Пристрій для калібрування шпоночного паза, встановлення і запресування шпонок у шпоночні пази та калібрування шпонок
Номер патенту: 53812
Опубліковано: 17.02.2003
Автори: Гарасимів Григорій Васильович, Гаркот Василь Степанович, Порайко Юрій Іванович, Лях Михайло Михайлович, Прозур Олександр Віталійович, Гладкий Сергій Іванович, Прозур Віталій Петрович
Формула / Реферат
1. Пристрій для калібрування шпоночного паза, встановлення і запресування шпонок у шпоночні пази та калібрування шпонок, який містить встановлений на рамі корпус, розміщені на ньому елементи притискання, запресування і орієнтованого встановлення шпонки, який відрізняється тим, що елемент орієнтованого встановлення шпонки містить копіювач, який являє собою пластину у вигляді прямокутного трикутника, який поверхнею основи контактує зі шпоночним пазом, а поверхнею по гіпотенузі - із закладуваною шпонкою, причому, гострий кут при основі трикутника розміщений у напрямі переміщення оброблюваного вала, напрямку із західною фаскою, закріплену у корпусі з можливістю переміщення у площині, паралельній площині копіювача, і планку із західною фаскою, які закріплені на напрямній, причому копіювач розміщений між нею і планкою, утворює сковзало для закладуваної шпонки, а також два ролики із виточками під кутом в 90°, встановлені з можливістю їх осьового переміщення на осях, нерухомо закріплених у рамі, причому ролики розміщені опозитно до копіювача по лінії центрів відносно шпоночного вала, а елемент запресування виконаний у вигляді шарнірне встановленого ролика з можливістю його осьового переміщення на одному кінці важеля, а другим його кінцем підпружинений через стяжку до кронштейна, виконаного за одно із корпусом.
2. Пристрій по п. 1, який відрізняється тим, що додатково містить елемент калібрування шпоночного паза, який утримує ніж і планку, які закріплені у напрямній,причому ніж розміщений між нею і планкою з можливістю переміщення його у площині, яка лежить у площині копіювача, а також містить закріплений на корпусі екран.
3. Пристрій по п. 1, який відрізняється тим, що додатково містить елемент калібрування закладеної шпонки, який виконаний у вигляді двох нерухомих дисків з компенсатором між ними, закріплених на одному кінці підпружиненого важеля.
Текст
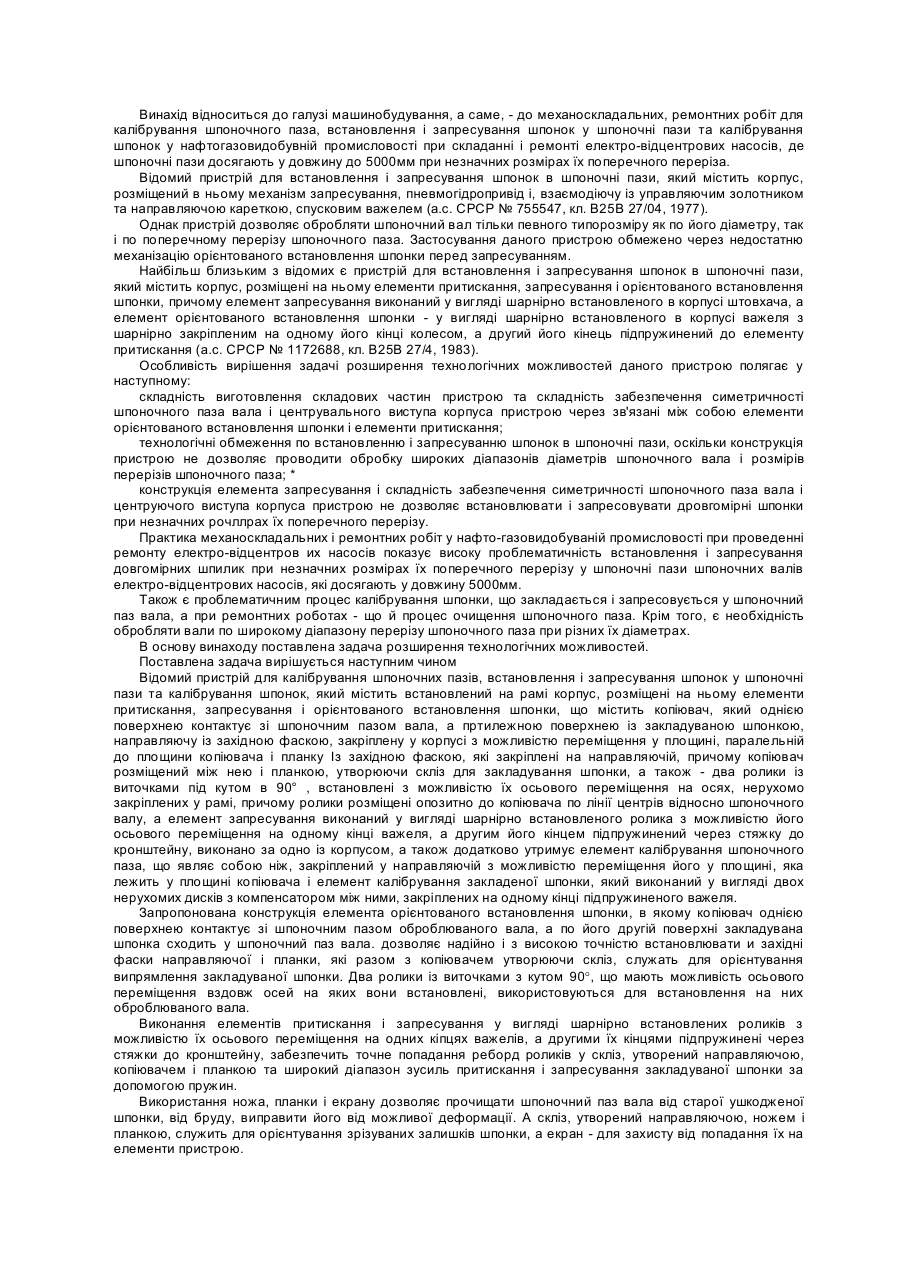
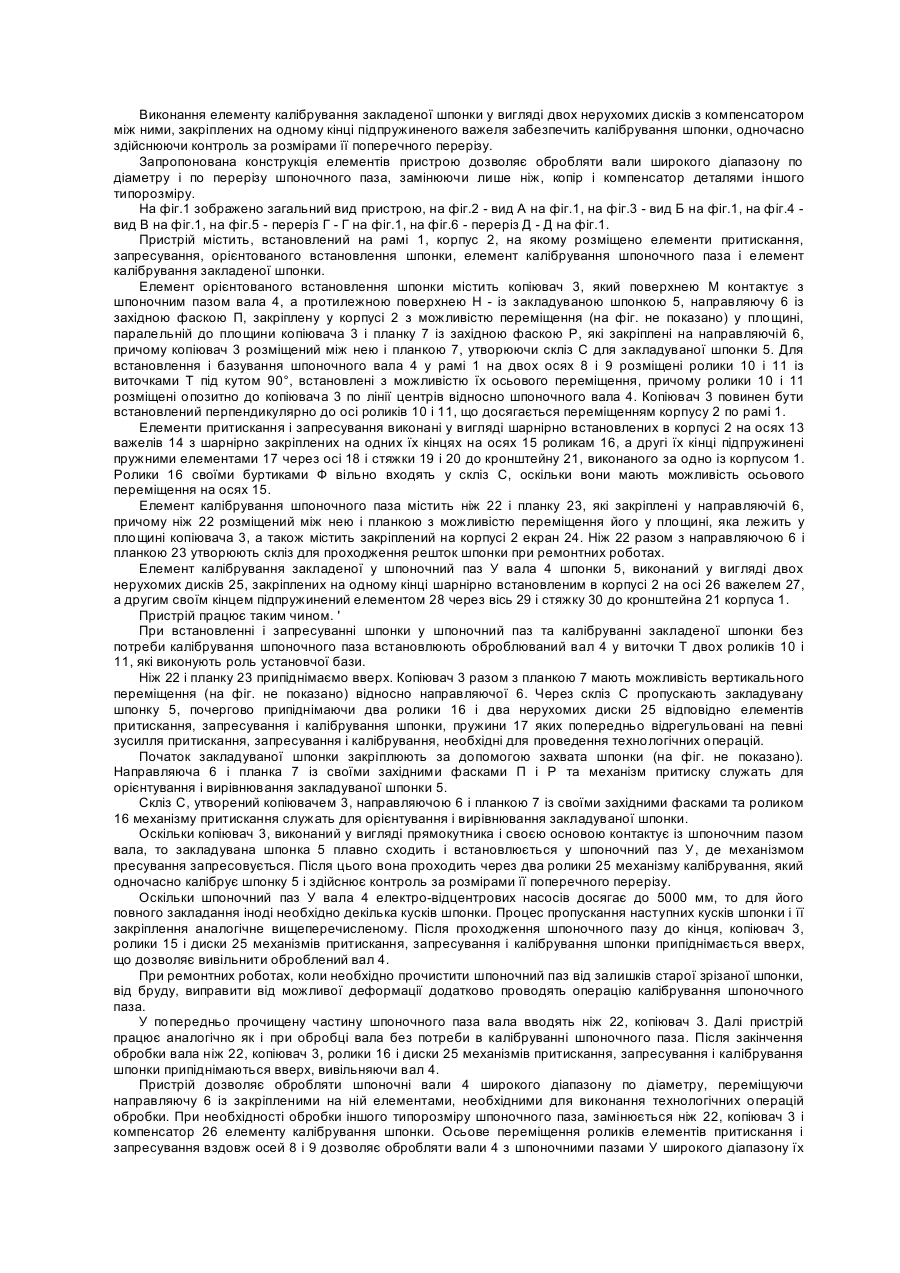
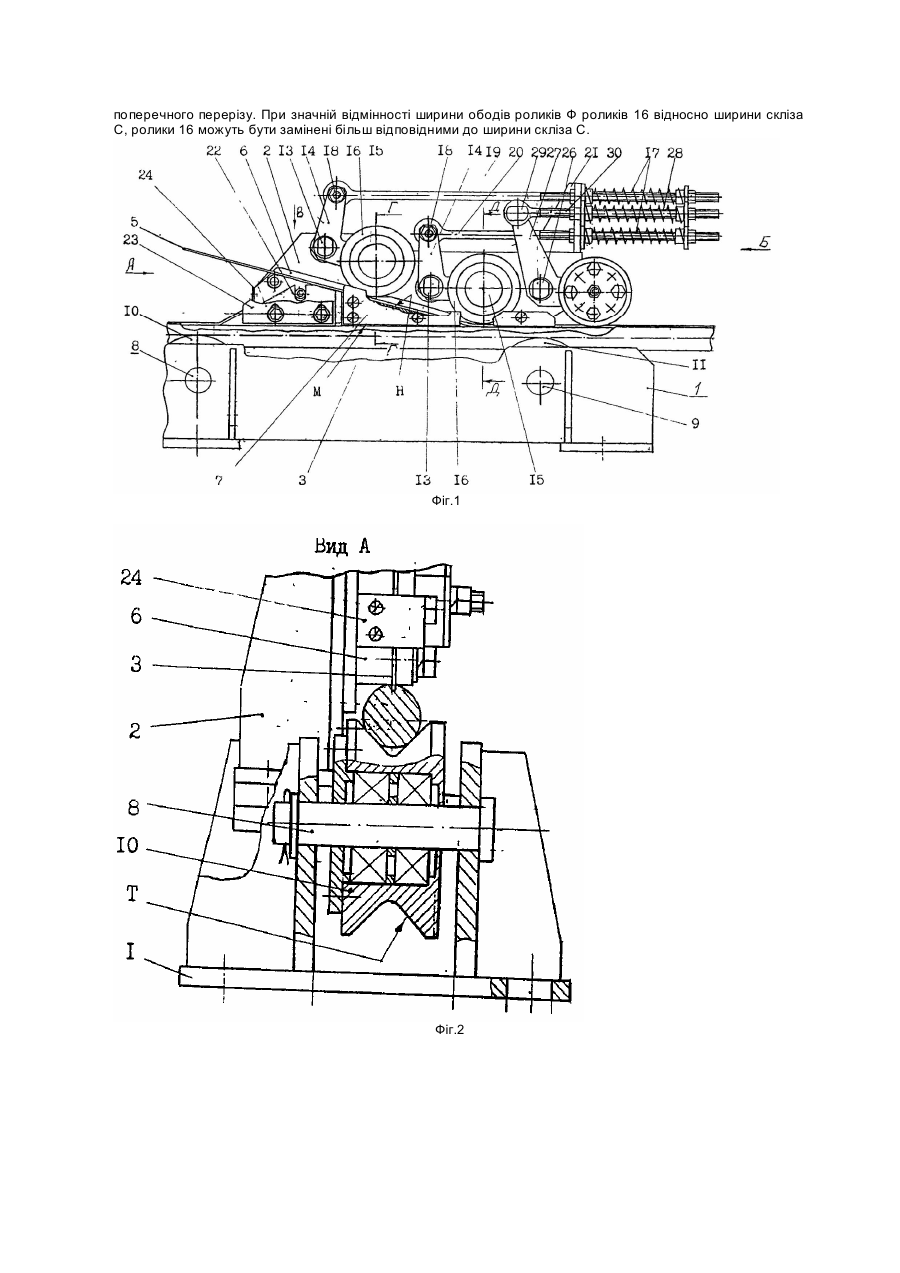
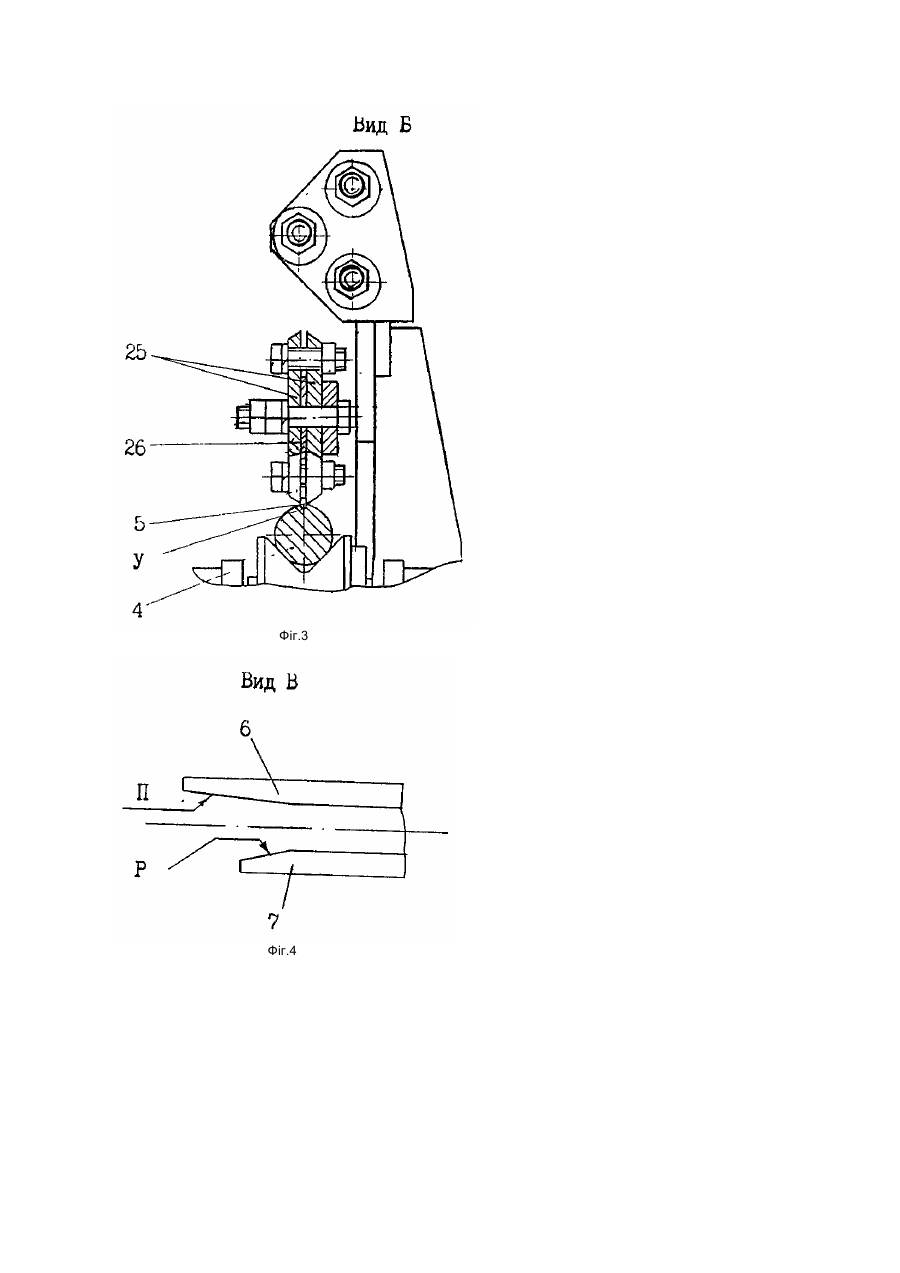
