Спосіб підготовки магнієвої стружки до плавки
Номер патенту: 79326
Опубліковано: 11.06.2007
Автори: Синков Сергій Григор'євич, Варюхін Віктор Миколайович, Решетов Олексій Валерійович, Бейгельзимер Яків Юхимович, Синков Олександр Сергійович
Формула / Реферат
Спосіб підготовки магнієвої стружки до плавки, що включає промивку і сушіння, завантаження в розігрітий канал контейнера для пресування і пресування послідовно через гвинтову з протитиском і конічну матриці, який відрізняється тим, що сушіння стружки і її пресування проводять при температурі не вище 200°С, а рівень протитиску в пресованому через гвинтову матрицю матеріалі створюють заданим рівнем опору деформації пресованого матеріалу через конічну матрицю за допомогою виконання кута вхідного конуса таким, що не перевищує 60°, довжини калібруючої частини не менше її діаметра, при цьому коефіцієнт витяжки не перевищує 1,5.
Текст
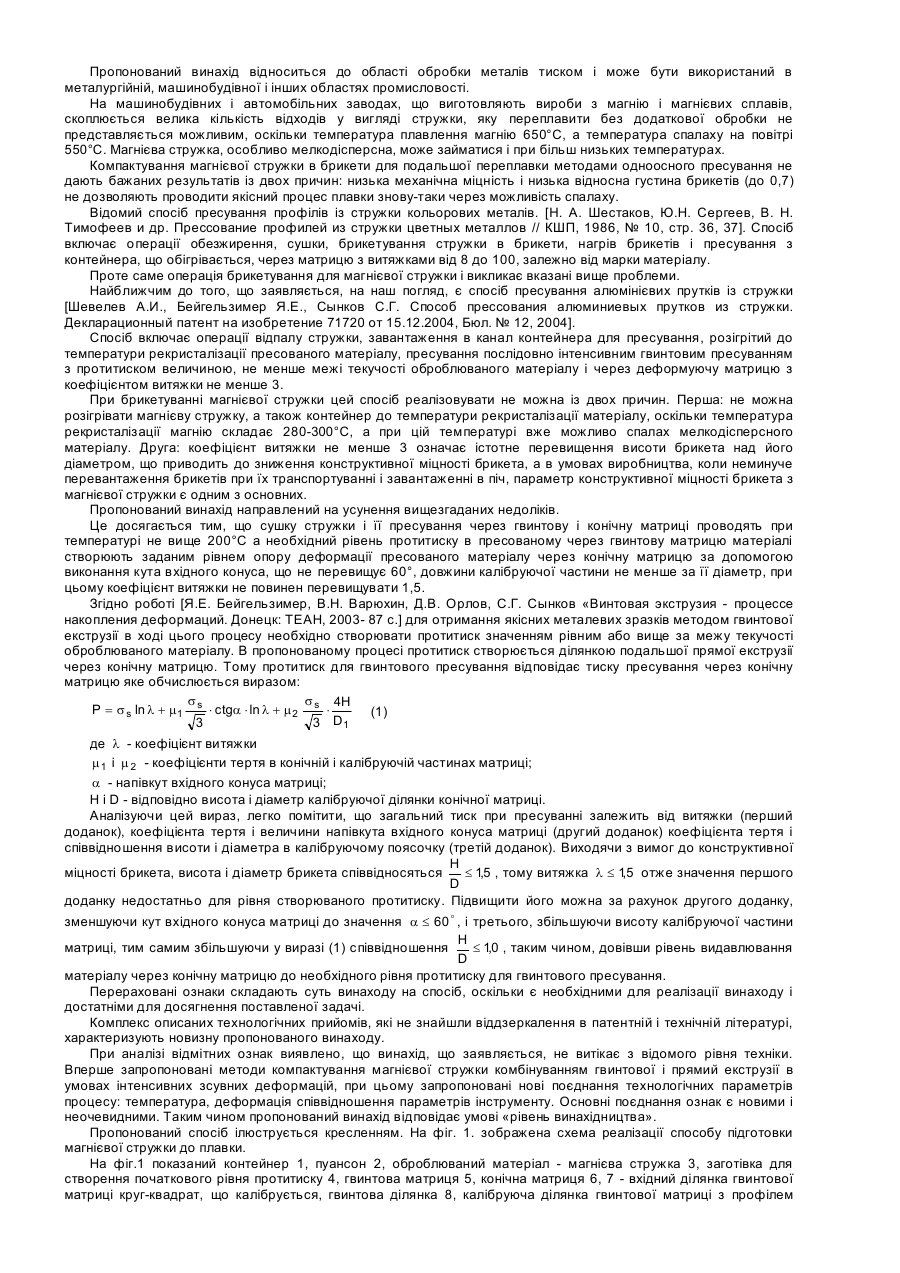
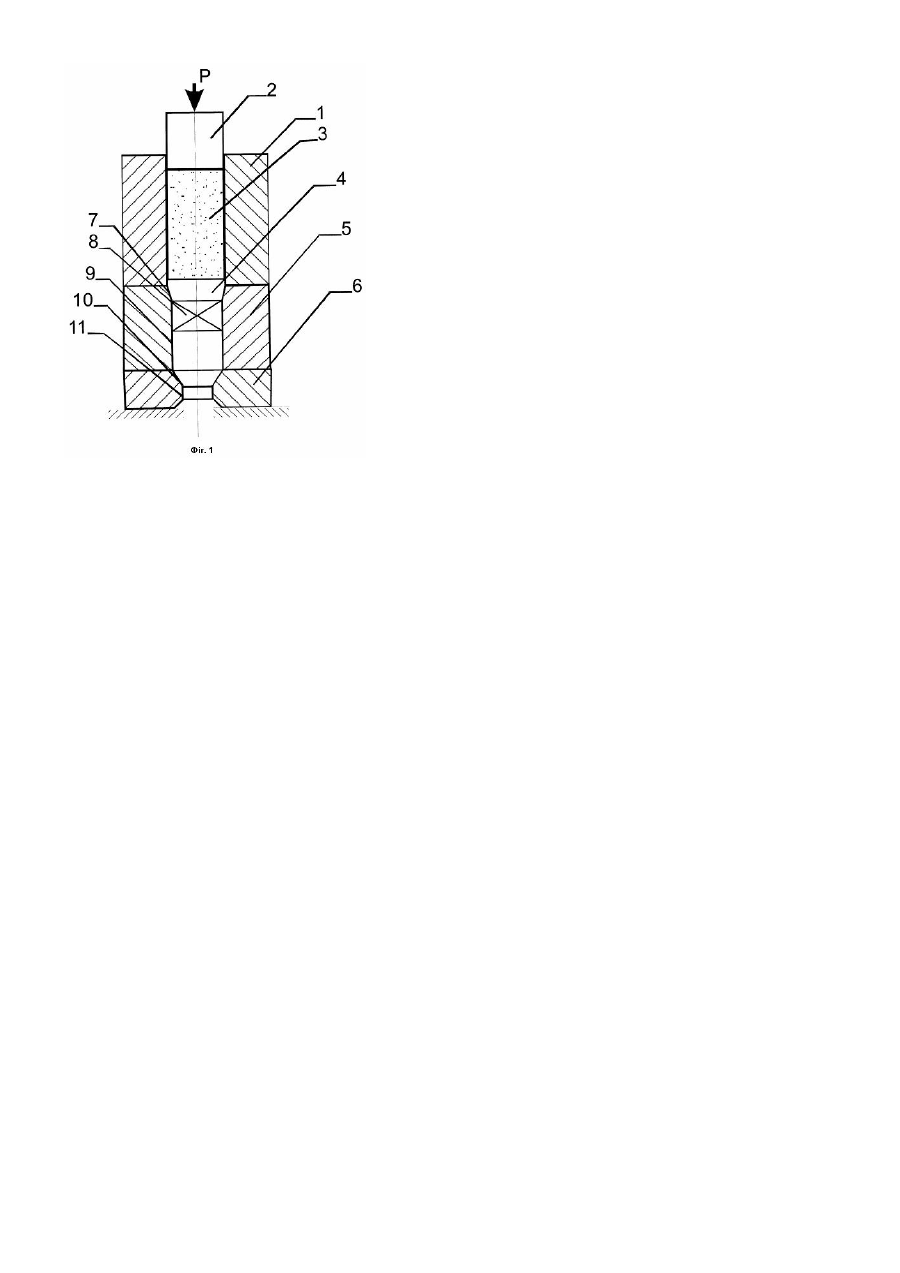
Пропонований винахід відноситься до області обробки металів тиском і може бути використаний в металургійній, машинобудівної і інших областях промисловості. На машинобудівних і автомобільних заводах, що виготовляють вироби з магнію і магнієвих сплавів, скоплюється велика кількість відходів у вигляді стружки, яку переплавити без додаткової обробки не представляється можливим, оскільки температура плавлення магнію 650°С, а температура спалаху на повітрі 550°С. Магнієва стружка, особливо мелкодісперсна, може займатися і при більш низьких температурах. Компактування магнієвої стружки в брикети для подальшої переплавки методами одноосного пресування не дають бажаних результатів із двох причин: низька механічна міцність і низька відносна густина брикетів (до 0,7) не дозволяють проводити якісний процес плавки знову-таки через можливість спалаху. Відомий спосіб пресування профілів із стружки кольорових металів. [Н. А. Шестаков, Ю.Н. Сергеев, В. Н. Тимофеев и др. Прессование профилей из стружки цветных металлов // КШП, 1986, № 10, стр. 36, 37]. Спосіб включає операції обезжирення, сушки, брикетування стружки в брикети, нагрів брикетів і пресування з контейнера, що обігрівається, через матрицю з витяжками від 8 до 100, залежно від марки матеріалу. Проте саме операція брикетування для магнієвої стружки і викликає вказані вище проблеми. Найближчим до того, що заявляється, на наш погляд, є спосіб пресування алюмінієвих прутків із стружки [Шевелев А.И., Бейгельзимер Я.Е., Сынков С.