Спосіб детонаційного нанесення керамічного покриття на металеві вироби, переважно із титанових сплавів
Номер патенту: 77910
Опубліковано: 15.01.2007
Автори: Лук'янченко Володимир Вікторович, Власенко Василь Миколайович
Формула / Реферат
Спосіб детонаційного нанесення керамічного покриття на металеві вироби, переважно із титанових сплавів, який включає струминно-абразивну обробку зовнішньої поверхні виробу і напилювання покриття на неї в потоці носія ударною хвилею, який відрізняється тим, що струминно-абразивну обробку здійснюють корундовим піском на основі оксидів алюмінію з величиною часток 50,0-125,0 мкм, після чого виконують хімічне травлення в розчині ортофосфорної кислоти і фтористого водню з промиванням в дистильованій воді, а також наступну електрохімічну пасивацію оксидами титану глибиною 300,0-1000,0 Ǻ.
Текст
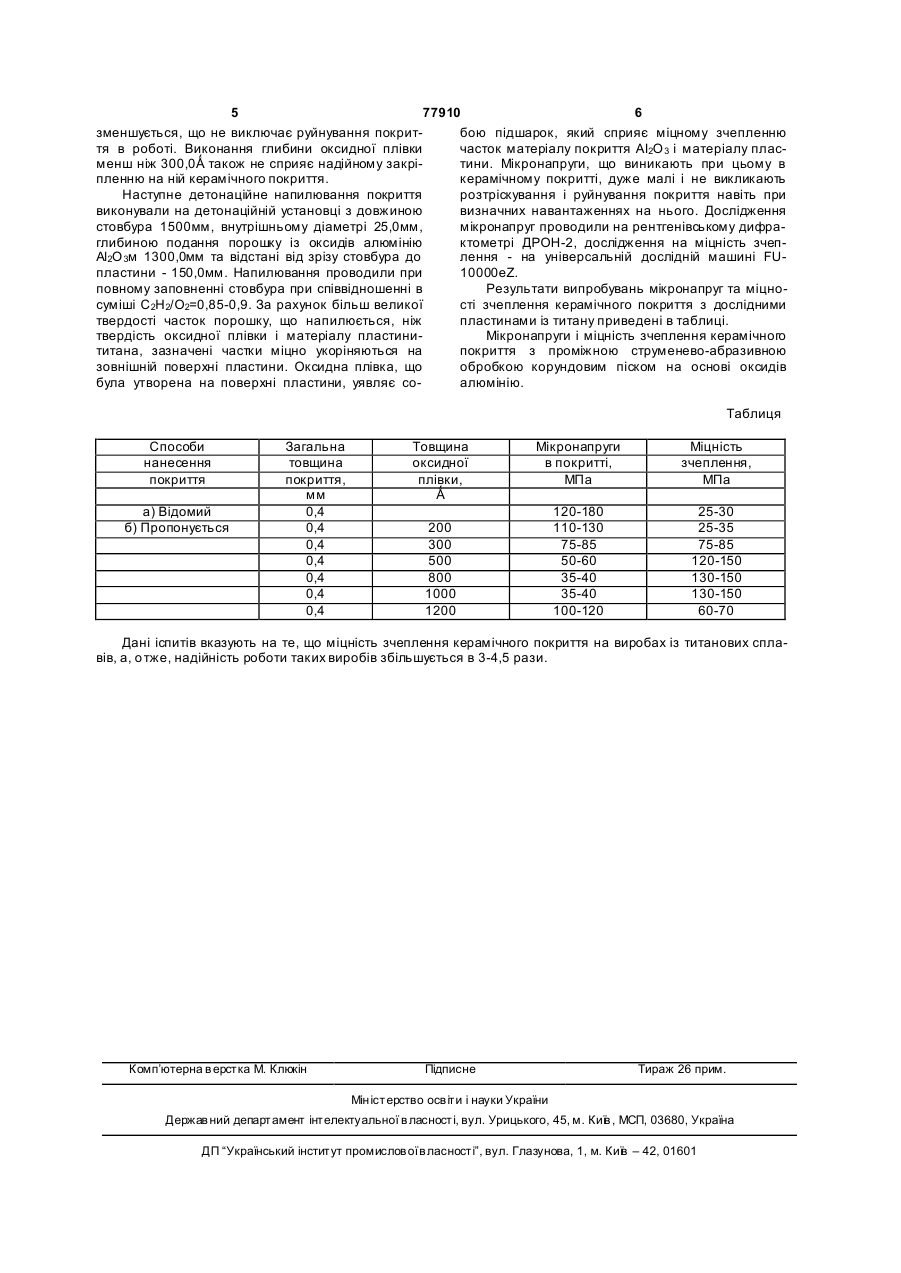
Спосіб детонаційного нанесення керамічного покриття на металеві вироби, переважно із титанових сплавів, який включає струминно-абразивну обробку зовнішньої поверхні виробу і напилювання покриття на неї в потоці носія ударною хвилею, який відрізняється тим, що струминно-абразивну обробку здійснюють корундовим піском на основі оксидів алюмінію з величиною часток 50,0125,0мкм, після чого виконують хімічне травлення в розчині ортофосфорної кислоти і фтористого водню з промиванням в дистильованій воді, а також наступну електрохімічну пасивацію оксидами титану глибиною 300,0-1000,0Ǻ. Даний винахід відноситься до технології нанесення керамічного покриття на металеві вироби, переважно із титанових сплавів, які користуються попитом в медицині і можуть бути використані в травматології і ортопедії при виготовленні з них імплантатів Відомий спосіб нанесення керамічного покриття на вироби із титана та його сплавів шляхом аіюдирування титана постійним або імпульсним струмом в умовах іскрового розряду та наступного занурювання виробу в розчин гідроксилоапатита і біологічного скла і подальшого обжигу покриття при температурі 600-800°С на протязі 0,5-1,0г. [пат. RU №2159094, A61F2/02, C25D11/26]. Недоліком даного способу є можливість розтріскування покриття за рахунок виникнення в ньому великих внутрішніх напруг, а тому механічна міцність такого покриття незначна. Відомий спосіб детонаційного нанесення керамічного покриття на металеві вироби, заснований на напилюванні покриття в потоці носія ударною хвилею [а.с. СРСР №915485, С23С 4/00, 1995]. При цьому матеріал покриття не підлягає впливу високих температур, що позитивно позна чається на його високих механічних властивостей, міцності, твердості, опору проти зносу. Але таке покриття має низьку величину зчеплення його із зовнішньою поверхнею виробів, що негативно позначається на довготривалості їх використання. Найбільш близьким по суті і досягаемому результату до технічного рішення, що пропонується, є спосіб детонаційного нанесення керамічного покриття на вироби, переважно із титанових сплавів, заснований на струменево-абразивній обробці зовнішньої поверхні виробу і напилюванні покриття на неї в потоці носія ударною хвилею [пат. UA №4038, С23С4/00, 1994]. У якості абразиву використовують поліетиленові кульки різних діаметрів. При цьому на поверхні виробу створюються напруги стиснення, що компенсують напруги розтягування в покритті і зменшують рівень спотворення її кристалічної решітки та фактично знімаються мікронапруги. Але це придатне тільки для