Спосіб пресування алюмінієвих прутків із стружки
Номер патенту: 71720
Опубліковано: 15.12.2004
Автори: Шевелєв Олександр Іванович, Синков Сергій Григорович, Бейгельзимер Яків Юхимович
Формула / Реферат
Спосіб пресування алюмінієвих прутків із стружки, що включає операції брикетування стружки, нагрівання брикетів у печі і пресування їх у контейнері через деформуючу матрицю із витяжкою, який відрізняється тим, що із метою зниження трудомісткості процесу стружку відпалюють, завантажують у канал контейнера для пресування, розігрітий до температури рекристалізації пресувального матеріалу, і пресують послідовно інтенсивним гвинтовим пресуванням із протитисненням величиною, не менше межі текучості оброблюваного матеріалу, і через деформуючу матрицю із коефіцієнтом витяжки не менше 3.
Текст
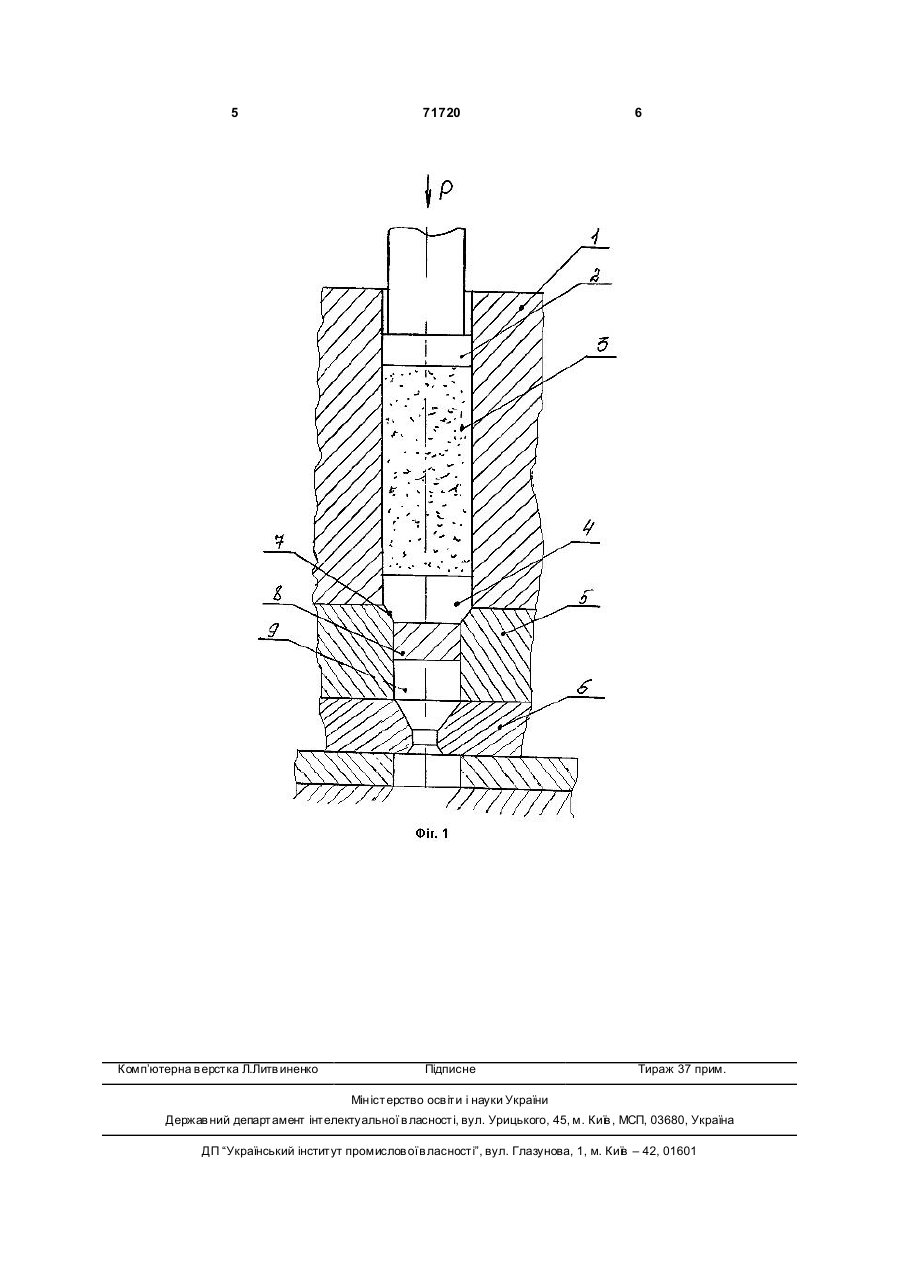
Спосіб пресування алюмінієвих прутків із стружки, що включає операції брикетування стружки, нагрівання брикетів у печі і пресування їх у 3 71720 4 рузії з витяжкою. Тому протитиснення для першої ють необхідний ефект: брикет у де формуючу матділянки дорівнює тиску екструзії на другій ділянці. рицю 6 входить компактним матеріалом і, дефорРозмір останнього можна приблизно обчислити з муючись на діаметр необхідного розміру, виходить із неї компактним прутком. Той же процес відбувавираження r = sTLnl , де l - коефіцієнт витяжки. ється в другому і наступних циклах, коли пресЗ зазначеного вище співвідношення r > s одерзалишок у 2-х матрицях відіграє роль заглушки жуємо Lnl > 1, відкіля l > 3. для створення протитиснення для нової порції Перераховані ознаки складають суть винаходу пресуємої стружки. Таким чином реалізується на спосіб, оскільки є необхідними для реалізації процес полунепреривного пресування стружки в винаходу і достатніми для досягнення поставленої монолітний прутковий матеріал. задачі. Конкретний приклад реалізації. Комплекс описаних те хнологічних прийомів, Пресування стружки з алюмінієвого сплаву що не знайшли відбитки в технічній і патентній АК8 проводили в прутки діаметром 12мм в устанолітературі, характеризують новизну запропоновавці для пресування, установленої на вертикальноного винаходу. му гідравлічному пресі зусиллям 4000кН з обігріПри аналізі відмітних ознак виявлено, що виваємим контейнером, що має діаметр робочого нахід який заявляється, не випливає із відомого каналу 40мм. Під нижнім торцем контейнера встарівня техніки. Вперше запропоновані прийоми новлена бандажована гвинтова матриця, що має компактування в умовах здвигових деформацій, заходну частину у вигляді прямого квадрата зі реалізованих гвинтовим пресуванням у сполученні стороною 28мм і діагоналлю 40мм, робочу частину з наступною деформацією з витяжкою за один - гвинтову з кутом підйому гвинтової лінії стосовно прохід, минаючи