Г. Способ прессования алюминиевых прутков из стружки. Декларационный патент на изобретение 71720 от 15.12.2004, Бюл. № 12, 2004]. Спосіб включає операції відпалу стружки, завантаження в канал контейнера для пресування, розігрітий до температури рекристалізації пресованого матеріалу, пресування послідовно інтенсивним гвинтовим пресуванням з протитиском величиною, не менше межі текучості оброблюваного матеріалу і через деформуючу матрицю з коефіцієнтом витяжки не менше 3. При брикетуванні магнієвої стружки цей спосіб реалізовувати не можна із двох причин. Перша: не можна розігрівати магнієву стружку, а також контейнер до температури рекристалізації матеріалу, оскільки температура рекристалізації магнію складає 280-300°С, а при цій температурі вже можливо спалах мелкодісперсного матеріалу. Друга: коефіцієнт витяжки не менше 3 означає істотне перевищення висоти брикета над його діаметром, що приводить до зниження конструктивної міцності брикета, а в умовах виробництва, коли неминуче перевантаження брикетів при їх транспортуванні і завантаженні в піч, параметр конструктивної міцності брикета з магнієвої стружки є одним з основних. Пропонований винахід направлений на усунення вищезгаданих недоліків. Це досягається тим, що сушку стружки і її пресування через гвинтову і конічну матриці проводять при температурі не вище 200°С а необхідний рівень протитиску в пресованому через гвинтову матрицю матеріалі створюють заданим рівнем опору деформації пресованого матеріалу через конічну матрицю за допомогою виконання кута вхідного конуса, що не перевищує 60°, довжини калібруючої частини не менше за її діаметр, при цьому коефіцієнт витяжки не повинен перевищувати 1,5. Згідно роботі [Я.Е. Бейгельзимер, В.Н. Варюхин, Д.В. Орлов, С.Г. Сынков «Винтовая экструзия - процессе накопления деформаций. Донецк: ТЕАН, 2003- 87 с.] для отримання якісних металевих зразків методом гвинтової екструзії в ході цього процесу необхідно створювати протитиск значенням рівним або вище за межу текучості оброблюваного матеріалу. В пропонованому процесі протитиск створюється ділянкою подальшої прямої екструзії через конічну матрицю. Тому протитиск для гвинтового пресування відповідає тиску пресування через конічну матрицю яке обчислюється виразом: s s 4H P = s s ln l + m1 s × ctga × ln l + m 2 s × (1) D1 3 3 де l - коефіцієнт витяжки m 1 і m 2 - коефіцієнти тертя в конічній і калібруючій частинах матриці; a - напівкут вхідного конуса матриці; Н і D - відповідно висота і діаметр калібруючої ділянки конічної матриці. Аналізуючи цей вираз, легко помітити, що загальний тиск при пресуванні залежить від витяжки (перший доданок), коефіцієнта тертя і величини напівкута вхідного конуса матриці (другий доданок) коефіцієнта тертя і співвідношення висоти і діаметра в калібруючому поясочку (третій доданок). Виходячи з вимог до конструктивної H міцності брикета, висота і діаметр брикета співвідносяться £ 1,5 , тому витяжка l £ 1 5 отже значення першого , D доданку недостатньо для рівня створюваного