Пристрій для електрогідроімпульсного калібрування
Номер патенту: 79152
Опубліковано: 25.05.2007
Автори: Стрелковська Людмила Іванівна, Старков Микола Володимирович
Формула / Реферат
Пристрій для електрогідроімпульсного калібрування великогабаритних трубчастих деталей, що включає змонтовану на підставці і заповнену рідиною розрядну камеру, яка містить електроди, підключені до генератора імпульсних струмів, розсувну оправку, висотою не менше висоти розрядної камери, установлену на опорі концентрично з розрядною камерою і на однаковому з нею рівні, який відрізняється тим, що містить n розрядних камер, зв'язаних між собою пружними елементами і рівномірно розташованих навколо розсувної оправки, установлених до неї відкритими частинами з можливістю переміщення на підставці відносно оправки в межах відстані між сусідніми розрядними камерами, оправка складається з двох сегментів, між якими змонтований гідромеханічний привід, що включає гідроциліндр, корпус якого обладнаний напрямними колонками, що забезпечують переміщення сегментів оправки перпендикулярно осі гідроциліндра, при цьому гідроциліндр обладнаний двома поршнями зі штоками, на кінцях яких установлені додаткові клинові сегменти, з'єднані рухливо з напрямними клинових поверхонь сегментів оправки, й у крайньому висунутому положенні штоків гідроциліндра торцева частина клинових сегментів утворює з бічною поверхнею сегментів оправки поверхню, що відповідає внутрішній поверхні великогабаритної трубчастої деталі після її калібрування.
Текст
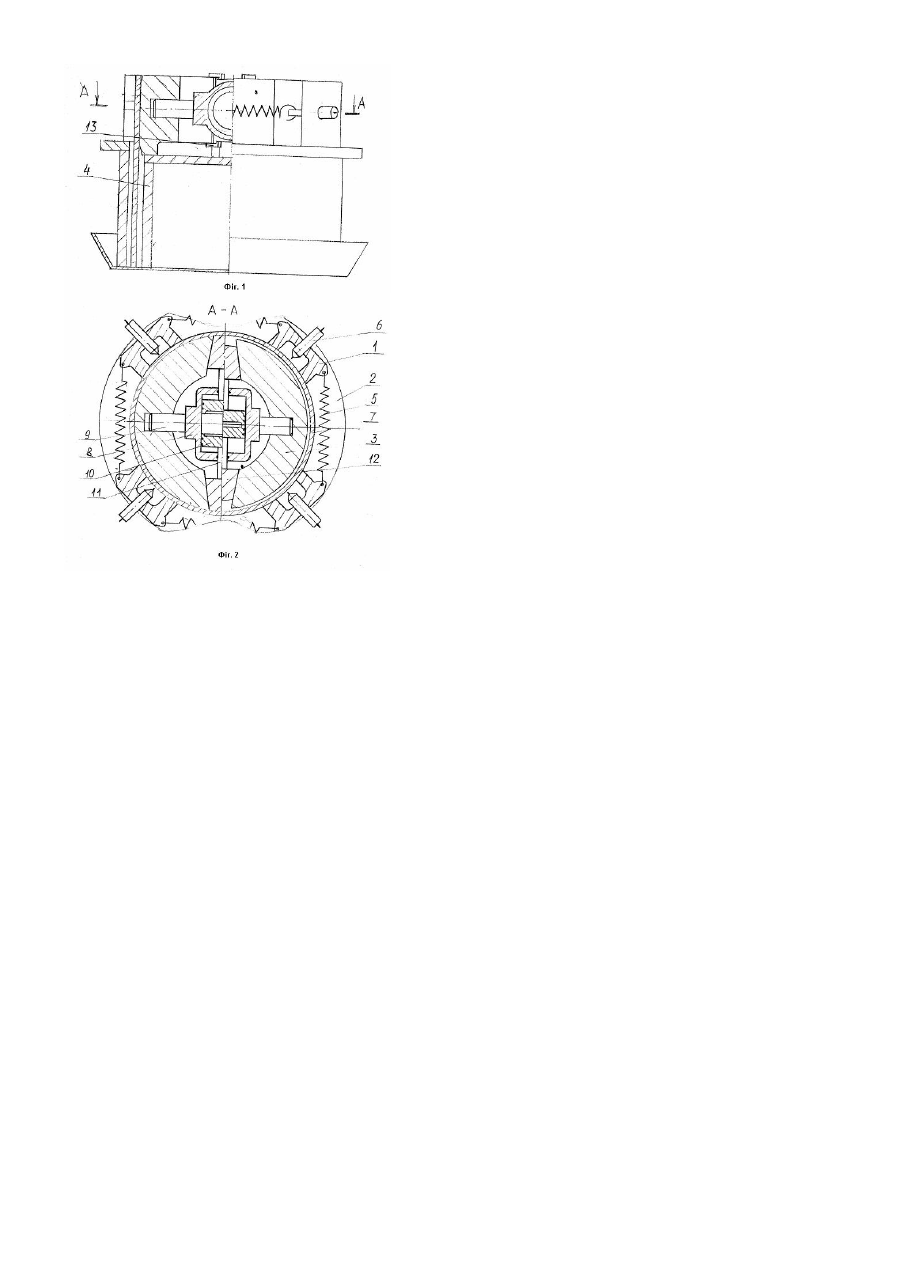
Винахід відноситься до області обробки металів тиском, зокрема до імпульсних методів деформування, і стосується пристрою для електрогідроімпульсного (ЕГ) калібрування великогабаритних трубчастих оболонок. Великогабаритні оболонки широко застосовуються в літакобудуванні, хімічному і нафтохімічному машинобудуванні, де точність розмірів деталей, які стикують, визначається у відсотках від товщини стінки деталей і не залежить від діаметра, тобто зі збільшенням габаритних розмірів деталей замкнутого контуру росте клас точності їхнього виготовлення. Причому, у ряді випадків досить мати визначену точність розмірів тільки по стикувальним поясам деталей. Забезпечення такої точності досягається калібруванням. Прогресивним промисловим технологічним процесом є ЕГ калібрування, при якому виправлення форми і підвищення точності розмірів деталей відбувається у результаті пластичної деформації, викликаної дією імпульсів тиску рідини, що створюють у передавальному рідкому середовищі високовольтним іскровим розрядом. Відомий пристрій для калібрування циліндричних оболонок [див. а.с. 1334471 МКИ. 4 В21Д26/12 , експертний висновок додається], що містить змонтовану на підставці кільцеву рознімну матрицю і розташовану концентричне їй штангу з розміщеною на ній деформуючою голівкою, що включає корпус з розташованими в ньому електродами, підключеними до генератора імпульсних струмів (ГІС) і діафрагмою для передачі тиску на оболонку. Поверхня секцій рознімної матриці, що калібрує, виконана східчастою, а секції матриці додатково зв'язані з обоймою, установленою на напрямних з можливістю переміщення і має привід у вигляді гідроциліндра. Ознаки, що збігаються з істотними ознаками пристрою, що заявляється, є такі: - рознімна матриця; - джерело імпульсного тиску, що включає електроди, підключені до ГІС. Причини, що перешкоджають одержанню необхідного технічного результату, полягають у тому, що для калібрування великогабаритних і, особливо, товстостінних деталей потрібно досить потужний ГІС, за допомогою якого можна було