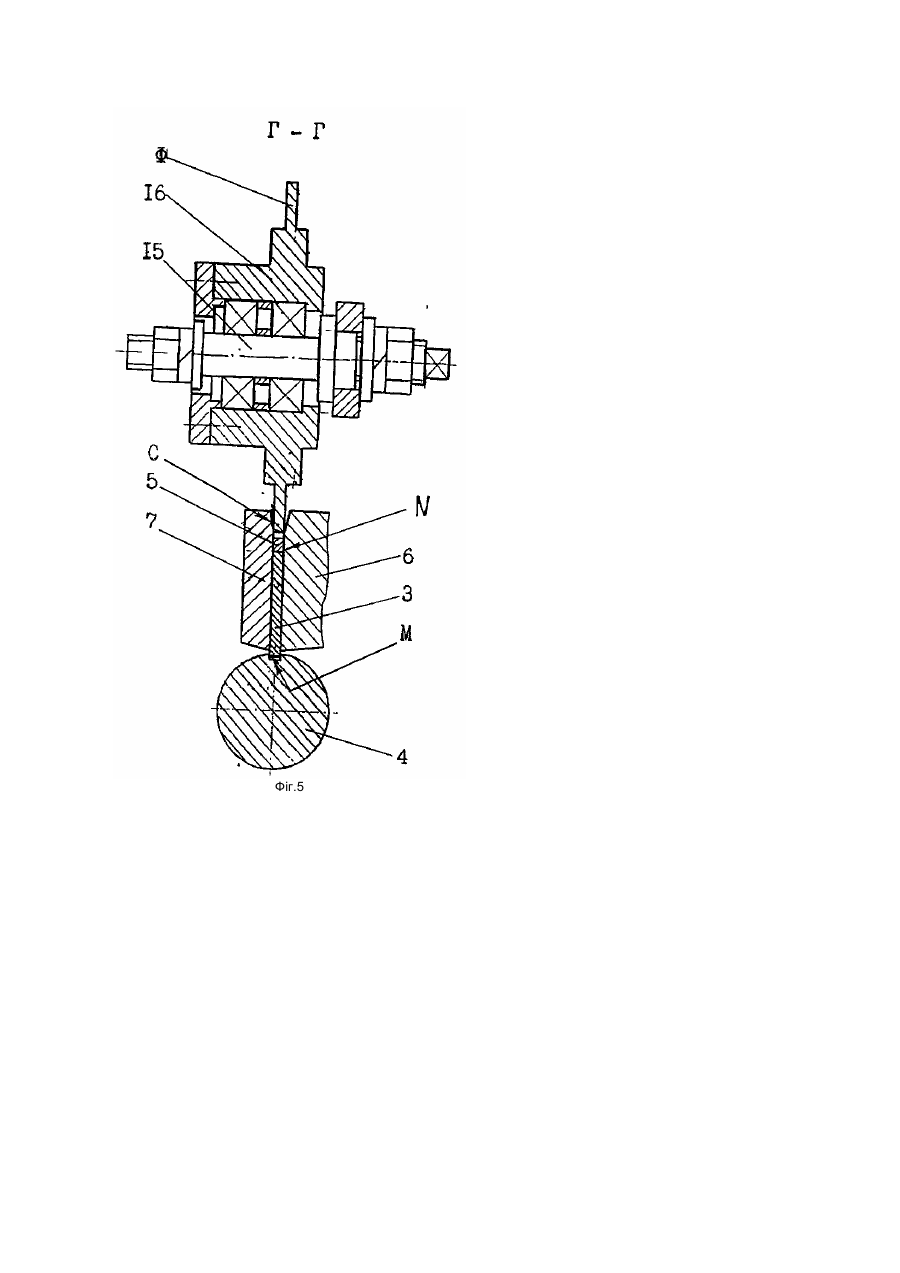
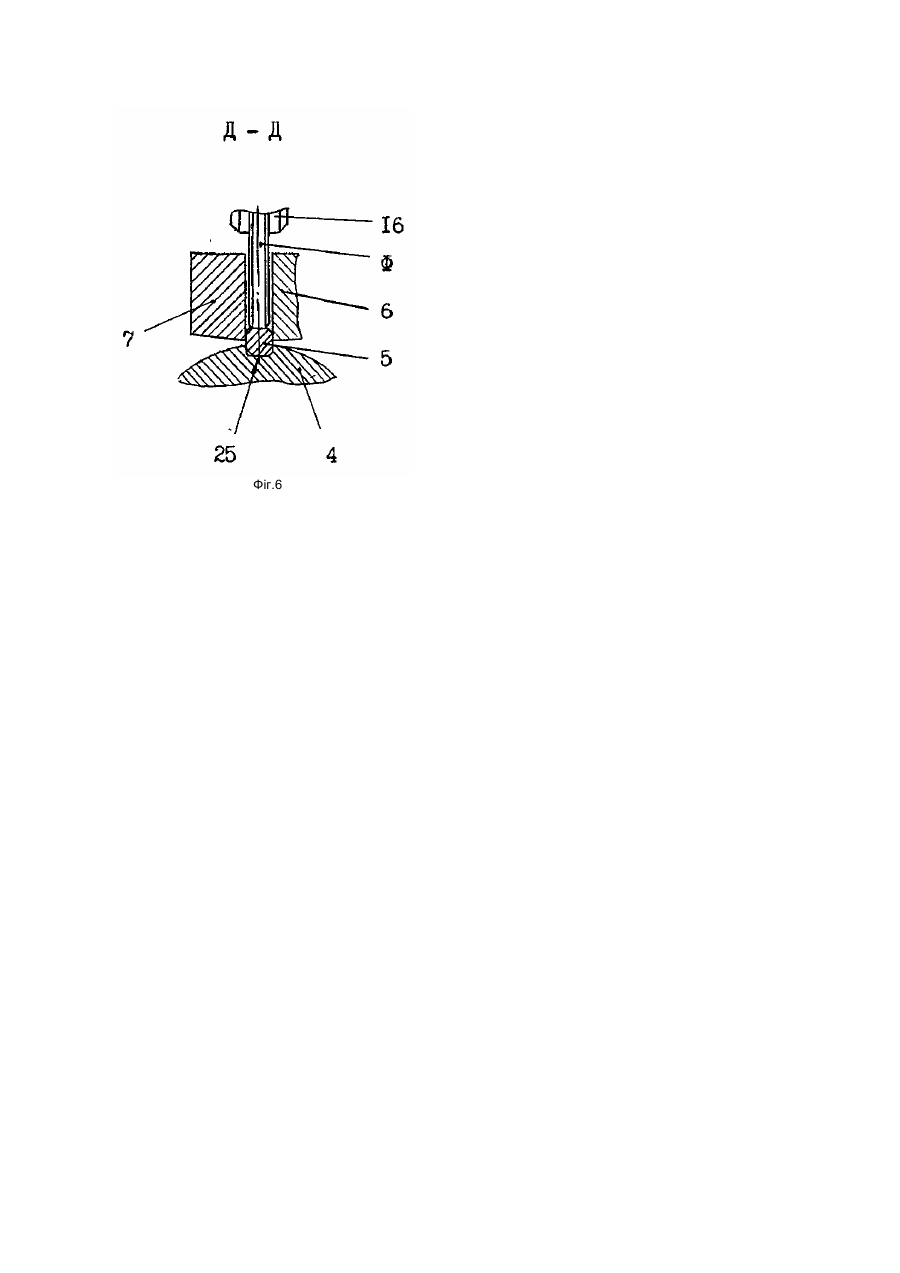
Винахід відноситься до галузі машинобудування, а саме, - до механоскладальних, ремонтних робіт для калібрування шпоночного паза, встановлення і запресування шпонок у шпоночні пази та калібрування шпонок у нафтогазовидобувній промисловості при складанні і ремонті електро-відцентрових насосів, де шпоночні пази досягають у довжину до 5000мм при незначних розмірах їх поперечного переріза. Відомий пристрій для встановлення і запресування шпонок в шпоночні пази, який містить корпус, розміщений в ньому механізм запресування, пневмогідропривід і, взаємодіючу із управляючим золотником та направляючою кареткою, спусковим важелем (а.с. СРСР № 755547, кл. В25В 27/04, 1977). Однак пристрій дозволяє обробляти шпоночний вал тільки певного типорозміру як по його діаметру, так і по поперечному перерізу шпоночного паза. Застосування даного пристрою обмежено через недостатню механізацію орієнтованого встановлення шпонки перед запресуванням. Найбільш близьким з відомих є пристрій для встановлення і запресування шпонок в шпоночні пази, який містить корпус, розміщені на ньому елементи притискання, запресування і орієнтованого встановлення шпонки, причому елемент запресування виконаний у вигляді шарнірно встановленого в корпусі штовхача, а елемент орієнтованого встановлення шпонки - у вигляді шарнірно встановленого в корпусі важеля з шарнірно закріпленим на одному його кінці колесом, а другий його кінець підпружинений до елементу притискання (а.с. СРСР № 1172688, кл. В25В 27/4, 1983). Особливість вирішення задачі розширення технологічних можливостей даного пристрою полягає у наступному: складність виготовлення складових частин пристрою та складність забезпечення симетричності шпоночного паза вала і центрувального виступа корпуса пристрою через зв'язані між собою елементи орієнтованого встановлення шпонки і елементи притискання; технологічні обмеження по встановленню і запресуванню шпонок в шпоночні пази, оскільки конструкція пристрою не дозволяє проводити обробку широких діапазонів діаметрів шпоночного вала і розмірів перерізів шпоночного паза; * конструкція елемента запресування і складність забезпечення симетричності шпоночного паза вала і центруючого виступа корпуса пристрою не дозволяє встановлювати і запресовувати дровгомірні шпонки при незначних рочллрах їх поперечного перерізу. Практика механоскладальних і ремонтних робіт у