Спосіб виявлення та оцінки параметрів несуцільностей поверхневого шару металопродукції і пристрій для його здійснення
Номер патенту: 79416
Опубліковано: 11.06.2007
Автори: Горячкін Дмитро Володимирович, Калашов Олександр Валентинович, Малинка Сергій Анатолійович, Горячкін Ігор Володимирович, Найда Володимир Львович
Формула / Реферат
1. Спосіб виявлення та оцінки параметрів несуцільностей поверхневого шару металопродукції, зокрема неферомагнітної, що включає опромінення ультразвукової хвилею Релея ділянки поверхні металопродукції, яку піддають діагностиці, реєстрацію трансформованої несуцільністю ультразвукової хвилі, на основі якої приймають рішення щодо параметрів виявленої несуцільності, який відрізняється тим, що вимірюють фактичну амплітуду хвилі Релея, якою опромінюють несуцільність, оцінюють розбіжність результату виміру з номінальним значенням амплітуди хвилі Релея і з урахуванням такої розбіжності приймають рішення щодо параметрів виявленої несуцільності.
2. Спосіб за п. 1, який відрізняється тим, що перед опроміненням ультразвуковою хвилею Релея ділянки поверхні металопродукції, яку піддають діагностиці, здійснюють очищування поверхні металопродукції у місці опромінювання.
3. Спосіб за п. 2, який відрізняється тим, що очищування здійснюють за допомогою лазерного опромінювання.
4. Пристрій для виявлення та оцінки параметрів несуцільностей поверхневого шару металопродукції, зокрема неферомагнітної, який містить послідовно з’єднані електромагнітно-акустичні перетворювачі, підсилювачі, блок виміру інформативних параметрів, з'єднаний з блоком прийняття рішень, та блок керування, вихід якого з’єднаний з імпульсним лазером для збудження хвилі Релея, і світловод, що доставляє випромінювання лазера в робочу зону електромагнітно-акустичних перетворювачів, який відрізняється тим, що містить щонайменше один приймач хвиль Релея, вихідний сигнал з якого через підсилювач та блок виміру інформативних параметрів надходить до блока прийняття рішень.
5. Пристрій за п. 4, який відрізняється тим, що додатково містить щонайменше один блок переміщення променя лазера по поверхні металопродукції.
6. Пристрій за п. 4, який відрізняється тим, що додатково містить другий лазер для видалення забруднень з поверхні металопродукції.
Текст
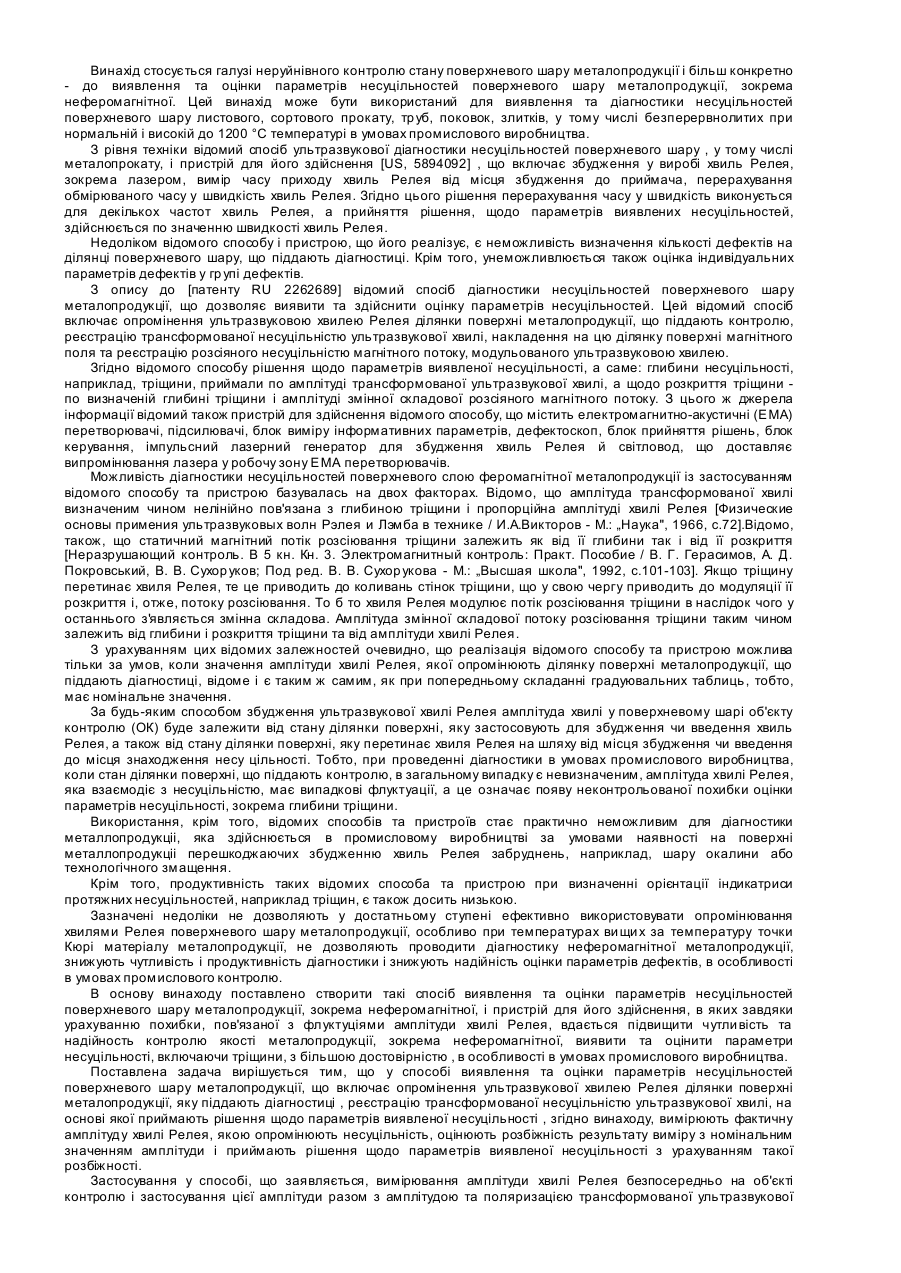
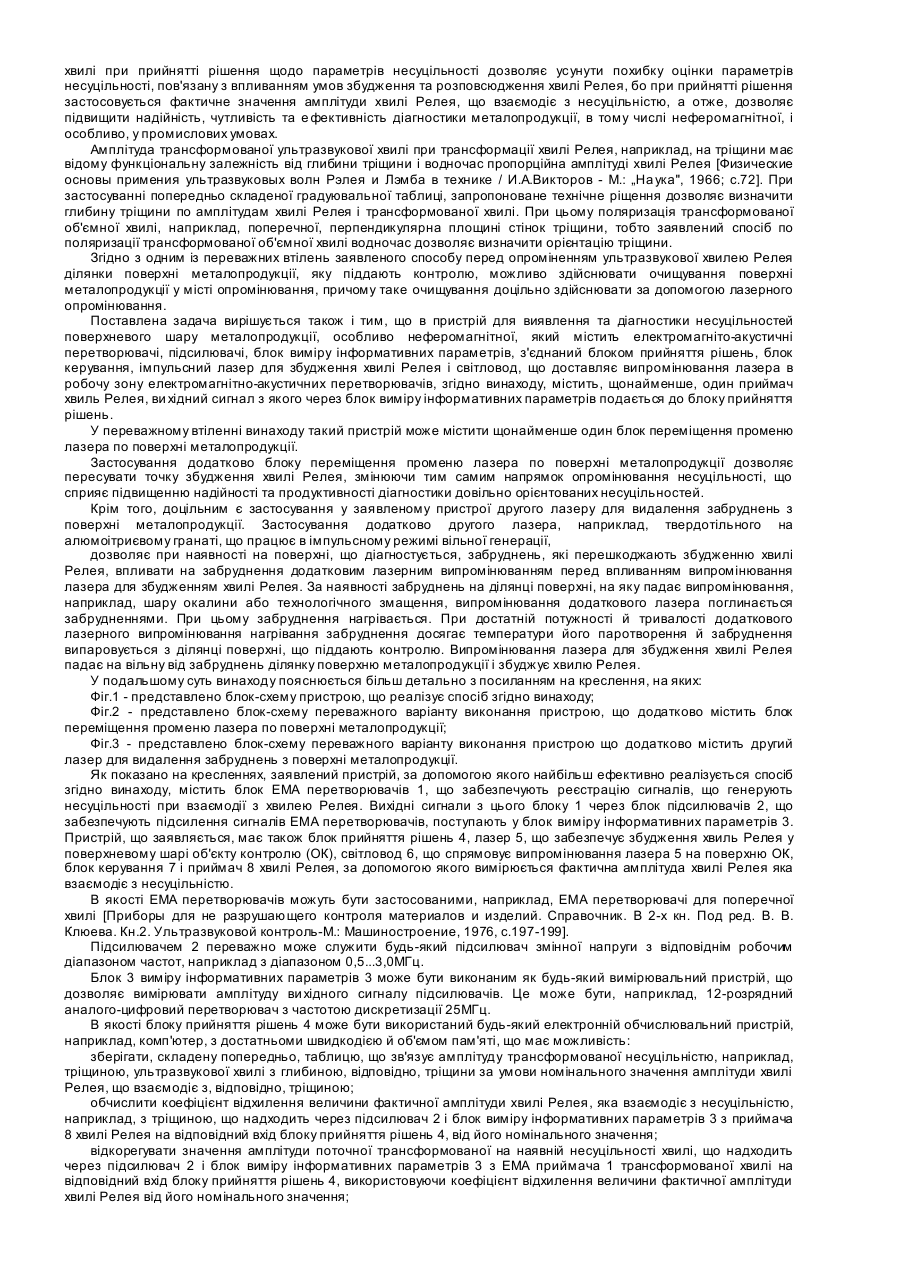