б створювати у розрядній камері імпульси тиску рідини, здатні пластично деформувати деталь на ділянці калібрування. З цієї причини ЕГ калібрування використовується тільки для відносно тонких стальних деталей зі співвідношенням S/D0,004 необхідно використовувати досить потужний генератор імпульсних струмів (більш 160кДж). При цьому, якщо порівняти роботу пластичної деформації деталі, яку калібрують, з енергією розряду, то виявляється, що процес імпульсного калібрування з роздачею деталі навіть з малим степенем пластичної деформації (до 0,3%) малоефективний. Енергія розряду в сотні разів перевищує роботу пластичної деформації деталі, а розрядна камера, електроди і матриця випробовують великі динамічні навантаження, які знижують їх ресурс. В основу винаходу поставлена задача підвищення ККД пристрою шляхом удосконалення його конструкції і підвищення ефективності використання енергії розряду, а також розширення його технологічних можливостей. Суть винаходу, що заявляється, полягає в тому, що у пристрій для електрогідроімпульсного калібрування великогабаритних трубчастих деталей, що включає змонтовану на підставці і заповнену рідиною розрядну камеру, яка містить електроди, підключені до ГІСу, розсувну оправку, висотою не менше висоти розрядної камери, установлену стосовно неї на опорі концентричне і на однаковому з нею рівні, згідно з винаходом додатково введено п розрядних камер, зв'язаних між собою пружними елементами і рівномірно розташованих навколо розсувної оправки, установлених до неї відкритими частинами з можливістю переміщення на підставці відносно оправки в межах відстані між сусідніми розрядними камерами, оправка складається з двох сегментів, між якими змонтований гідромеханічний привід, що включає гідроциліндр, корпус якого обладнаний напрямними колонками, що забезпечують переміщення сегментів оправки перпендикулярно осі гідроциліндра, при цьому гідроциліндр, обладнаний двома поршнями зі штоками, на кінцях яких установлені додаткові клинові сегменти, з'єднані рухливо з напрямними клинових поверхонь сегментів оправки й у крайньому висунутому положенні штоків гідроциліндра торцева частина клинових сегментів утворює з бічною поверхнею сегментів оправки поверхню, що відповідає внутрішній поверхні великогабаритної трубчастої деталі після її калібрування. Розкриваючи причинно-наслідковий зв'язок між істотними ознаками винаходу, що заявляється, і технічним результатом, необхідно відзначити таке. Багато металів і сплавів у процесі пластичного деформування значно зміцнюються. Це зв'язано з ростом щільності дислокацій, що підвищують напруги текучості й збільшують пружну енергію кристалічних ґрат. У міру росту напруг у деталі, що деформується, підсилюються релаксаційні процеси, обумовлені анігіляцією перерозподілом дислокацій. Це приводить до знеміцнювання матеріалу. Коли цей процес переважає над зміцненням, пластичність матеріалу збільшується і зменшується необхідне для деформування зусилля. ЕГ обробка, як додаткова дія на деталь, що деформують, приводить до посилення релаксаційних процесів у металі за рахунок дії ударних хвиль. У пристрої, що заявляється, за допомогою гідромеханічного приводу і сегментів оправки, встановлених усередині великогабаритної трубчастої деталі на ділянці її калібрування створюються пружні деформації, за якими форма деталі наближається до форми оправки. Це досягається за рахунок зусилля гідроциліндра, що передається сегментам оправки через додаткові клинові сегменти, що багаторазово збільшують на них зусилля гідроциліндра. Напрямні колонки гідроциліндра забезпечують погоджене переміщення