Спосіб нанесення корозійностійкого покриття на металеві поверхні деталей
Номер патенту: 10308
Опубліковано: 15.11.2005
Автори: Бовсуновський Евген Олексійович, Васильєв Михайло Олексійович, Франчук Григорій Михайлович, Хижко Віталій Дмитрович
Формула / Реферат
Спосіб нанесення корозійностійкого покриття на металеві поверхні деталей, що включає підготовку складу для нанесення покриття, розміщення деталей у камері обробки, подачу робочого складу у розпилювач, нанесення кремнієвих та алюмінієвих сполук на поверхню деталі аерозольним газодинамічним потоком, який відрізняється тим, що перед подачею у розпилювач робочий склад змішують з водою до отримання однорідної суспензії, подачу суспензії у розпилювач здійснюють за рахунок різниці тиску, для нанесення покриття використовують аерозольний потік зі швидкістю 200 - 400 м/с.
Текст
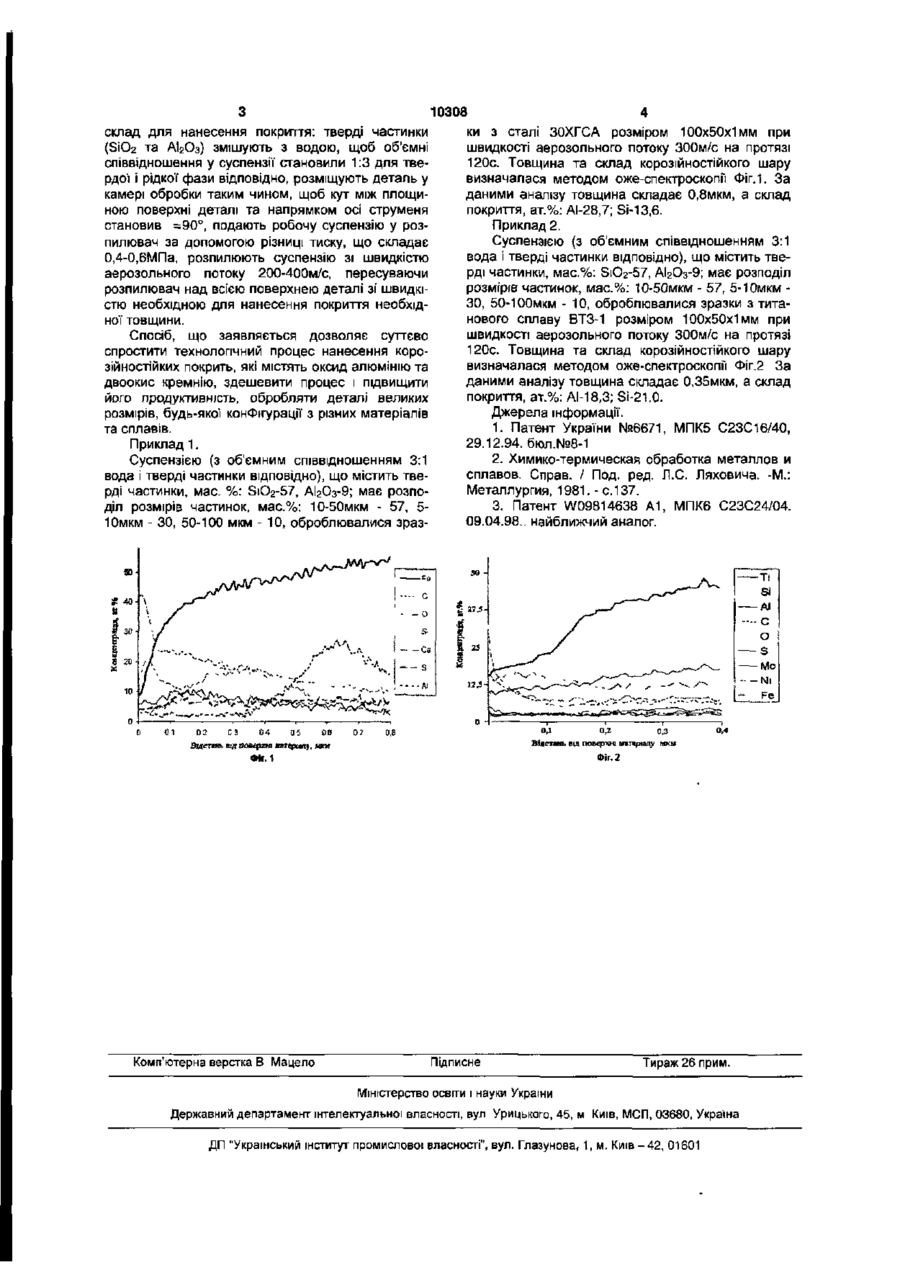
Спосіб нанесення корозійностійкого покриття на металеві поверхні деталей, що включає підготовку складу для нанесення покриття, розміщення деталей у камері обробки, подачу робочого складу у розпилювач, нанесення кремнієвих та алюмінієвих сполук на поверхню деталі аерозольним газодинамічним потоком, який відрізняється тим, що перед подачею у розпилювач робочий склад змішують з водою до отримання однорідної суспензії, подачу суспензії' у розпилювач здійснюють за рахунок різниці тиску, для нанесення покриття використовують аерозольний потік зі швидкістю 200 400 м/с. Корисна модель відноситься до нанесення корозійностійких покрить на металеві поверхні деталей машин та механізмів і може бути використаний у авіаційній, машинобудівній, автомобільній та інших галузях промисловості Відомий спосіб нанесення корозійностійких покрить двоокису кремнію з парової фази, який полягає у тому, що осадження плівки ЭЮг проводять у кварцовому реакторі з тиском 103мм.рт.ст. при температурі 200°С під дією випромінювання у короткохвильовій області спектру (УФ-лампа) з суміші моносилан-кисень-азот, що безперервно подається у камеру реактора [1]. Недоліками цього способу є: необхідність використання складного спеціального обладнання, низька продуктивність процесу, велика енергоємність процесу. Відомий спосіб нанесення захисного покриття термохімічним способом з дифузією оксиду алюмінію та двоокису кремнію з суспензії, що наноситься на поверхню деталей. Процес дифузії проходить у печі при температурі 800°С-1000°С з витримкою 1,5 години [2]. Недоліками цього способу є: необхідність використання складного спеціального обладнання, велика енергоємність процесу, вузький діапазон деталей, що можуть оброблятися (за рахунок наявності високої температури), низька якість обробки складно профільних деталей. Найбільш близьким по технічній