Винахід стосується галузі неруйнівного контролю стану поверхневого шару металопродукції і більш конкретно - до виявлення та оцінки параметрів несуцільностей поверхневого шару металопродукції, зокрема неферомагнітної. Цей винахід може бути використаний для виявлення та діагностики несуцільностей поверхневого шару листового, сортового прокату, тр уб, поковок, злитків, у тому числі безперервнолитих при нормальній і високій до 1200 °С температурі в умовах промислового виробництва. З рівня техніки відомий спосіб ультразвукової діагностики несуцільностей поверхневого шару , у тому числі металопрокату, і пристрій для його здійснення [US, 5894092] , що включає збудження у виробі хвиль Релея, зокрема лазером, вимір часу приходу хвиль Релея від місця збудження до приймача, перерахування обмірюваного часу у швидкість хвиль Релея. Згідно цього рішення перерахування часу у швидкість виконується для декількох частот хвиль Релея, а прийняття рішення, щодо параметрів виявлених несуцільностей, здійснюється по значенню швидкості хвиль Релея. Недоліком відомого способу і пристрою, що його реалізує, є неможливість визначення кількості дефектів на ділянці поверхневого шару, що піддають діагностиці. Крім того, унеможливлюється також оцінка індивідуальних параметрів дефектів у гр упі дефектів. З опису до [патенту RU 2262689] відомий спосіб діагностики несуцільностей поверхневого шару металопродукції, що дозволяє виявити та здійснити оцінку параметрів несуцільностей. Цей відомий спосіб включає опромінення ультразвуковою хвилею Релея ділянки поверхні металопродукції, що піддають контролю, реєстрацію трансформованої несуцільністю ультразвукової хвилі, накладення на цю ділянку поверхні магнітного поля та реєстрацію розсіяного несуцільністю магнітного потоку, модульованого ультразвуковою хвилею. Згідно відомого способу рішення щодо параметрів виявленої несуцільності, а саме: глибини несуцільності, наприклад, тріщини, приймали по амплітуді трансформованої ультразвукової хвилі, а щодо розкриття тріщини по визначеній глибині тріщини і амплітуді змінної складової розсіяного магнітного потоку. З цього ж джерела інформації відомий також пристрій для здійснення відомого способу, що містить електромагнитно-акустичні (ЕМА) перетворювачі, підсилювачі, блок виміру інформативних параметрів, дефектоскоп, блок прийняття рішень, блок керування, імпульсний лазерний генератор для збудження хвиль Релея й світловод, що доставляє випромінювання лазера у робочу зону ЕМА перетворювачів. Можливість