проміжну стадію одержання бриосі пресування - 60°, кут повороту перетину - 90°, кетів. Основні ознаки є новими і неочевидними. за гвинтовою частиною слідує калібруюча частина, Таким чином, винахід який заявляється відповідає що має перетин прямого квадрата, як і заходна умові ”винахідницький рівень”. частина матриці. Під гвинтовою матрицею встаноЗапропонований спосіб ілюструється кресленвлена деформуюча матриця із кутом заходного ням. На Фіг.1 зображена схема реалізації засобу конуса 2 a = 90 o, діаметром калібруючого очка пресування алюмінієвих прутків із стружки. 12мм і довжиною калібруючої ділянки 10мм. На На Фіг.1 показаний контейнер 1, пуансон 2, верхній торець контейнера встановлений флаоброблюваний матеріал - стружка 3, заготівля для нець, що за допомогою шести шпильок кріпить усю реалізації протитиснення 4, матриця для гвинтової конструкцію до нижньої плити. До верхньої рухомої деформації 5, деформаційна матриця для одерплити преса за допомогою підвіски кріпиться пуанжання прутків 6, 7 - заходна ділянка гвинтової масон. триці з калібруванням коло - квадрат, гвинтова Відпалену при температурі 450°С стружку заділянка 8, калібруюча ділянка гвинтової матриці з вантажували в контейнер, попередньо запресувапрофілем прямого квадрата, поверненого стосоввши у гвинтову матрицю монолітний пруток із но до заходної частини матриці на 90° (кут поворосплаву АК7 діаметром 40мм, довжиною 80мм, пісту перетину) 9. ля чого в канал контейнера вводили пуансон і Спосіб реалізують у такий спосіб. Заготовку з проводили процес пресування. В міру досягнення алюмінієвого сплаву 4 пуансоном 2 запресовують в каналі контейнера питомого зусилля ~820на ~2/3 її висоти в гвинтову матрицю 5, після чого 850МПа монолітна заготівка разом із спресованим в попередньо розігрітий контейнер 1 завантажують брикетом пресується через гвинтову і деформуючу стружку 3 і пресують її п уансоном 2. Йде процес матриці. По досягненні пуансоном нижнього торця ущільнення стружечного брикету. У момент, коли контейнера процес зупиняли, пуансон виводили з тиск у контейнері досягає напруги текучості в загоконтейнера і в канал засипали нову порцію стружтівці 4, заготовка разом із брикетом пропресуютьки, процес повторювали. Нова порція стружки ся через гвинтову, а потім і через деформуючу спресовується в брикет за рахунок протитиснення, матрицю 6 із заданою витяжкою. Цикл пресування утворюваного прес-залишком попереднього матезупиняють, коли пуансон досягає нижнього торця ріалу, у міру переміщення через гвинтову матрицю контейнера 1, після чого пуансон 2 витягають із зварюється з прес-залишком і виходить із дефорконтейнера 1, у робочий канал засипають нову муючої матриці у вигляді монолітного прутка діапорцію відпаленої стружки, і цикл повторюють. За метром 12мм. Таким чином