протитиску. Підвищити його можна за рахунок другого доданку, зменшуючи кут вхідного конуса матриці до значення a £ 60 o , і третього, збільшуючи висоту калібруючої частини H матриці, тим самим збільшуючи у виразі (1) співвідношення £ 1,0 , таким чином, довівши рівень видавлювання D матеріалу через конічну матрицю до необхідного рівня протитиску для гвинтового пресування. Перераховані ознаки складають суть винаходу на спосіб, оскільки є необхідними для реалізації винаходу і достатніми для досягнення поставленої задачі. Комплекс описаних технологічних прийомів, які не знайшли віддзеркалення в патентній і технічній літературі, характеризують новизну пропонованого винаходу. При аналізі відмітних ознак виявлено, що винахід, що заявляється, не витікає з відомого рівня техніки. Вперше запропоновані методи компактування магнієвої стружки комбінуванням гвинтової і прямий екструзії в умовах інтенсивних зсувних деформацій, при цьому запропоновані нові поєднання технологічних параметрів процесу: температура, деформація співвідношення параметрів інструменту. Основні поєднання ознак є новими і неочевидними. Таким чином пропонований винахід відповідає умові «рівень винахідництва». Пропонований спосіб ілюструється кресленням. На фіг. 1. зображена схема реалізації способу підготовки магнієвої стружки до плавки. На фіг.1 показаний контейнер 1, пуансон 2, оброблюваний матеріал - магнієва стружка 3, заготівка для створення початкового рівня протитиску 4, гвинтова матриця 5, конічна матриця 6, 7 - вхідний ділянка гвинтової матриці круг-квадрат, що калібрується, гвинтова ділянка 8, калібруюча ділянка гвинтової матриці з профілем прямого квадрата, повернений щодо вхідної частини на 90° (кут повороту перетину) 9, вхідна ділянка конічної матриці, більший діаметр якої описана навкруги вихідного перетину квадрата гвинтової матриці, а кут заходу 260° - 10, калібруюча ділянка конічної матриці круглого перетину 11, діаметром відповідним вписаному діаметру круга в квадрат вихідного перетину гвинтової матриці. Спосіб реалізують таким чином. Заготівку з магнію 4 запресовують в гвинтову матрицю 5 так, щоб нижній торець її увійшов до калібруючого ділянку конічної матриці, а верхній - у нижнього торця каналу контейнера 1. Розігріту в печі до температури не більше 200°С стружку 3 завантажують в канал контейнера 1, в якому за допомогою нагревателя підтримується температура не вище 200°С і пресують її пуансоном 2. Йде процес ущільнення стружечного брикета. В момент коли в каналі контейнера тиск досягає межі текучості заготівки 4, заготівка разом з брикетом пресується через гвинтову матрицю 5, а потім і через конічну матрицю із заданою витяжкою. Цикл пресування зупиняють коли пуансон досягає нижнього торця контейнера 