діагностики несуцільностей поверхневого слою феромагнітної металопродукції із застосуванням відомого способу та пристрою базувалась на двох факторах. Відомо, що амплітуда трансформованої хвилі визначеним чином нелінійно пов'язана з глибиною тріщини і пропорційна амплітуді хвилі Релея [Физические основы примения ультразвуковых волн Рэлея и Лэмба в технике / И.А.Викторов - М.: „Наука", 1966, с.72].Відомо, також, що статичний магнітний потік розсіювання тріщини залежить як від її глибини так і від її розкриття [Неразрушающий контроль. В 5 кн. Кн. 3. Электромагнитный контроль: Практ. Пособие / В. Г. Герасимов, А. Д. Покровський, В. В. Сухор уков; Под ред. В. В. Сухор укова - М.: „Высшая школа", 1992, с.101-103]. Якщо тріщину перетинає хвиля Релея, те це приводить до коливань стінок тріщини, що у свою чергу приводить до модуляції її розкриття і, отже, потоку розсіювання. То б то хвиля Релея модулює потік розсіювання тріщини в наслідок чого у останнього з'являється змінна складова. Амплітуда змінної складової потоку розсіювання тріщини таким чином залежить від глибини і розкриття тріщини та від амплітуди хвилі Релея. З урахуванням цих відомих залежностей очевидно, що реалізація відомого способу та пристрою можлива тільки за умов, коли значення амплітуди хвилі Релея, якої опромінюють ділянку поверхні металопродукції, що піддають діагностиці, відоме і є таким ж самим, як при попередньому складанні градуювальних таблиць , тобто, має номінальне значення. За будь-яким способом збудження ультразвукової хвилі Релея амплітуда хвилі у поверхневому шарі об'єкту контролю (ОК) буде залежити від стану ділянки поверхні, яку застосовують для збудження чи введення хвиль Релея, а також від стану ділянки поверхні, яку перетинає хвиля Релея на шляху від місця збудження чи введення до місця знаходження несу цільності. Тобто, при проведенні діагностики в умовах промислового виробництва, коли стан ділянки поверхні, що піддають контролю, в загальному випадку є невизначеним, амплітуда хвилі Релея, яка взаємодіє з несуцільністю, має випадкові флуктуації, а це означає появу неконтрольованої похибки оцінки параметрів несуцільності, зокрема глибини тріщини. Використання, крім того, відомих способів та пристроїв стає практично неможливим для діагностики металлопродукціі, яка здійснюється в промисловому виробництві за умовами наявності на поверхні металлопродукціі перешкоджаючих збудженню хвиль Релея