нафто-газовидобуваній промисловості при проведенні ремонту електро-відцентров их насосів показує високу проблематичність встановлення і запресування довгомірних шпилик при незначних розмірах їх поперечного перерізу у шпоночні пази шпоночних валів електро-відцентрових насосів, які досягають у довжину 5000мм. Також є проблематичним процес калібрування шпонки, що закладається і запресовується у шпоночний паз вала, а при ремонтних роботах - що й процес очищення шпоночного паза. Крім того, є необхідність обробляти вали по широкому діапазону перерізу шпоночного паза при різних їх діаметрах. В основу винаходу поставлена задача розширення технологічних можливостей. Поставлена задача вирішується наступним чином Відомий пристрій для калібрування шпоночних пазів, встановлення і запресування шпонок у шпоночні пази та калібрування шпонок, який містить встановлений на рамі корпус, розміщені на ньому елементи притискання, запресування і орієнтованого встановлення шпонки, що містить копіювач, який однією поверхнею контактує зі шпоночним пазом вала, а пртилежною поверхнею із закладуваною шпонкою, направляючу із західною фаскою, закріплену у корпусі з можливістю переміщення у площині, паралельній до площини копіювача і планку Із західною фаскою, які закріплені на направляючій, причому копіювач розміщений між нею і планкою, утворюючи скліз для закладування шпонки, а також - два ролики із виточками під кутом в 90° , встановлені з можливістю їх осьового переміщення на осях, нерухомо закріплених у рамі, причому ролики розміщені опозитно до копіювача по лінії центрів відносно шпоночного валу, а елемент запресування виконаний у вигляді шарнірно встановленого ролика з можливістю його осьового переміщення на одному кінці важеля, а другим його кінцем підпружинений через стяжку до кронштейну, виконано за одно із корпусом, а також додатково утримує елемент калібрування шпоночного паза, що являє собою ніж, закріплений у направляючій з можливістю переміщення його у площині, яка лежить у площині копіювача і елемент калібрування закладеної шпонки, який виконаний у вигляді двох нерухомих дисків з компенсатором між ними, закріплених на одному кінці підпружиненого важеля. Запропонована конструкція елемента орієнтованого встановлення шпонки, в якому копіювач однією поверхнею контактує зі шпоночним пазом оброблюваного вала, а по його другій поверхні закладувана шпонка сходить у шпоночний паз вала. дозволяє надійно і