обробки порівняно твердих металів на основі хрому, кобальту, нікелю тощо. В той же час, вироби із таких пластичних матеріалів, як титанові сплави, мають на зовнішній поверхні натуральну оксидну плівку, яка нерівно (19) UA (11) 77910 (13) C2 (21) a200510623 (22) 10.11.2005 (24) 15.01.2007 (46) 15.01.2007, Бюл. № 1, 2007 р. (72) Лук'янченко Володимир Вікторович, Власенко Василь Миколайович (73) ТОВАРИСТВО З ОБМЕЖЕНОЮ ВІДПОВІДАЛЬНІСТЮ "ІН МАЙСТЕРС" (56) SU 1755940 A1, 23.08.1992 RU 2000847 C1, 15.10.1993 DE 4129080 A1, 04.03.1993 DE 4325383 A1, 26.01.1995 JP 06081112 A, 22.03.1994 JP 02149685 A, 08.06.1990 3 77910 4 мірна по товщині і не є суцільною по всій поверхні ню з промивкою в дистильованій воді забезпечує виробу. Струменево-абразивна обробка виробу розчин абразивних часток, які залишилися на пополіетиленовими кульками не руйнує цю оксидну верхні виробу після струменево-абразивної обробплівку, так як зазначені кульки не мають різальних ки її в западинах мікрорел'єфу та вилучення їх властивостей, а тільки вдавлюють її в глибину відтіля, а наступна промивка в дистильованій воді поверхні. Тому така струменево-абразивна оброб, не сприяє виникненню знов на цій поверхні натука виробів із титанових сплавів не є доцільного і не ральної оксидної плівки за рахунок малої кількості дає позитивних результатів, так як нанесене на кисню в даній воді. таку поверхню керамічне покриття при цьому має Здійснення електрохімічної пасивації зовнішвеликі внутрішні напруги, а міцність зчеплення ньої поверхні виробу оксидами титану глибиною його з поверхнею виробу незначна. Надійність 300,0-1000,0Ǻ сприяє утворенню на зазначеній використання виробу з таким покриттям низька. поверхні підшару, однорідного за своїми механічКрім того, подібна струменево-абразивна обробка ними властивостями і менш твердого та більш поверхні виробу не сприяє створенню на ній мікпластичного матеріалу, ніж керамічне покриття, а, рорел'єфу, і тому, не може благонадійне позначаотже, створює основу для більш міцного зчеплентися на міцності зчеплення покриття із зовнішньою ня покриття з цим підшаром. поверхнею виробу. Аналогічних технічних рішень, зі схожими Завдання даного винаходу полягає у розробці ознаками, при проведенні патентно інформаційноспособу детонаційного нанесення керамічного го пошуку не виявлено. Це свідчить про те, що покриття на металеві вироби, переважно із титатехнічне рішення , що пропонується, є новим, та нових сплавів, який створює умови для більш міцтехнічно придатним. ного зчеплення покриття із зовнішньою поверхнею Детонаційне нанесення керамічного покриття виробу і зменшенню внутрішніх напруг в покритті, на основі порошків із оксидів алюмінію Аl2О3 здійса, отже, підвищує його експлуатаційну надійність. нювали на пластини із титану. Поставлене завдання вирішується тим, що в Перед напилюванням зазначеного покриття способі детонаційного нанесення керамічного повиконували струменево-абразивну обробку зовнікриття на металеві вироби, переважно із титаношньої поверхні виробу корундовим піском на освих сплавів, заснованому на струменевонові оксидів алюмінію з величиною його часток абразивній обробці зовнішньої поверхні виробу і 50,0-125,0мкм. За рахунок того, що зазначені частнапилюванні покриття на неї в потоці носія ударки абразиву більш тверді, ніж метал пластини і ною хвилею, згідно до корисної моделі, струменемають різальні властивості, спостерігається повне во-абразивну