реалізується полунепрахунок утворюваного протитиснення заготівлею 4 реривний процес переробки стружки в компактний стружка 3 у циліндричному каналі контейнера попруток із коефіцієнтом витяжки l = 11. Вихідний із передньо ущільнюється у брикет і розігрівається. матриці пруток можна різати на мірні довжини, а Особливість гвинтової матриці складається в тому, можна звертати його в бухти за рахунок застосущо її перетин, перпендикулярний осі деформації, вання додаткової системи роликів і приймального виконано у формі квадрата, по розмірах уписаного устрою. Пруток із матриці виходить розігрітим і в окружність каналу контейнера. Тому стружечний його пластичні характеристики дозволяють достабрикет, знаходячись у стані всебічного стиску, тньо легко звертати його в бухту. проходить перехідну частину матриці коло - квадЩільність спресованого прутка, вимірювана гірат із співвідношенням площ S/S~1,6 і потрапляє в дростатичним зважуванням, складає 2,72г/см 3, що гвинтову частину матриці в зону інтенсивних здвивідповідає щільності матеріалу АК7, одержуваного гових де формацій, де і відбувається, в основному, після лиття і прокатування. зварювання часток матеріалу, тобто високі тиски, температура й інтенсивні здвигові деформації да 5 Комп’ютерна в ерстка Л.Литв иненко 71720 6 Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for pressing of aluminum rods of chips
Автори англійськоюSheveliev Oleksandr Ivanovych, Beihelzymer Yakiv Yukhymovych, Synkov Serhii Hryhorovych
Назва патенту російськоюСпособ прессования алюминиевых прутков из стружки
Автори російськоюШевелев Александр Иванович, Бейгельзимер Яков Ефимович, Синков Сергей Григорьевич
МПК / Мітки
МПК: B21C 25/00
Мітки: спосіб, алюмінієвих, прутків, стружки, пресування
Код посилання
<a href="https://ua.patents.su/3-71720-sposib-presuvannya-alyuminiehvikh-prutkiv-iz-struzhki.html" target="_blank" rel="follow" title="База патентів України">Спосіб пресування алюмінієвих прутків із стружки</a>
Спосіб пресування прутків з металевих порошкових матеріалів і стружки та пристрій для його здійснення
Номер патенту: 67213
Опубліковано: 15.06.2004
Автори: Ковалівський Олексій Вікторович, Блохін Олександр Григорович
МПК: B30B 11/02, B22F 3/20
Мітки: прутків, матеріалів, пристрій, порошкових, металевих, здійснення, пресування, стружки, спосіб
Формула / Реферат:
1. Спосіб пресування прутків з металевих порошкових матеріалів і стружки, що включає нагрівання і пресування за допомогою витікання в напрямку, перпендикулярному осі пресування, при одночасній екструзії з витяжкою 14...30, який відрізняється тим, що процес витікання здійснюють під кутом до напрямку, перпендикулярного осі пресування, при цьому нагрівання матеріалу, що пресують, у взаємно перпендикулярних напрямках і під кутом до напрямку,...