з високою точністю встановлювати и західні фаски направляючої і планки, які разом з копіювачем утворюючи скліз, служать для орієнтування випрямлення закладуваної шпонки. Два ролики із виточками з кутом 90°, що мають можливість осьового переміщення вздовж осей на яких вони встановлені, використовуються для встановлення на них оброблюваного вала. Виконання елементів притискання і запресування у вигляді шарнірно встановлених роликів з можливістю їх осьового переміщення на одних кіпцях важелів, а другими їх кінцями підпружинені через стяжки до кронштейну, забезпечить точне попадання реборд роликів у скліз, утворений направляючою, копіювачем і планкою та широкий діапазон зусиль притискання і запресування закладуваної шпонки за допомогою пружин. Використання ножа, планки і екрану дозволяє прочищати шпоночний паз вала від старої ушкодженої шпонки, від бруду, виправити його від можливої деформації. А скліз, утворений направляючою, ножем і планкою, служить для орієнтування зрізуваних залишків шпонки, а екран - для захисту від попадання їх на елементи пристрою. Виконання елементу калібрування закладеної шпонки у вигляді двох нерухомих дисків з компенсатором між ними, закріплених на одному кінці підпружиненого важеля забезпечить калібрування шпонки, одночасно здійснюючи контроль за розмірами її поперечного перерізу. Запропонована конструкція елементів пристрою дозволяє обробляти вали широкого діапазону по діаметру і по перерізу шпоночного паза, замінюючи лише ніж, копір і компенсатор деталями іншого типорозміру. На фіг.1 зображено загальний вид пристрою, на фіг.2 - вид А на фіг.1, на фіг.3 - вид Б на фіг.1, на фіг.4 вид В на фіг.1, на фіг.5 - переріз Г - Г на фіг.1, на фіг.6 - переріз Д - Д на фіг.1. Пристрій містить, встановлений на рамі 1, корпус 2, на якому розміщено елементи притискання, запресування, орієнтованого встановлення шпонки, елемент калібрування шпоночного паза і елемент калібрування закладеної шпонки. Елемент орієнтованого встановлення шпонки містить копіювач 3, який поверхнею M контактує з шпоночним пазом вала 4, а протилежною поверхнею H - із закладуваною шпонкою 5, направляючу 6 із західною фаскою П, закріплену у корпусі 2 з можливістю переміщення (на фіг. не показано) у площині, паралельній до площини копіювача 3 і планку 7 із західною фаскою Р, які закріплені на направляючій 6, причому копіювач 3 розміщений між нею і планкою 7, утворюючи скліз С для закладуваної шпонки 