1, після чого пуансон 2 витягують з контейнера, в робочий канал завантажують нову порцію розігрітої стружки, і цикл повторюють. За рахунок створеного протитиску заготівкою 4 стружка 3 в циліндровому каналі контейнера заздалегідь ущільнюється в брикет, в якому підтримується постійна температура не вище 200°С. Особливості гвинтової матриці полягають в тому що її поперечний перетин, перпендикулярний осі деформації виконано у формі квадрата, за розміром, вписаним в коло каналу контейнера. Тому стружечный брикет знаходячись в стані Sкруг всестороннього тиску проходить перехідну частину матриці круг-квадрат із співвідношенням площ » 16 і , S квадрат потрапляє в гвинтову квадрат частину матриці в зону інтенсивних зсувних деформацій, де відбувається, в основному, остаточне ущільнення і схоплювання його частинок по всьому об'єму. Таким чином, високий тиск температура і інтенсивні зсувні деформації дають необхідний ефект: брикет в деформуючу матрицю 6 входить компактним матеріалом і пройшовши додаткову деформацію виходить з високою конструктивною міцністю. Крім того входивши в конічну матрицю і деформуючись в ній з витяжкою не більше 1,5, брикет створює необхідний рівень протитиску для формування подальшої порції стружки в брикет. Таким чином, реалізується процес напівбезперервного пресування магнієвої стружки в компактні високоміцні брикети. Конкретний приклад реалізації. Підготовку магнієвої стружки до плавки проводили таким чином. Промиту від емульсії стружку прогрівали в сушильній шафі при температурі 200°С. Компактування в брикети і пресування проводили в установці для пресування змонтованої на базі гідравлічного пресу зусиллям 4000 кН з контейнером що обігрівається до температури 200°С і матрицями. Діаметр робочого каналу контейнера 80 мм. Під нижнім торцем контейнера встановлена гвинтова матриця вхідна частина якої калібрується з круга Ø80 мм на квадрат з діагоналлю 80 мм і стороною 56 мм (вписаний в круг квадрат). Пряма ділянка квадрата переходить в гвинтовій з кутом підйому гвинтової лінії до осі пресування - 60°, кут повороту перетину квадрата - 90°. За гвинтовою частиною слідує калібруюча частина, що має перетин прямого квадрата, як і вхідна частина. Під гвинтовою встановлена конічна матриця з кутом вхідного конуса 2 a =60°, діаметром калібруючого очка 56 мм, тобто круг, вписаний в квадрат калібруючого каналу гвинтової матриці із Sгвинт співвідношенням площ » 1,3 . На верхній торець контейнера встановлений фланець, який за допомогою S калібр шести шпильок кріпить всю конструкцію до нижньої плити. У верхній рухомій плиті за допомогою підвіски кріпиться пуансон. Просушену і розігріту до 200°С магнієву стружку завантажували в контейнер, заздалегідь запресувавши в обидві матриці