обробку здійснюють корундовим очищення зовнішньої поверхні пластини вод депіском на основі оксидів алюмінію з величиною фектної натуральної оксидної плівки ТіО2. При його часток 50,0-125,0мкм., після зазначеної оброцьому також створюється необхідний мікрорел'єф бки виконують хімічне травлення в розчині ортона визначену величину (80,-120,0мкм). Струменефосфорної кислоти і фтористого водню з промивво-абразивну обробку проводили під тиском струкою в дистильованій воді, а також наступну меня 0,4-0,5МПа, куту атаки 30°, концентрації абелектрохімічну пасивацію оксидами титану глибиразивних часток 20-25% по масі і довжині ною 300,0-1000,0 А°. струменя 50,0мм на протязі 30-35с. Порівняння технічного рішення, що пропонуПісля струменево-абразивної обробки виконується, з відомим, вказує на те, що новими ознакавали хімічне травлення в розчині ортофосфорної ми тут є такі: кислоти і фтористого водню з промивкою в дисти1. Виконання струменево-абразивної обробки льованій воді. При цьому абразивні частини із окзовнішньої поверхні виробу корундовим піском на сидів алюмінію АІ2 О3 повністю розчиняються, а основі оксидів алюмінію з величиною його часток частини із силіконового піску SiO2 вилучаються із 50,0-125,0мкм.; западин мікрорел'єфа. Наступна промивка плас2. Проведення після струменево-абразивної тин в дистильованій воді звільняє її зовнішню пообробки хімічного травлення зовнішньої поверхні в верхню від хімічних реактивів тривалого розчину і розчині ортофосфорної кислоти і фтористого водне сприяє виникненню знов на цій поверхні натуню з промивкою в дистильованій воді; ральної оксидної плівки ТіО2 за рахунок малої кі3. Здійснення електрохімічної пасивації зовнількості кисню в даній воді. По завершенню хімічшньої поверхні виробу оксидами титану глибиною ного травлення виконують електрохімічну (анодну) 300,0-1000,0 Ǻ. пасивацію зовнішньої поверхні пластини з утвоВиконання струменево-абразивної обробки ренням на ній оксидної плівки із титану глибиною зовнішньої поверхні виробу корундовим піском на 300,0-1000,0Ǻ. Зазначена оксидна плівка рівноміроснові оксидів алюмінію з величиною його часток но покриває як виступи, так і западини мікрорел'є50,0-125,0мкм. дозволяє за рахунок різальних фа на поверхні пластини і утворює там підшарок властивостей часток абразиву здійснювати повне однорідного за своїми механічними властивостями очищення поверхні виробу від дефектної натураі менш твердого, та більш пластичного матеріалу, льної оксидної плівки і створювати необхідний ніж керамічне покриття. Глибина оксидної плівки мікрорельєф на визначену глибину, що благотворвизначається умовами роботи виробу, а також, но позначається в подальшому при нанесенні на товщиною нанесеного на неї керамічного покриття. виріб покриття. При збільшенні навантаження на виріб і товщина Проведення після струменево-абразивної обпокриття, глибина оксидної плівки також збільшуробки хімічного травлення зовнішньої поверхні в ється. Однак, при збільшенні глибини оксидної розчині ортофосфорної кислоти і фтористого водплівки над 1000,0Ǻ несуча спроможність її значно 5 77910 6 зменшується, що не виключає руйнування покритбою підшарок, який сприяє міцному зчепленню тя в роботі. Виконання глибини оксидної плівки часток матеріалу покриття АІ2О 3 і матеріалу пласменш ніж 300,0Ǻ також не сприяє надійному закрітини. Мікронапруги, що виникають при цьому в пленню на ній керамічного покриття. керамічному