Пристрій для виготовлення і калібрування спіралей шнеків
Номер патенту: 22581
Опубліковано: 25.04.2007
Автори: Радик Дмитро Леонидович, Левенець Володимир Богданович, Пилипець Михайло Ількович, Васильків Василь Васильович

Формула / Реферат
Пристрій для виготовлення і калібрування спіралей шнеків, який виконаний у вигляді ступінчастої конічної оправки з приводом обертання, більший ступінь якої закріплений в патроні пристрою, на меншому діаметрі оправки встановлена нерухома втулка на підшипнику, яка контактує з торцем більшого діаметра ступінчастої конічної оправки через упорний підшипник, робоча частина оправки має форму конуса, зі сторони більшого кінця, на нерухомій втулці виконана гвинтова поверхня з кроком, рівним товщині спіралі, на вільному кінці ступінчастої конічної оправки в пазу встановлена рухома ступінчаста шпонкова втулка з можливістю осьового переміщення, а також містить притискний ролик, коромисло з пневмоциліндром і датчики керування технологічним процесом, який відрізняється тим, що пристрій оснащений ротаційною головкою, яка виконана у вигляді корпуса, всередині якого розташовані конічні деформуючі і калібрувальні ролики, останні встановлені в обоймі корпуса, конічні ролики розміщені в сепараторах і спираються своїми сферичними торцями на упорні підшипники, причому внутрішня поверхня обойми виконана у вигляді двох співвісних конусів, вершини яких направлені у бік подачі, а кут конусності бігової доріжки наступного ряду роликів менший за кут конусності бігової доріжки попереднього ряду роликів і має дві циліндричні розточки, виступи яких служать опорою упорним підшипникам.
Текст
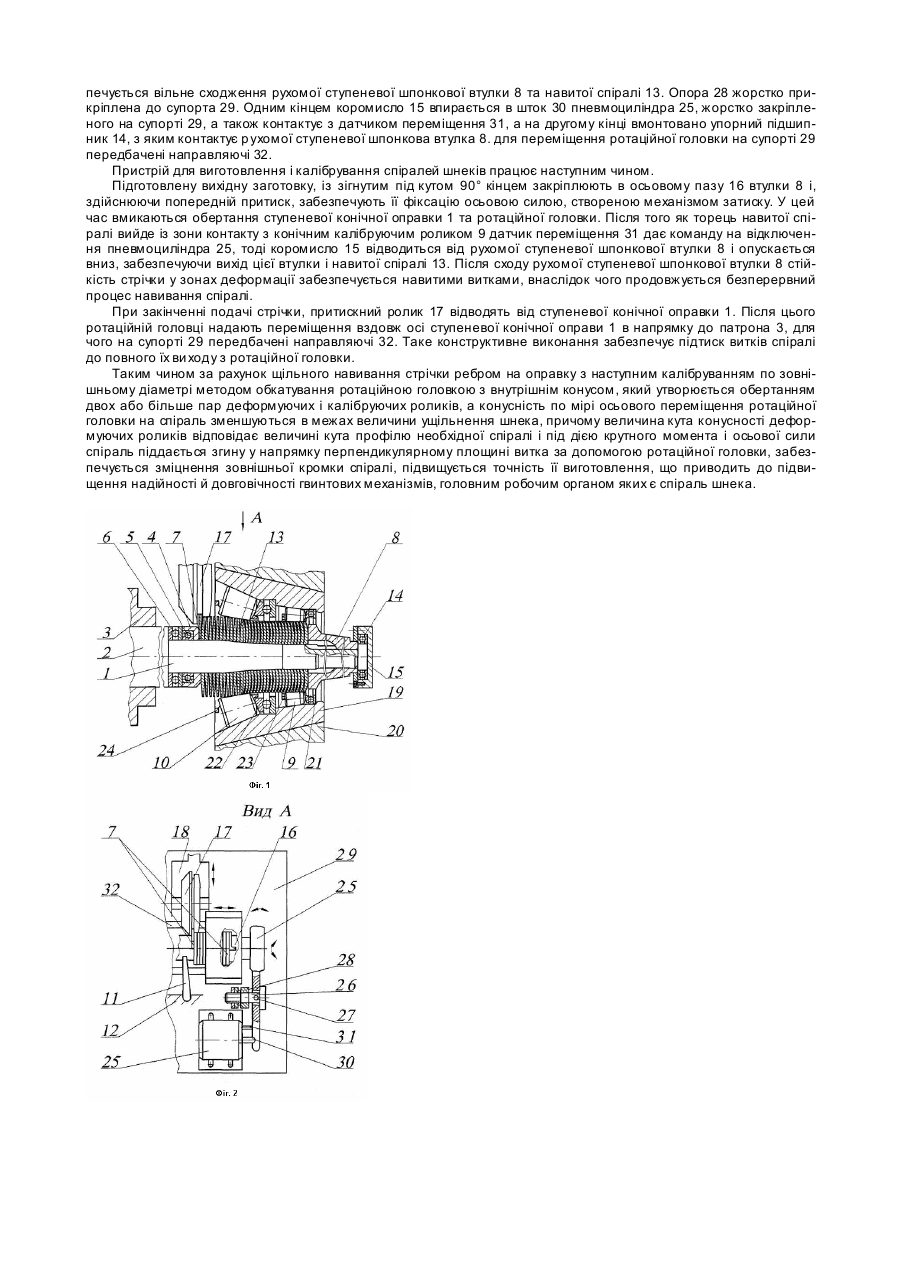
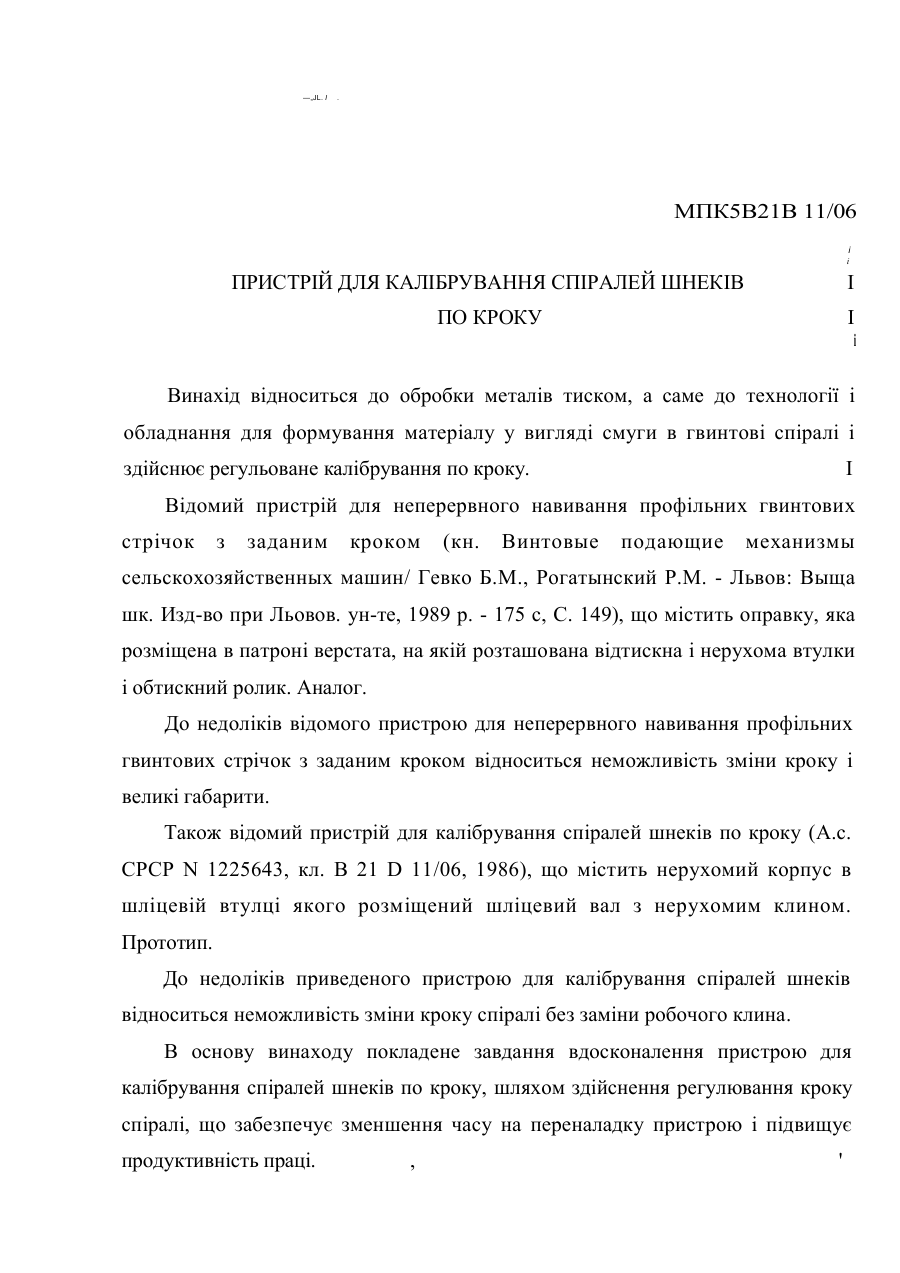
Корисна модель відноситься до обробки металів тиском і може використовуватись в різних галузях машинобудування для отримання різнопрофільних спіралей шнеків (в поперечному січенні) зі зміцненням по зовнішньому їх діаметрі. Відомий пристрій, який складається з станини, шпиндельного вузла, механізму радіального притиску, кріплення кінця спіралі, механізмів приводу розклинювання стрічки на заданий крок [Гевко Б.М. Технология изготовления спиралей шнеков. Львов: Вища школа, 1986 р., рис. 28. стр. 74]. Даний пристрій не забезпечує виготовлення профільних спіралей шнеків. Найбільш наближеним до заявленої корисної моделі є пристрій до токарного верстата для неперервного навивання спіралей, який виконаний у вигляді ступінчастої циліндричної оправки з приводом обертання, більша ступінь якої закріплена в патроні установки, на меншому