монолітну заготівку магнію діаметром 80 мм і завдовжки 80 мм. Стружку в канал контейнера засипали на висоту вільної засипки не більш 200 мм, щоб не отримати відпресований дуже високий брикет. В канал вводили пуансон і проводили процес пресування. У міру досягнення в каналі контейнера тиску 320-360 МПа монолітна заготівка спільно із спресованим брикетом пресується через гвинтову і конічну матриці. По досягненні пуансоном нижнього торця контейнера процес зупиняли пуансон виводили з контейнера і в канал засипали нову порцію розігрітої до 200°С магнієвої стружки, процес повторювали. Нова порція стружки спресовується в брикет за рахунок протитиску, створюваного прессзалішком попередньої заготівки і т.д. Таким чином, одержуємо якісні брикети з магнієвої стружки діаметром 56 мм, завдовжки в діапазоні 70-90 мм, залежно від висоти стружки, що засипається. Перевіряючи конструктивну міцність брикетів, проводили їх випробування на стиснення. Випробування показали що перші ознаки руйнування (тріщини, розшарування) відбуваються при напругах, починаючи з d =70-80 МПа. Відносна густина таких брикетів складає не менше 0,97. Такі брикети плавили в камерній печі в тиглях під флюсом при температурі 720-730°С без спалаху. Таким чином, пропонований спосіб дозволяє проводити підготовку магнієвої стружки до плавки без спалаху.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for preparation of magnesium chips for melting
Автори англійськоюVariukhin Viktor Mykolaiovych, Beihelzymer Yakiv Yukhymovych, Synkov Oleksandr Serhiiovych
Назва патенту російськоюСпособ подготовки магниевой стружки к плавке
Автори російськоюВарюхин Виктор Николаевич, Бейгельзимер Яков Ефимович, Синков Александр Сергеевич
МПК / Мітки
МПК: B21C 23/00, B21C 29/00
Мітки: спосіб, магнієвої, підготовки, стружки, плавки
Код посилання
<a href="https://ua.patents.su/3-79326-sposib-pidgotovki-magniehvo-struzhki-do-plavki.html" target="_blank" rel="follow" title="База патентів України">Спосіб підготовки магнієвої стружки до плавки</a>
Спосіб пресування алюмінієвих прутків із стружки
Номер патенту: 71720
Опубліковано: 15.12.2004
Автори: Синков Сергій Григорович, Бейгельзимер Яків Юхимович, Шевелєв Олександр Іванович
МПК: B21C 25/00
Мітки: стружки, прутків, спосіб, алюмінієвих, пресування
Формула / Реферат:
Спосіб пресування алюмінієвих прутків із стружки, що включає операції брикетування стружки, нагрівання брикетів у печі і пресування їх у контейнері через деформуючу матрицю із витяжкою, який відрізняється тим, що із метою зниження трудомісткості процесу стружку відпалюють, завантажують у канал контейнера для пресування, розігрітий до температури рекристалізації пресувального матеріалу, і пресують послідовно інтенсивним гвинтовим пресуванням...
