталей, обробки
Код посилання
<a href="https://ua.patents.su/3-76633-sposib-termichno-obrobki-vuglecevikh-zaevtektodnikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки вуглецевих заевтектоїдних сталей</a>
Спосіб термообробки інструментальних вуглецевих і низьколегованих сталей
Номер патенту: 51137
Опубліковано: 15.11.2002
Автор: Малінов Леонід Соломонович
МПК: C21D 1/06
Мітки: низьколегованих, інструментальних, сталей, спосіб, термообробки, вуглецевих
Формула / Реферат:
Спосіб термообробки інструментальних вуглецевих і низьколегованих сталей, який включає об'ємне гартування в поєднанні з низьким відпуском і наступне поверхневе гартування з використанням джерела концентрованої енергії, який відрізняється тим, що об'ємне гартування проводять з нагрівом на 130-180°С вище температури Ас1, а низький відпуск здійснюють протягом 2-3 год.
Спосіб термічної обробки виробів
Номер патенту: 34291
Опубліковано: 15.02.2001
Автор: Зелікович Олександр Якович
МПК: B21H 1/00, C21D 9/36, C21D 1/18
Мітки: спосіб, обробки, виробів, термічної
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Спосіб термічної обробки нержавіючих сталей аустенітного класу
Номер патенту: 43177
Опубліковано: 15.11.2001
Автор: Мироненко Володимир Володимирович
МПК: C21C 1/00
Мітки: сталей, нержавіючих, спосіб, обробки, аустенітного, термічної, класу
Формула / Реферат:
Спосіб термічної обробки нержавіючих сталей аустенітного класу, який включає в себе охолодження у воді нагрітих до температур 950 - 11000С заготовок, який відрізняється тим, що заготовки виготовляють литтям, заливаючи форму розплавом сталі, при досягненні заготовками у формі в процесі твердіння температур 1100-9500С, їх виймають з форми при цій температурі і занурюють у воду.
Спосіб термічної обробки молольних куль зі сталі

Номер патенту: 34291
Опубліковано: 15.07.2003
Автор: Зелікович Олександр Якович
МПК: C21D 9/36, C21D 1/18, B21H 1/00
Мітки: спосіб, термічної, молольних, сталі, обробки, куль
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Спосіб термічної обробки сталі
Номер патенту: 57152
Опубліковано: 16.06.2003
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: C21D 1/78
Мітки: сталі, обробки, спосіб, термічної
Формула / Реферат:
Спосіб термічної обробки сталі, що включає проведення термоциклування, гартування і відпуск, який відрізняється тим, що термоциклування проводиться нагрівом сталі до температури вище точки Ас3 на 30...50°С і охолодженням нижче точки Аr3 на 30...50°С, а в подальшому здійснюють охолодження до температур 600, 400, 200°С і до кімнатної температури з нагрівом вище точки Ас3, на 30...50°С перед кожним із охолоджень, а потім виконують гартування...
Попередній патент: Керамічна маса
Наступний патент: Спосіб зарядження шпурів для вибухових робіт при проходженні виробок
Випадковий патент: Мікрохірургічні ножиці