діаметрі оправки встановлена нерухома втулка на підшипникові, яка контактує з торцем більшого діаметра оправки через упорний підшипник, робоча частина оправки має форму конуса, зі сторони більшого кінця, а на нерухомій втулці виконано один гвинтовий виток з кроком рівним товщині спіралі, на вільному кінці оправки в пазу встановлено шпоночна втулка з можливістю осьового переміщення, а також обтискний ролик, коромисло з пневмоциліндром і датчиками керування технологічним процесом [А.С. №1299653 кл. B21D 11/06 Бюл. №12, 1987]. Недоліком цього пристрою є те, що він не забезпечує виготовлення різнопрофільних спіралей шнеків (в поперечному січенні) із зміцненою зовнішньою кромкою спіралі, яка витримує значні навантаження в процесі експлуатації. В основу корисної моделі поставлена задача підвищення надійності, довговічності, точності виконання і розширення технологічних характеристик гвинтових механізмів, в яких робочим елементом є спіраль шнека, головним чином за рахунок отримання різнопрофільних спіралей шнеків в поперечному січені витка, зі зміцненою зовнішньою кромкою спіралі, шляхом виконання пристрою для виготовлення і калібрування спіралей шнеків, що містить ступінчасту конічну оправку з приводом обертання, більша ступінь якої закріплена в патроні пристрою, на меншому діаметрі оправки встановлена нерухома втулка на підшипнику, яка контактує з торцем більшого діаметра оправки через упорний підшипник, робоча частина оправки має форму конуса, зі сторони більшого кінця, на нерухомій втулці виконана гвинтова поверхня з кроком рівним товщині спіралі, на вільному кінці ступінчастої конічної оправки в пазу встановлена рухома ступінчаста шпоночна втулка з можливістю осьового переміщення, а також містить притискний ролик, коромисло з пневмоциліндром і датчики керування технологічним процесом, причому даний пристрій додатково оснащено ротаційною головкою, яка виконана у вигляді корпуса, в середині якого розміщені конічні деформуючі і калібруючі ролики, останні розміщені в обоймі корпуса, конічні ролики розміщені в сепараторах і спираються своїми сферичними торцями на упорні підшипники, причому внутрішні поверхні обойми виконані у вигляді двох співвісних конусів, вершини яких направлені в сторону подачі, а кут конусності бігової доріжки наступного ряду роликів менший кута конусності бігової доріжки попереднього ряду роликів і має дві циліндричні розточки, виступи яких служать опорою упорним підшипникам. На Фіг.1 зображено пристрій для виготовлення і калібрування спіралей шнеків, Фіг.2 - вид А на