5. Для встановлення і базування шпоночного вала 4 у рамі 1 на двох осях 8 і 9 розміщені ролики 10 і 11 із виточками Т під кутом 90°, встановлені з можливістю їх осьового переміщення, причому ролики 10 і 11 розміщені опозитно до копіювача 3 по лінії центрів відносно шпоночного вала 4. Копіювач 3 повинен бути встановлений перпендикулярно до осі роликів 10 і 11, що досягається переміщенням корпусу 2 по рамі 1. Елементи притискання і запресування виконані у вигляді шарнірно встановлених в корпусі 2 на осях 13 важелів 14 з шарнірно закріплених на одних їх кінцях на осях 15 роликам 16, а другі їх кінці підпружинені пружними елементами 17 через осі 18 і стяжки 19 і 20 до кронштейну 21, виконаного за одно із корпусом 1. Ролики 16 своїми буртиками Ф вільно входять у скліз С, оскільки вони мають можливість осьового переміщення на осях 15. Елемент калібрування шпоночного паза містить ніж 22 і планку 23, які закріплені у направляючій 6, причому ніж 22 розміщений між нею і планкою з можливістю переміщення його у площині, яка лежить у площині копіювача 3, а також містить закріплений на корпусі 2 екран 24. Ніж 22 разом з направляючою 6 і планкою 23 утворюють скліз для проходження решток шпонки при ремонтних роботах. Елемент калібрування закладеної у шпоночний паз У вала 4 шпонки 5, виконаний у вигляді двох нерухомих дисків 25, закріплених на одному кінці шарнірно встановленим в корпусі 2 на осі 26 важелем 27, а другим своїм кінцем підпружинений елементом 28 через вісь 29 і стяжку 30 до кронштейна 21 корпуса 1. Пристрій працює таким чином. ' При встановленні і запресуванні шпонки у шпоночний паз та калібруванні закладеної шпонки без потреби калібрування шпоночного паза встановлюють оброблюваний вал 4 у виточки Т двох роликів 10 і 11, які виконують роль установчої бази. Ніж 22 і планку 23 припіднімаємо вверх. Копіювач 3 разом з планкою 7 мають можливість вертикального переміщення (на фіг. не показано) відносно направляючої 6. Через скліз С пропускають закладувану шпонку 5, почергово припіднімаючи два ролики 16 і два нерухомих диски 25 відповідно елементів притискання, запресування і калібрування шпонки, пружини 17 яких попередньо відрегульовані на певні зусилля притискання, запресування і калібрування, необхідні для проведення технологічних операцій. Початок закладуваної шпонки закріплюють за допомогою захвата шпонки (на фіг. не показано). Направляюча 6 і планка 7 із своїми західними фасками П і P