сутності і результату до корисної моделі, що заявляється, є спосіб для нанесення захисного шару металу струминним методом, в якому захисний шар наноситься на виріб струменем з гранул, поверхня яких складається з захисного металу. За допомогою пристрою подачі (магнітного типу) гранули надходять до розпилювального пристрою, а далі направляються на поверхню виробу Силу удару гранул з поверхнею, що оброблюється, вибирають таким чином, що шар захисного металу утворюється практично на всій поверхні виробу [3]. Недоліками цього способу є: складність технологічного процесу обробки (необхідність попередньої' обробки гранул), нерівномірність утворення захисного покриття, складність обробки вузьких щілин та заглиблень на поверхні виробів. Задача корисної моделі - спростити технологічний процес нанесення корозійностійких покрить, які містять оксид алюмінію та двоокис кремнію, здешевити процес і підвищити його продуктивність, збільшити діапазон використання способу. Поставлена задача досягається тим, в способі, який включає підготовку складу для нанесення покриття, розміщення деталей у камері обробки, подачу робочого складу у розпилювач, нанесення кремнієвих та алюмінієвих з'єднань на поверхню деталі аерозольним газодинамічним потоком, новим є те, що перед подачею у розпилювач робочий склад змішують з водою до отримання однорідної суспензії, подачу суспензії у розпилювач здійснюють за рахунок різниці тиску, для нанесення покриття використовують аерозольний потік зі швидкістю 200-400м/с. Заявлений спосіб полягає у тому, що готують 00 о со о 10308 ки з сталі ЗОХГСА розміром 100x50x1 мм при склад для нанесення покриття: тверді частинки швидкості аерозольного потоку 300м/с на протязі (ЭЮг та АІгОз) змішують з водою, щоб об'ємні 120с. Товщина та склад корозійностійкого шару співвідношення у суспензії становили 1:3 для твевизначалася методом оже-спектроскопіі Фіг. 1. За рдої і рідкої фази відповідно, розміщують деталь у даними аналізу товщина складає 0,8мкм, а склад камері обробки таким чином, щоб кут між площипокриття, ат.%: АІ-28,7; Si-13,6. ною поверхні деталі та напрямком осі струменя становив =90°, подають робочу суспензію у розПриклад 2. пилювач за допомогою різниці тиску, що складає Суспензією (з об'ємним співвідношенням 3:1 0,4-0,6МПа, розпилюють суспензію зі швидкістю вода і тверді частинки відповідно), що містить твеаерозольного потоку 200-400м/с, пересуваючи рді частинки, мас.%: SiO2-57, АІгОз-9; має розподіл розпилювач над всією поверхнею деталі зі швидкірозмірів частинок, мас.