Фіг.1. Пристрій для виготовлення і калібрування спіралей шнеків складається з ступеневої конічної оправки 1, велика циліндрична ступінь 2 якої закріплена в патроні 3 даного пристрою. На меншому діаметрі оправки, зі сторони патрона, встановлена нерухома втулка 4 на підшипнику 5, яка контактує з торцем великого діаметра ступеневої конічної оправки 1 через упорний підшипник 6, а протилежний торець нерухомої втулки 4 виконаний у вигляді гвинтової поверхні 7, з кроком рівним товщині стрічки, яка є аналогічною гвинтовій поверхні, виконаній на рухомій ступеневій шпонковій втулці 8 і утворює, при обертанні останньої, паз для фіксування стрічки яка навивається. Робоча поверхня ступеневої конічної оправки 1 виконана у вигляді конусних поверхонь, які еквідистантні відповідним лініям контакту навитої спіралі та формоутворюючих елементів - конічних калібруючих роликів 9 і деформуючих 10. Зовнішні діаметри нерухомої втулки 4 та рухомої ступеневої шпонкової втулки 8 менші від зовнішнього діаметра навитої стрічки з кроком, рівним її товщині. Нерухома втулка 4, для попередження обертання, фіксується за допомогою рукоятки 11 і станини 12. Рухома ступенева шпонкова втулка 8 встановлюється на вільному кінці ступеневої конічної оправки 1 з рухомим шпонковим з'єднанням. Для зменшення зусилля тертя на шпонці використовують пари тертя кочення. Довжина рухомої ступеневої шпонкової втулки 8 разом з товщиною спіралі 13 більша або рівна довжині вільного кінця ступеневої конічної оправки 1, що забезпечує підтиск її упорним підшипником 14, який встановлений на одному кінці коромисла 15 і закритий кришкою. На рухомій ступеневій шпонковій втулці 8 зі сторони гвинтового витка виконаний осьовий паз 16 для закріплення стрічки. Шпонковий паз на робочій частині ступеневої конічної оправки 1 розміщений на відстані 1-1,5 витка від кінця менших конічних калібруючих роликів 9. Вільний простір до шпонкового пазу служить для забезпечення навивання спіралі без деформації її по внутрішньому діаметру. Стрічка на першому етапі процесу деформації контактує з притискним роликом 17, який встановлений в державці 18, а на наступному етапі - з двома рядами конічних роликів - деформуючих 10 і калібруючих 9. Останні розміщені в обоймі 19 корпуса ротаційної головки 20 з конічною розточкою. Конічні ролики калібруючі 9 і деформуючі 10 спираються своїми сферичними торцями на упорні підшипники відповідно 21 і 22. Ролики розміщені відповідно в сепараторах 23 і 24, які мають можливість разом з ними вільно переміщуватись в осьовому напрямку. Внутрішня поверхня