та механізм притиску служать для орієнтування і вирівнювання закладуваної шпонки 5. Скліз С, утворений копіювачем 3, направляючою 6 і планкою 7 із своїми західними фасками та роликом 16 механізму притискання служать для орієнтування і вирівнювання закладуваної шпонки. Оскільки копіювач 3, виконаний у вигляді прямокутника і своєю основою контактує із шпоночним пазом вала, то закладувана шпонка 5 плавно сходить і встановлюється у шпоночний паз У, де механізмом пресування запресовується. Після цього вона проходить через два ролики 25 механізму калібрування, який одночасно калібрує шпонку 5 і здійснює контроль за розмірами її поперечного перерізу. Оскільки шпоночний паз У вала 4 електро-відцентрових насосів досягає до 5000 мм, то для його повного закладання іноді необхідно декілька кусків шпонки. Процес пропускання наступних кусків шпонки і її закріплення аналогічне вищеперечисленому. Після проходження шпоночного пазу до кінця, копіювач 3, ролики 15 і диски 25 механізмів притискання, запресування і калібрування шпонки припіднімається вверх, що дозволяє вивільнити оброблений вал 4. При ремонтних роботах, коли необхідно прочистити шпоночний паз від залишків старої зрізаної шпонки, від бруду, виправити від можливої деформації додатково проводять операцію калібрування шпоночного паза. У попередньо прочищену частину шпоночного паза вала вводять ніж 22, копіювач 3. Далі пристрій працює аналогічно як і при обробці вала без потреби в калібруванні шпоночного паза. Після закінчення обробки вала ніж 22, копіювач 3, ролики 16 і диски 25 механізмів притискання, запресування і калібрування шпонки припіднімаються вверх, вивільняючи вал 4. Пристрій дозволяє обробляти шпоночні вали 4 широкого діапазону по діаметру, переміщуючи направляючу 6 із закріпленими на ній елементами, необхідними для виконання технологічних операцій обробки. При необхідності обробки іншого типорозміру шпоночного паза, замінюється ніж 22, копіювач 3 і компенсатор 26 елементу калібрування шпонки. Осьове переміщення роликів елементів притискання і запресування вздовж осей 8 і 9 дозволяє обробляти вали 4 з шпоночними пазами У широкого діапазону їх поперечного перерізу. При значній відмінності ширини ободів роликів Ф роликів 16 відносно ширини скліза С, ролики 16 можуть бути замінені більш відповідними до ширини скліза С. Фіг.1 Фіг.2 Фіг.3 Фіг.4 Фіг.5 Фіг.6