Система підготовки бурякової стружки до дифузійного процесу
Номер патенту: 21962
Опубліковано: 10.04.2007
Автори: Соколенко Анатолій Іванович, Піддубний Юрій Антонович, Піддубний Володимир Антонович, Максименко Ірина Фаддеївна, Шевченко Олександр Юхимович, Котенко Микола Миколайович
МПК: C13D 1/00
Мітки: система, дифузійного, бурякової, стружки, процесу, підготовки
Формула / Реферат:
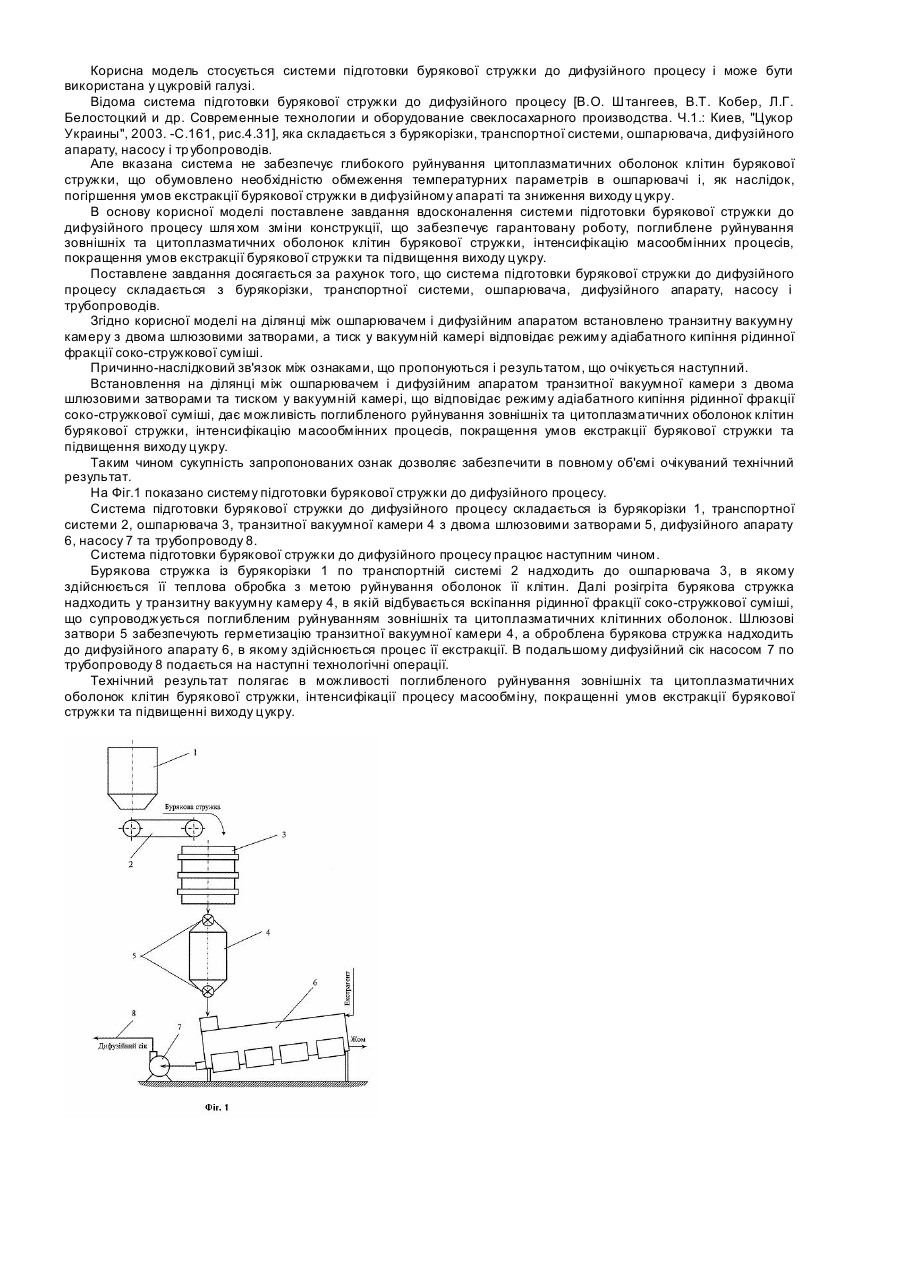
Система підготовки бурякової стружки до дифузійного процесу, що складається з бурякорізки, транспортної системи, обпарювача, дифузійного апарата, насоса і трубопроводів, яка відрізняється тим, що на ділянці між обпарювачем і дифузійним апаратом встановлено транзитну вакуумну камеру з двома шлюзовими затворами, а тиск у вакуумній камері відповідає режиму адіабатного кипіння рідинної фракції соко-стружкової суміші.