обойми 19 виконана у вигляді двох співвісних конусів, вершини яких направлені в сторону подачі, а кут конусності бігової доріжки наступного ряду роликів менший кута конусності бігової доріжки попереднього ряду і має дві циліндричні розточки, виступи яких служать опорою упорним підшипникам 21 і 22. Таке конструктивне виконання забезпечує реалізацію процесу деформації згину спіралі першим рядом конічних деформуючих роликів 10, а калібрування - наступним рядом конічних калібруючи роликів 9. Корпус 18, в якому розміщений притискний ролик 17, має можливість здійснювати зворотно-поступальні рухи в напрямку перпендикулярному до осі ступеневої конічної оправки 1, внаслідок чого здійснюється базування стрічки перед навиванням і попереднє притискання. Для забезпечення осьового притискання стрічки передбачений важільний механізм затиску, що складається з пневмоциліндра 25 і коромисла 15, яке за допомогою гвинтів 26 і 27 кріпиться до опори 28, що поділяє його по довжині на дві рівні частини і дає можливість повертатись на певний кут у вертикальній та горизонтальній площинах, внаслідок чого на визначеному етапі процесу деформації забез печується вільне сходження рухомої ступеневої шпонкової втулки 8 та навитої спіралі 13. Опора 28 жорстко прикріплена до супорта 29. Одним кінцем коромисло 15 впирається в шток 30 пневмоциліндра 25, жорстко закріпленого на супорті 29, а також контактує з датчиком переміщення 31, а на другому кінці вмонтовано упорний підшипник 14, з яким контактує р ухомої ступеневої шпонкова втулка 8. для переміщення ротаційної головки на супорті 29 передбачені направляючі 32. Пристрій для виготовлення і калібрування спіралей шнеків працює наступним чином. Підготовлену вихідну заготовку, із зігнутим під кутом 90° кінцем закріплюють в осьовому пазу 16 втулки 8 і, здійснюючи попередній притиск, забезпечують її фіксацію осьовою силою, створеною механізмом затиску. У цей час вмикаються обертання ступеневої конічної оправки 1 та ротаційної головки. Після того як торець навитої спіралі вийде із зони контакту з конічним калібруючим роликом 9 датчик переміщення 31 дає команду на відключення пневмоциліндра 25, тоді коромисло 15 відводиться від рухомої ступеневої шпонкової втулки 8 і опускається вниз, забезпечуючи вихід цієї втулки і навитої спіралі 13. Після сходу рухомої ступеневої шпонкової втулки 8 стійкість стрічки у зонах деформації забезпечується навитими витками, внаслідок чого продовжується безперервний процес навивання спіралі. При закінченні подачі стрічки, притискний ролик 17 відводять від