%: 10-50мкм - 57, 5-Юмкм стю необхідною для нанесення покриття необхідЗО, 50-ЮОмкм - 10, оброблювалися зразки з титаної товщини. нового сплаву ВТЗ-1 розміром 100x50x1 мм при швидкості аерозольного потоку 300м/с на протязі Спосіб, що заявляється дозволяє суттєво 120с. Товщина та склад корозійностійкого шару спростити технологічний процес нанесення коровизначалася методом оже-спектроскопії ФІг.2 За зійностійких покрить, які містять оксид алюмінію та даними аналізу товщина складає 0,35мкм, а склад двоокис кремнію, здешевити процес і підвищити покриття, ат.%: АІ-18,3; Si-21,0. його продуктивність, обробляти деталі великих розмірів, будь-якої конфігурації з різних матеріалів Джерела інформації. та сплавів. 1. Патент України №6671, МПК5 С23С16/40, 29.12.94, бгол.№8-1 Приклад 1. 2. Химико-термическая обработка металлов и Суспензією (з об'ємним співвідношенням 3:1 сплавов. Справ. / Под. ред. Л.С. Ляховича. -М.: вода і тверді частинки відповідно), що містить твеМеталлургия, 1981. - с. 137. рді частинки, мас. %: SiO2-57, АІгОз-9; має розподіл розмірів частинок, мас.%: 10-50мкм - 57, 53. Патент W09814638 А1, МПК6 С23С24/04. Юмкм - ЗО, 50-100 мкм - 10, оброблювалися зраз09.04.98.. найближчий аналог. 01 02 СЗ 04 05 О,1 0,2 од цспмі від поверяй mrepmny мкы 0,8 Вщстгнь вц аоаераа «mptsfij, Фіг. 2
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for application of corrosion-resistant coating on metal surfaces of pieces
Автори англійськоюFranchuk Hryhorii Mykhailovych, Vasyliev Mykhailo Oleksiiovych, Khyzhko Vitalii Dmytrovych
Назва патенту російськоюСпособ нанесения корозионностойкого покрытия на металлические поверхности деталей
Автори російськоюФранчук Григорий Михайлович, Васильев Михаил Алексеевич, Хижко Виталий Дмитриевич
МПК / Мітки
МПК: C23C 24/00
Мітки: поверхні, нанесення, металеві, спосіб, корозійностійкого, покриття, деталей
Код посилання
<a href="https://ua.patents.su/2-10308-sposib-nanesennya-korozijjnostijjkogo-pokrittya-na-metalevi-poverkhni-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення корозійностійкого покриття на металеві поверхні деталей</a>
Склад для нанесення покриття на металеві поверхні

Номер патенту: 73029
Опубліковано: 16.05.2005
Автори: Лисова Лариса Михайлівна, Голинська Галина Сергіївна, Будьонний Михайло Михайлович, Якуніна Валентина Іванівна, Сатановський Євген Абрамович, Любченко Анатолій Петрович, Пирогова Олександра Миколаївна
МПК: C08L 63/00, C09D 163/00
Мітки: склад, поверхні, покриття, нанесення, металеві
Формула / Реферат:
Склад для нанесення покриття на металеві поверхні, який включає епоксидну високомолекулярну діанову смолу та органічний розчинник, який відрізняється тим, що він містить суміш розчинників ацетону та етилацетату 1:1 як органічний розчинник і додатково містить герметик 6Ф при такому співвідношенні компонентів, мас.%: епоксидна високомолекулярна діанова смола 8 -10 герметик 6Ф 10...