покритті, дуже малі і не викликають Наступне детонаційне напилювання покриття розтріскування і руйнування покриття навіть при виконували на детонаційній установці з довжиною визначних навантаженнях на нього. Дослідження стовбура 1500мм, внутрішньому діаметрі 25,0мм, мікронапруг проводили на рентгенівському дифраглибиною подання порошку із оксидів алюмінію ктометрі ДРОН-2, дослідження на міцність зчепАl2О 3м 1300,0мм та відстані від зрізу стовбура до лення - на універсальній дослідній машині FUпластини - 150,0мм. Напилювання проводили при 10000eZ. повному заповненні стовбура при співвідношенні в Результати випробувань мікронапруг та міцносуміші С2Н2/O2=0,85-0,9. За рахунок більш великої сті зчеплення керамічного покриття з дослідними твердості часток порошку, що напилюється, ніж пластинами із титану приведені в таблиці. твердість оксидної плівки і матеріалу пластиниМікронапруги і міцність зчеплення керамічного титана, зазначені частки міцно укоріняються на покриття з проміжною струменево-абразивною зовнішній поверхні пластини. Оксидна плівка, що обробкою корундовим піском на основі оксидів була утворена на поверхні пластини, уявляє соалюмінію. Таблиця Способи нанесення покриття а) Відомий б) Пропонується Загальна товщина покриття, мм 0,4 0,4 0,4 0,4 0,4 0,4 0,4 Товщина оксидної плівки, Ǻ Мікронапруги в покритті, МПа Міцність зчеплення, МПа 120-180 110-130 75-85 50-60 35-40 35-40 100-120 25-30 25-35 75-85 120-150 130-150 130-150 60-70 200 300 500 800 1000 1200 Дані іспитів вказують на те, що міцність зчеплення керамічного покриття на виробах із титанових сплавів, а, о тже, надійність роботи таких виробів збільшується в 3-4,5 рази. Комп’ютерна в ерстка М. Клюкін Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for detonation applying ceramic coating on metal articles, preferably of titanium alloys
Автори англійськоюLukianchenko Volodymyr Viktorovych, Vlasenko Vasyl Mykolaiovych
Назва патенту російськоюСпособ детонационного нанесения керамического покрытия на металлические изделия, преимущественно из титановых сплавов
Автори російськоюЛукьянченко Владимир Викторович, Власенко Василий Николаевич
МПК / Мітки
МПК: C23C 4/10, A61L 27/00, C23C 4/02, A61F 2/02
Мітки: вироби, нанесення, покриття, спосіб, детонаційного, керамічного, переважно, титанових, металеві, сплавів
Код посилання
<a href="https://ua.patents.su/3-77910-sposib-detonacijjnogo-nanesennya-keramichnogo-pokrittya-na-metalevi-virobi-perevazhno-iz-titanovikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб детонаційного нанесення керамічного покриття на металеві вироби, переважно із титанових сплавів</a>
Спосіб нанесення покриттів на вироби з металів та сплавів
Номер патенту: 3951
Опубліковано: 15.12.2004
Автори: Шкуропатенко Володимир Антонович, Вірич Володимир Дмитрович, Марченко Юрій Олександрович, Гугля Олексій Григорович
МПК: C23C 14/48, C23C 14/22, C23C 14/02
Мітки: металів, вироби, нанесення, покриттів, сплавів, спосіб
Формула / Реферат:
Спосіб нанесення покриттів на вироби з металів та сплавів, який включає опромінення поверхні виробу іонами активного газу, нанесення металевого покриття на поверхню виробу, а також опромінення виробу з покриттям іонами активного газу, який відрізняється тим, що опромінення виробу без покриття іонами активного газу ведуть до досягання співвідношення між атомами активного газу і матеріалу виробу, яке дорівнює 0,5-1, нанесення металевого...