ступеневої конічної оправки 1. Після цього ротаційній головці надають переміщення вздовж осі ступеневої конічної оправи 1 в напрямку до патрона 3, для чого на супорті 29 передбачені направляючі 32. Таке конструктивне виконання забезпечує підтиск витків спіралі до повного їх ви ходу з ротаційної головки. Таким чином за рахунок щільного навивання стрічки ребром на оправку з наступним калібруванням по зовнішньому діаметрі методом обкатування ротаційною головкою з внутрішнім конусом, який утворюється обертанням двох або більше пар деформуючих і калібруючих роликів, а конусність по мірі осьового переміщення ротаційної головки на спіраль зменшуються в межах величини ущільнення шнека, причому величина кута конусності деформуючих роликів відповідає величині кута профілю необхідної спіралі і під дією крутного момента і осьової сили спіраль піддається згину у напрямку перпендикулярному площині витка за допомогою ротаційної головки, забезпечується зміцнення зовнішньої кромки спіралі, підвищується точність її виготовлення, що приводить до підвищення надійності й довговічності гвинтових механізмів, головним робочим органом яких є спіраль шнека.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for manufacture and calibration of spirals of worm conveyors
Автори англійськоюPylypets Mykhailo Ilkovych, Vasylkiv Vasyl Vasyliovych, Radyk Dmytro Leonidovych, Levenets Volodymyr Bohdanovych
Назва патенту російськоюУстройство для изготовления и калибрования спиралей шнеков
Автори російськоюПилипец Михаил Илькович, Василькив Василий Васильевич, Радик Дмитрий Леонидович, Левенец Владимир Богданович
МПК / Мітки
МПК: B21D 11/06
Мітки: пристрій, виготовлення, шнеків, калібрування, спіралей
Код посилання
<a href="https://ua.patents.su/2-22581-pristrijj-dlya-vigotovlennya-i-kalibruvannya-spiralejj-shnekiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення і калібрування спіралей шнеків</a>
Пристрій для калібрування спіралей шнеків по кроку
Номер патенту: 32017
Опубліковано: 15.12.2000
Автор: Геник Ігор Степанович
МПК: B21D 11/06
Мітки: спіралей, пристрій, шнеків, калібрування, кроку
Текст:
...пристрою для калібрування спіралей шнеків по кроку, шляхом здійснення регулювання кроку спіралі, що забезпечує зменшення часу на переналадку пристрою і підвищує продуктивність праці. , ' Покладене завдання досягається за рахунок того, що в пристрої для калібрування спіралей шнеків по кроку, що містить нерухомий корпус в шліцевій втулці якого розміщений шліцевий вал з нерухомим клином, згідно винаходу вводиться те, що на основі...