сегментів оправки як у процесі навантаження деталі, так і при розвантаженні. За допомогою розрядних камер, кількість яких визначається розмірами деталі, яку калібрують (чим більше розміри, тим більше кількість камер може використовуватися у пристрої), створюються навантаження деталі ударними хвилями, що генеруються електричними розрядами в камерах. Це приводить до часткової чи повної, у залежності від режиму ЕГ обробки, релаксації напруг з перетворенням пружних деформацій у пластичні. Необхідною умовою для цього є створення у деталі напружено-деформованого стану, при якому реалізується така нерівність: s T > s ЕГ > s T - s пр, де s T - границя текучості матеріалу деталі ,що калібрується s ЕГ - напруги в деталі, створювані при ЕГ обробці; s пр - напруги пружних деформацій у деталі, створювані гідромеханічним приводом. Якщо напруги пружної деформації s пр деталі наближаються до границі текучості матеріалу s T , то навіть невеликий за потужністю імпульс тиску, але з великими амплітудними параметрами, приводить до локальної пластичної деформації у деталі. У режимі багатоімпульсної ЕГ обробки із переміщенням навколо бічної поверхні деталі розрядних камер забезпечується калібрування великогабаритних деталей зі значно меншою у порівнянні з прототипом енергією електричного розряду. Це підвищує ефективність процесу калібрування і збільшує ККД пристрою, зменшує енергію розряду і знижує динамічні навантаження на його деталі і вузли. Суть винаходу пояснюється кресленнями (Фіг.1,2), на яких зображений пристрій для калібрування торцевих частин великогабаритних товстостінних циліндричних зварених оболонок і його поперечний переріз. Пристрій складається з чотирьох розрядних камер 1, встановлених на поворотній площадці підставки 2, розсувної оправки 3, змонтованої на опорі 4 концентричне розрядним камерам 1 і на однаковій з ними висоті. Розрядні камери 1 з'єднані між собою пружними притискними елементами 5 і відкритими частинами звернені до розсувної оправки 3. Для забезпечення локального калібрування деталі по окружності, висота розсувної оправки 3 більша за висоту відкритої частини розрядних камер 1, Розрядні камери містять електроди 6, підключені до ГІСу, що на кресленні не показано. Другим електродом для створення іскрового розряду у камері служить великогабаритна трубчаста деталь 7. Розрядні камери 1 рівномірно розташовані навколо розсувної оправки 3 і їх можна пересувати навколо неї на поворотній площадці підставки 2. Розсувна оправка 3 складається з двох сегментів, між якими змонтований гідромеханічний привід 8. Привід складається з гідроциліндра, корпус якого обладнаний напрямними колонками 9, що входять в отвори сегментів оправлтп'я 3. Напрямні колонки 9 забезпечують переміщення сегментів в одній площині перпендикулярно осі гідроциліндра. Гідроциліндр виконано з двома поршнями 10 із штоками 11, на кінцях яких закріплено додаткові клинові сегменти 12, що з'єднані рухливо з напрямними 13 клинових поверхонь сегментів оправки 3. У висунутому положенні штоків 11 додаткові клинові сегменти 12 утворюють із сегментами оправки З поверхню, що відповідає внутрішній поверхні деталі 7 після калібрування. Пристрій працює в такий спосіб. У вихідному положенні поршні 10 гідроциліндра гідромеханічного приводу розташовані у середині його корпусу, а всі сегменти оправки 3 зміщені до центральної осі пристрою. Деталь 7 установлюють на оправку 3 з невеликим зазором, а розрядні камери 1 за рахунок пружних елементів 5 притискаються до деталі 7. У поршневу порожнину гідроциліндра подають від гідроприводу (на кресленні не показаний) під