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for calibration of key slot, mounting and pressing of bushing keys into key slots and key slots calibration
Автори англійськоюHerasymiv Hrygorii Vasyliovych, Harkot Vasyl Stepanovych, Hladkyi Serhii Ivanovych, Liakh Mykhailo Mykhailovych, Poraiko Yurii Ivanovych
Назва патенту російськоюУстройство для калибрования шпоночного паза, установление и запрессовывание шпонок в шпоночные пазы и калибрование шпонок
Автори російськоюГарасимив Григорий Васильевич, Гаркот Василий Степанович, Гладкий Сергей Иванович, Лях Михаил Михайлович, Порайко Юрий Иванович
МПК / Мітки
МПК: B25B 27/02
Мітки: шпонок, шпоночні, встановлення, паза, калібрування, пристрій, запресування, пази, шпоночного
Код посилання
<a href="https://ua.patents.su/6-53812-pristrijj-dlya-kalibruvannya-shponochnogo-paza-vstanovlennya-i-zapresuvannya-shponok-u-shponochni-pazi-ta-kalibruvannya-shponok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для калібрування шпоночного паза, встановлення і запресування шпонок у шпоночні пази та калібрування шпонок</a>
Пристрій для калібрування спіралей шнеків по кроку
Номер патенту: 32017
Опубліковано: 15.12.2000
Автор: Геник Ігор Степанович
МПК: B21D 11/06
Мітки: пристрій, кроку, калібрування, спіралей, шнеків
Текст:
...пристрою для калібрування спіралей шнеків по кроку, шляхом здійснення регулювання кроку спіралі, що забезпечує зменшення часу на переналадку пристрою і підвищує продуктивність праці. , ' Покладене завдання досягається за рахунок того, що в пристрої для калібрування спіралей шнеків по кроку, що містить нерухомий корпус в шліцевій втулці якого розміщений шліцевий вал з нерухомим клином, згідно винаходу вводиться те, що на основі...
Спосіб контролю якості запресування труб і пристрій для його здійснення
Номер патенту: 15575
Опубліковано: 30.06.1997
Автори: Вовк Іван Трохимович, Соболєва Майя Борисівна
МПК: B21D 26/12
Мітки: спосіб, запресування, пристрій, труб, здійснення, контролю, якості
Формула / Реферат:
1. Способ контроля качества запрессовки труб, заключающийся в том, что измеряют сигнал разрядного тока, координаты электрода, время процесса разряда и по ним судят о качестве запрессовки, отличающийся тем, что первоначально фиксируют каждый момент подхода электрода к запрессовываемым соединениям и о качестве запрессовки судят по отсутствию сигнала разрядного тока в течение заданного интервала времени, при этом фиксируют отсутствие взрыва...
Спосіб встановлення медичної капсули та пристрій для її встановлення