Пристрій для виготовлення спіралей шнеків
Номер патенту: 38108
Опубліковано: 15.05.2001
Автори: Геник Ігор Степанович, Комар Роман Васильович, Пилипець Михайло Ількович, Гевко Ігор Богданович
МПК: B21D 11/06
Мітки: спіралей, виготовлення, пристрій, шнеків
Текст:
...в одній площині перпендикулярно осі, з величиною вільного заходу і пе реміщення нижніх поличок Г-подібного профілю, причому висота кільцевої канавки більша ширини смуги. Для полегшення цієї операції напрямний ролик 18 знімається, а після встановлення монтується на місце. Формуючий ролик 7 підводиться таким чином, щоб його поверхня 8 притискувала заготовку 4 до торцевої поверхні 2 оправки 1. Після цього вмикається привід обертання, і в...
Пристрій для виготовлення спіралей шнеків
Номер патенту: 50280
Опубліковано: 15.10.2002
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: шнеків, спіралей, виготовлення, пристрій
Формула / Реферат:
1. Пристрій для виготовлення спіралей шнеків, який складається з механізму формоутворення спіралі, механізмів подачі та відгинання, який відрізняється тим, що механізм формоутворення спіралі виконаний у вигляді пристрою для торцевого розкатування коченням, який містить розміщений в корпусі валок та закріплений на його торці обкатний пуансон, а також плиту, на якій розміщені нерухомий упор, з можливістю здійснення обкатного руху пуансона, і...
Спосіб виготовлення різнопрофільних спіралей шнеків
Номер патенту: 45677
Опубліковано: 15.04.2002
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: різнопрофільних, спіралей, виготовлення, шнеків, спосіб
Формула / Реферат:
1. Спосіб виготовлення різнопрофільних спіралей шнеків шляхом навивання стрічки на оправку формоутворюючим роликом, вісь якого розміщена перпендикулярно до осі оправки і якому надають переміщення паралельно та перпендикулярно до осі оправки та який здійснює обертання навколо власної осі, який відрізняється тим, що формоутворюючому ролику надають колове переміщення навколо центра, що лежить на осі, яка перпендикулярна до площини, утвореної...
Пристрій для навивання та одночасного калібрування на крок широкосмугових спіралей шнеків
Номер патенту: 51098
Опубліковано: 15.11.2002
Автори: Радик Дмитро Леонидович, Пилипець Михайло Ількович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: одночасного, крок, калібрування, навивання, пристрій, шнеків, широкосмугових, спіралей
Формула / Реферат:
1. Пристрій для навивання та одночасного калібрування на крок широкосмугових спіралей шнеків, що складається з механізму подачі смуги в зону вирубування, кінематичний ланцюг зв'язку якого з вузлом вирубування секторів у смузі, виконаним у вигляді штампа, містить рейкову шестірню, яка нерухомо закріплена у верхній плиті штампа з можливістю контактування з валом-шестірнею і упором, муфту обгону односторонньої дії, встановлену з можливістю...
Попередній патент: Спосіб утилізації відвальної породи териконів
Наступний патент: Датчик температури
Випадковий патент: Спосіб розміщення кабелю під плитою