заданим тиском робочу рідину, сегменти 12 рухаються по напрямних 13 і клинових поверхнях оправки 3 до зупинки, коли зусилля гідроциліндра забезпечить необхідну деформацію деталі і відповідні значення напруг у деталі s пр . У процесі калібрування тиск у гідроциліндрі підтримують безупинно на необхідному по техпроцесу рівні. У розрядні камери 1 подається вода в кількості достатній для прокачування і поповнення витоків з камер у процесі ЕГ обробки. На електроди 6 подають високу напругу від ПС і відповідно до вимог техпроцесу здійснюють розряди з заданою частотою і потужністю в синхронному чи асинхронному режимі роботи електродів 6. У розрядних камерах генеруються імпульси тиску рідини, що збуджують у деталі хвилі пружних деформацій, що приводять до релаксації напруг у деталі і переходу пружних деформацій у пластичні. ЕГ обробку виконують серією розрядів із зупинками для переміщення розрядних камер 1 навколо деталі 7. Таке переміщення може виконуватися вручну, або за допомогою додаткового приводу (на кресленні не показаний). Переміщенням у межах відстані між сусідніми камерами забезпечується ЕГ обробка деталі по всьому периметру. Процес закінчується, коли додаткові клинові сегменти 12 займуть крайнє висунуте положення, а внутрішня поверхня деталі 7 буде відповідати формі оправки 3 і торцевих поверхонь сегментів 12. При необхідності калібрування деталі з двох кінців, деталь виймають, перевертають і встановлюють у пристрій знову для калібрування іншого кінця. Пристрій, що заявляється, забезпечує калібрування великогабаритних трубчастих деталей з високою ефективністю використання енергії розряду, що вимагає меншої за потужністю енергетичної частини установки. Деформування деталі що калібрують в пристрої за рахунок одночасної дії гідромеханічного приводу й імпульсів тиску рідини дозволяє розширити технологічні можливості пристрою і калібрувати без збільшення потужності ПС деталі великі в діаметрі і товщиною стінки до 25-30мм. Зменшення енергії розряду, необхідної для створення у деталі пластичної деформації, зменшує динамічні навантаження на деталі технологічного оснащення, електродні вузли і все енергетичне устаткування у цілому. Це дозволяє збільшити їх надійність і ресурс роботи.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for electro-hydroimpulsive calibration
Автори англійськоюStarkov Mykola Volodymyrovych, Strelkovska Liudmyla Ivanivna
Назва патенту російськоюУстройство для электрогидроимпульсного калибрования
Автори російськоюСтарков Николай Владимирович, Стрелковская Людмила Ивановна
МПК / Мітки
МПК: B21D 26/12
Мітки: пристрій, електрогідроімпульсного, калібрування
Код посилання
<a href="https://ua.patents.su/3-79152-pristrijj-dlya-elektrogidroimpulsnogo-kalibruvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для електрогідроімпульсного калібрування</a>
Пристрій для електрогідроімпульсного калібрування трубчастих деталей
Номер патенту: 19996
Опубліковано: 15.01.2007
Автори: Гузєв Олексій Олексійович, Каргіна Олена Олександрівна, Косєнков Віктор Михайлович
МПК: B21D 26/12
Мітки: електрогідроімпульсного, трубчастих, пристрій, калібрування, деталей
Формула / Реферат:
Пристрій для електрогідроімпульсного калібрування трубчастих деталей, що містить заповнену водою розрядну камеру з електродом, підключеним до генератора імпульсних струмів, і рознімну оправку, який відрізняється тим, що розрядна камера виконана у вигляді бака відкритого типу з електродом у днищі і оснащена віссю, розміщеною на баку в підшипниках, установлених на регульованих по висоті прокладках, і калібром, виконаним у вигляді зрізаного...