Спосіб нанесення покриття на поверхні металевих виробів і пристрій для його здійснення
Номер патенту: 74205
Опубліковано: 15.11.2005
Автори: Гусаров Василь Георгійович, Калашніков Микола Олександрович, Красніков Олексій Іванович, Льняной Віталій Миколаєвич
МПК: B05D 7/14, B05B 13/02, B05B 13/00
Мітки: здійснення, покриття, металевих, спосіб, пристрій, виробів, поверхні, нанесення
Формула / Реферат:
1. Спосіб нанесення покриття на поверхні металевих виробів, який включає операцію підготовки поверхні виробу, приготування суміші, нанесення суміші на нагріту до температури плавлення суміші обертову поверхню виробу та термообробку, який відрізняється тим, що під час приготування і нанесення суміш піддають вібрації з частотою 50-100 Гц і амплітудою 0,25-1,0 мм у горизонтальній і вертикальній площинах, нанесення здійснюють струменем...
Спосіб нанесення покриттів на основі сполук перехідних металів у вакуумі на металеві поверхні
Номер патенту: 40387
Опубліковано: 15.03.2004
Автори: Борисова Ніна Миколаївна, Бондар Іван Васильович, Дабіжа Євген Вікторович, Золотухін Олександр Віталійович, Новіков Микола Васильович
МПК: C23C 14/02, C23C 14/32
Мітки: нанесення, поверхні, сполук, вакуумі, основі, перехідних, спосіб, покриттів, металеві, металів
Формула / Реферат:
Спосіб нанесення покриттів на основі сполук перехідних металів у вакуумі на металеві поверхні, що включає попередню очистку поверхні підкладки активним тліючим розрядом, кінцеву очистку шляхом конденсації на неї металу з іонним бомбардуванням, формування потоку металевої плазми за допомогою вакуумно-дугового розряду у розрідженій атмосфері реакційного газу, розташування виробу у плазмовому потоці і конденсацію потоку плазми, який...
Спосіб нанесення зносостійкого покриття
Номер патенту: 43987
Опубліковано: 15.01.2002
Автори: Боклан Ігнат Іванович, Кошеленко Павло Іванович, Левшун Павло Володимирович
МПК: F16L 58/00
Мітки: нанесення, зносостійкого, спосіб, покриття
Формула / Реферат:
Спосіб нанесення зносостійкого покриття, який відрізняється тим, що приварюють окремі дротинки або куски сітки, потім приварюють шар сітки, який покриває всю зношену поверхню деталі, потім наносять композиційний матеріал, який заповнює окремі впадини та канавки, після чого наносять зносостійкий композиційний матеріал на всю зношену поверхню деталі, на якій попередньо змонтована металічна сітка.
Спосіб нанесення антифрикційного покриття на основі дисульфіду молібдену
Номер патенту: 59897
Опубліковано: 15.03.2005
Автори: Хассельманн Ганна Євгеновна, Котіков Георгій Іванович
МПК: F16N 15/00
Мітки: основі, дисульфіду, спосіб, покриття, антифрикційного, нанесення, молібдену
Формула / Реферат:
Спосіб нанесення антифрикційного покриття на основі дисульфіду молібдену, що полягає в знежиренні поверхні, її сушінні і нанесенні покриття, який відрізняється тим, що додатково включає операції травлення поверхні та нейтралізації продуктів травлення, що послідовно виконують після знежирення поверхні.
Попередній патент: Автоматизована система керування пожежовибухобезпекою
Наступний патент: Вітроенергетична установка для підвищення коефіцієнта використання енергії вітру
Випадковий патент: Спосіб влаштування пальового фундаменту