Спосіб пресування металевого порошку
Номер патенту: 62879
Опубліковано: 15.12.2003
Автори: Блохін Олександр Григорович, Кравцова Юлія Вікторівна, Алаторцев Олександр Олександрович
МПК: B22F 3/02
Мітки: металевого, пресування, порошку, спосіб
Формула / Реферат:
Спосіб пресування металевого порошку, що включає попереднє формування та остаточне пресування заготовки, поєднане з деформацією зрушенням у напрямку, перпендикулярному напрямку пресування, який відрізняється тим, що попереднє формування виконують із зусиллям (0,5-0,7) Рпр., а остаточне пресування виконують у процесі зрушення в локальному шарі з постійно діючим навантаженням попереднього пресування, причому кут зрушення призначається від 0° до...
Прес-форма для пресування порошкових матеріалів

Номер патенту: 63125
Опубліковано: 15.01.2004
Автори: Кандиба Валерія Юр'ївна, Блохін Олександр Григорович
МПК: B30B 15/02, B22C 15/00
Мітки: порошкових, пресування, прес-форма, матеріалів
Формула / Реферат:
Прес-форма для пресування порошкових матеріалів, що містить еластичну матрицю з осьовим отвором, пуансон, виконаний у вигляді конусного оправлення, обойми, піддон і кришку, яка відрізняється тим, що обойму виконано з пластичного матеріалу, границя текучості та температура плавлення якої нижчі, ніж у пресованого порошкового тіла, а пуансони з обоймою утворюють гідравлічний затвор.
Спосіб виготовлення прутків з металевого порошку
Номер патенту: 64358
Опубліковано: 16.02.2004
Автори: Терновий Юрій Федорович, Лазоркін Віктор Андрійович
МПК: B22F 3/20
Мітки: металевого, порошку, спосіб, виготовлення, прутків
Формула / Реферат:
Спосіб виготовлення прутків з металевого порошку, що включає заповнення контейнера порошком, вакуумування, герметизацію, нагрів і послідовне по довжині радіальне обтиснення заготовки, з одночасним прикладанням тиску до її торців, який відрізняється тим, що первісне радіальне кування контейнера здійснюють зі ступенем деформації 30-35 % без зміни довжини заготовки.
Спосіб пресування металевого порошку і пристрій для його здійснення

Номер патенту: 63124
Опубліковано: 15.01.2004
Автори: Блохін Олександр Григорович, Гончаров Віктор Валерійович, Маслік Ірина Анатоліївна
МПК: B22F 3/02
Мітки: спосіб, здійснення, пресування, пристрій, порошку, металевого
Формула / Реферат:
1. Спосіб пресування металевого порошку, що включає послідовне ущільнення окремих мікрообсягів порошку в замкнутій по периметру пресованого виробу матриці, який відрізняється тим, що ущільнення здійснюють зсувом локального обсягу порошку в напрямку дії сусідньої локалізованої області, причому кожна наступна область зсуву утворить безупинний зсувний кластер.2. Пристрій для пресування металевого порошку, що містить матрицю, верхній і...
Попередній патент: Пристрій для виготовлення гнутих деталей із деревини
Наступний патент: Поршневий компресор
Випадковий патент: Пристрій для утилізації шкідливих газів у тваринницьких приміщеннях