Пристрій для виготовлення високощільних виробів з металевих порошків чи стружки гарячим штампуванням
Номер патенту: 7288
Опубліковано: 15.06.2005
Автори: Потапова Інна Георгіївна, Нікітін Юрій Миколайович, Циркін Аркадій Тимофійович, Рябічева Людмила Олександрівна
МПК: B22F 3/00
Мітки: виробів, металевих, виготовлення, гарячим, високощільних, штампуванням, порошків, пристрій, стружки
Формула / Реферат:
Пристрій для виготовлення високощільних виробів з металевих порошків чи стружки гарячим штампуванням, що містить контейнер із двома сполученими робочим і вихідним каналами однакового перерізу, розташованими перпендикулярно один до одного, вузол навантаження, матрицю з вічком, клиновий затвор робочого каналу контейнера, який відрізняється тим, що вихідний канал виконаний змінного перерізу з розташованим в ньому доущільнюючим пуансоном.
Спосіб визначення глибини попередньої механічної обробки зі зняттям стружки для підготовки поверхні спрацьованої деталі під відновлення за допомогою техніки напилення газотермічних покриттів

Номер патенту: 68309
Опубліковано: 15.07.2004
Автор: Полонський Леонід Григорович
МПК: B24B 39/00
Мітки: деталі, допомогою, попередньо, поверхні, підготовки, визначення, механічної, покриттів, відновлення, спосіб, стружки, техніки, спрацьованої, напилення, зняттям, газотермічних, обробки, глибини
Формула / Реферат:
1. Спосіб визначення глибини попередньої механічної обробки зі зняттям стружки для підготовки поверхні спрацьованої деталі під відновлення за допомогою техніки напилення газотермічних покриттів, що передбачає ліквідацію наслідків спрацювання та доведення поверхні до розміру, що забезпечує нанесення покриття необхідної товщини, який відрізняється тим, що використовують пробну заготовку, яка імітує спрацьовану деталь, попередню механічну...
Спосіб пресування прутків з металевих порошкових матеріалів і стружки та пристрій для його здійснення
Номер патенту: 67213
Опубліковано: 15.06.2004
Автори: Блохін Олександр Григорович, Ковалівський Олексій Вікторович
МПК: B22F 3/20, B30B 11/02
Мітки: металевих, прутків, матеріалів, спосіб, пресування, стружки, пристрій, здійснення, порошкових
Формула / Реферат:
1. Спосіб пресування прутків з металевих порошкових матеріалів і стружки, що включає нагрівання і пресування за допомогою витікання в напрямку, перпендикулярному осі пресування, при одночасній екструзії з витяжкою 14...30, який відрізняється тим, що процес витікання здійснюють під кутом до напрямку, перпендикулярного осі пресування, при цьому нагрівання матеріалу, що пресують, у взаємно перпендикулярних напрямках і під кутом до напрямку,...
Попередній патент: Ротор для дробарки
Наступний патент: Каркас багатоповерхового будинку або споруди
Випадковий патент: Пульсатор доїльного апарата