Спосіб нанесення покриття на вироби з термопластичного поліуретану
Номер патенту: 66808
Опубліковано: 15.06.2004
Автори: Анісімов Володимир Миколайович, Семенець Олександр Анатолійович, Кураченков Валентин Миколайович
МПК: B29C 71/02
Мітки: нанесення, вироби, спосіб, поліуретану, термопластичного, покриття
Формула / Реферат:
Спосіб нанесення покриття на вироби з термопластичного поліуретану, що включає термічну обробку, який відрізняється тим, що вироби поміщують у абразивний порошок карбіду кремнію, з розмірами частинок 5-30 мкм, та проводять термічну обробку при температурі 160-180°С упродовж 60-80 хв.
Спосіб нанесення корозійностійкого покриття на металеві поверхні деталей
Номер патенту: 10308
Опубліковано: 15.11.2005
Автори: Франчук Григорій Михайлович, Васильєв Михайло Олексійович, Хижко Віталій Дмитрович, Бовсуновський Евген Олексійович
МПК: C23C 24/00
Мітки: корозійностійкого, деталей, покриття, металеві, нанесення, спосіб, поверхні
Формула / Реферат:
Спосіб нанесення корозійностійкого покриття на металеві поверхні деталей, що включає підготовку складу для нанесення покриття, розміщення деталей у камері обробки, подачу робочого складу у розпилювач, нанесення кремнієвих та алюмінієвих сполук на поверхню деталі аерозольним газодинамічним потоком, який відрізняється тим, що перед подачею у розпилювач робочий склад змішують з водою до отримання однорідної суспензії, подачу суспензії у...
Спосіб виготовлення порошків кобальт-хромових сплавів для нанесення газотермічних покриттів на медичні вироби
Номер патенту: 48648
Опубліковано: 15.08.2002
Автори: Маслюк Віталій Арсенійович, Бєсов Анатолій Володимирович, Степанчук Анатолій Миколайович
МПК: B22F 3/12
Мітки: порошків, медичні, покриттів, вироби, сплавів, нанесення, газотермічних, спосіб, виготовлення, кобальт-хромових
Формула / Реферат:
Спосіб виготовлення порошків кобальт-хромових сплавів для нанесення газотермічних покриттів на медичні вироби, що включає змішування вихідних кобальт-хромових компонентів, пресування, введення домішок, спікання, подрібнення і розсіювання, який відрізняється тим, що як вихідні компоненти використовують їхні оксиди, що змішують у стехіометричній пропорції, пресують, відновлюють, подрібнюють, до порошку отриманого сплаву Co-Ni-Mo додають...
Установка для нанесення покриття на вироби зі скла
Номер патенту: 5734
Опубліковано: 15.03.2005
Автори: Попович Сергій Андрійович, Іванін Анатолій Анатолійович, Борулько Віктор Іванович, Іванін Анатолій Леонідович
МПК: C03C 17/25
Мітки: установка, вироби, покриття, нанесення, скла
Формула / Реферат:
Установка для нанесення покриття на вироби зі скла, яка містить робочу камеру та резервуар з плівкоутворюючим розчином, що з'єднані між собою системою подачі та зливу розчину, систему регулювання рівня плівкоутворюючого розчину в робочій камері шляхом створення необхідного надмірного тиску в резервуарі з розчином, яка виконана з датчиком рівня наповнення в робочій камері, яка відрізняється тим, що вона містить систему підйомного пристрою,...
Попередній патент: Заспокійливий та снодійний засіб
Наступний патент: Спосіб регіонарної тромболітичної терапії тромбозів глибоких вен системи нижньої порожнистої вени
Випадковий патент: Установка для грануляції металургійних шлаків