Пристрій для калібрування спіралей шнеків по кроку
Номер патенту: 32017
Опубліковано: 15.12.2000
Автор: Геник Ігор Степанович
МПК: B21D 11/06
Мітки: калібрування, спіралей, пристрій, кроку, шнеків
Текст:
...пристрою для калібрування спіралей шнеків по кроку, шляхом здійснення регулювання кроку спіралі, що забезпечує зменшення часу на переналадку пристрою і підвищує продуктивність праці. , ' Покладене завдання досягається за рахунок того, що в пристрої для калібрування спіралей шнеків по кроку, що містить нерухомий корпус в шліцевій втулці якого розміщений шліцевий вал з нерухомим клином, згідно винаходу вводиться те, що на основі...
Пристрій для калібрування шпоночного паза, встановлення і запресування шпонок у шпоночні пази та калібрування шпонок
Номер патенту: 53812
Опубліковано: 17.02.2003
Автори: Прозур Віталій Петрович, Гладкий Сергій Іванович, Прозур Олександр Віталійович, Гаркот Василь Степанович, Лях Михайло Михайлович, Порайко Юрій Іванович, Гарасимів Григорій Васильович
МПК: B25B 27/02
Мітки: паза, пристрій, шпоночного, пази, запресування, шпоночні, калібрування, встановлення, шпонок
Формула / Реферат:
1. Пристрій для калібрування шпоночного паза, встановлення і запресування шпонок у шпоночні пази та калібрування шпонок, який містить встановлений на рамі корпус, розміщені на ньому елементи притискання, запресування і орієнтованого встановлення шпонки, який відрізняється тим, що елемент орієнтованого встановлення шпонки містить копіювач, який являє собою пластину у вигляді прямокутного трикутника, який поверхнею основи контактує зі шпоночним...
Пристрій для виготовлення і калібрування спіралей шнеків

Номер патенту: 22581
Опубліковано: 25.04.2007
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович, Пилипець Михайло Ількович, Левенець Володимир Богданович
МПК: B21D 11/06
Мітки: виготовлення, шнеків, спіралей, калібрування, пристрій
Формула / Реферат:
Пристрій для виготовлення і калібрування спіралей шнеків, який виконаний у вигляді ступінчастої конічної оправки з приводом обертання, більший ступінь якої закріплений в патроні пристрою, на меншому діаметрі оправки встановлена нерухома втулка на підшипнику, яка контактує з торцем більшого діаметра ступінчастої конічної оправки через упорний підшипник, робоча частина оправки має форму конуса, зі сторони більшого кінця, на нерухомій втулці...
Пристрій для навивання смуги на ребро та одночасного калібрування пакета витків
Номер патенту: 63415
Опубліковано: 15.01.2004
Автори: Гевко Ігор Богданович, Радик Дмитро Леонидович, Васильків Василь Васильович, Пилипець Михайло Ількович
МПК: B21D 11/06
Мітки: смуги, пристрій, навивання, пакета, одночасного, ребро, витків, калібрування
Формула / Реферат:
1. Пристрій для навивання смуги на ребро та одночасного калібрування пакета витків, що складається із ступінчастої оправки, зв'язаної з приводом обертання, пристосування для затиску переднього кінця смуги на ступінчастій оправці, формувального ролика, вісь якого розташована перпендикулярно до осі ступінчастої оправки і який містить кільцевий виступ з робочим торцем, перпендикулярним до його осі, та забезпечений приводом паралельного та...
Попередній патент: Очисник вороху коренебульбоплодів від домішок
Наступний патент: Вібраційний викопуючий робочий орган
Випадковий патент: Спосіб боротьби з небажаною рослинністю