Номер патенту: 35595
Опубліковано: 16.04.2001
Автори: Ніємінен Пекка, Ланкінен Пекка, Хартзелл Рольф, Хєллє Тімо
Мітки: спосіб, встановлення, капсули, пристрій, медичної
Формула / Реферат:
1. Способ установки медицинской капсулы, имеющей сквозное отверстие, на стержнеобразной опоре, который заключается в том, что отверстие, проходящее через капсулу, расширяют путем оказания на него давления непосредственно со стороны опоры, вставляемой в отверстие, и после этого закрепляют капсулу на опоре путем снятия расширяющего давления.2. Устройство для установки медицинской капсулы, имеющей сквозное отверстие, на стержнеобразной...
Пристрій для калібрування витка спіралі на крок

Номер патенту: 49377
Опубліковано: 16.09.2002
Автори: Пилипець Михайло Ількович, Гевко Ігор Богданович, Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21C 37/06
Мітки: крок, калібрування, витка, пристрій, спіралі
Формула / Реферат:
Пристрій для калібрування витка спіралі на крок, який складається з корпусу, привідної втулки та оправи, яка виконана у вигляді клина з циліндричною зовнішньою поверхнею та із співвісними цій поверхні циліндричними хвостовиками, який відрізняється тим, що один із хвостовиків оправи додатково оснащений принаймні двома зміщеними один відносно одного по осі оправи та радіально розміщеними на осях конічними роликами з можливістю обертання навколо...
Пристрій для навивання та одночасного калібрування на крок широкосмугових спіралей шнеків
Номер патенту: 51098
Опубліковано: 15.11.2002
Автори: Пилипець Михайло Ількович, Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: пристрій, калібрування, широкосмугових, навивання, одночасного, крок, шнеків, спіралей
Формула / Реферат:
1. Пристрій для навивання та одночасного калібрування на крок широкосмугових спіралей шнеків, що складається з механізму подачі смуги в зону вирубування, кінематичний ланцюг зв'язку якого з вузлом вирубування секторів у смузі, виконаним у вигляді штампа, містить рейкову шестірню, яка нерухомо закріплена у верхній плиті штампа з можливістю контактування з валом-шестірнею і упором, муфту обгону односторонньої дії, встановлену з можливістю...
Попередній патент: Спосіб фільтрування суспензій на барабанному вакуум-фільтрі
Наступний патент: Пристрій для вимірювання витрати газу
Випадковий патент: Спосіб дистанційної діагностики стану механічної частини стрілочного переводу з електроприводом постійного струму