забруднень, наприклад, шару окалини або технологічного змащення. Крім того, продуктивність таких відомих способа та пристрою при визначенні орієнтації індикатриси протяжних несуцільностей, наприклад тріщин, є також досить низькою. Зазначені недоліки не дозволяють у достатньому ступені ефективно використовувати опромінювання хвилями Релея поверхневого шару металопродукції, особливо при температурах ви щи х за температуру точки Кюрі матеріалу металопродукції, не дозволяють проводити діагностику неферомагнітної металопродукції, знижують чутливість і продуктивність діагностики і знижують надійність оцінки параметрів дефектів, в особливості в умовах промислового контролю. В основу винаходу поставлено створити такі спосіб виявлення та оцінки параметрів несуцільностей поверхневого шару металопродукції, зокрема неферомагнітної, і пристрій для його здійснення, в яких завдяки урахуванню похибки, пов'язаної з флуктуціями амплітуди хвилі Релея, вдається підвищити чутли вість та надійность контролю якості металопродукції, зокрема неферомагнітної, виявити та оцінити параметри несуцільності, включаючи тріщини, з більшою достовірністю , в особливості в умовах промислового виробництва. Поставлена задача вирішується тим, що у способі виявлення та оцінки параметрів несуцільностей поверхневого шару металопродукції, що включає опромінення ультразвукової хвилею Релея ділянки поверхні металопродукції, яку піддають діагностиці , реєстрацію трансформованої несуцільністю ультразвукової хвилі, на основі якої приймають рішення щодо параметрів виявленої несуцільності , згідно винаходу, вимірюють фактичну амплітуду хвилі Релея, якою опромінюють несуцільність, оцінюють розбіжність результату виміру з номінальним значенням амплітуди і приймають рішення щодо параметрів виявленої несуцільності з урахуванням такої розбіжності. Застосування у способі, що заявляється, вимірювання амплітуди хвилі Релея безпосередньо на об'єкті контролю і застосування цієї амплітуди разом з амплітудою та поляризацією трансформованої ультразвукової хвилі при прийнятті рішення щодо параметрів несуцільності дозволяє усунути похибку оцінки параметрів несуцільності, пов'язану з впливанням умов збудження та розповсюдження хвилі Релея, бо при прийнятті рішення застосовується фактичне значення амплітуди хвилі Релея, що взаємодіє з несуцільністю, а отже, дозволяє підвищити надійність, чутливість та е фективність діагностики металопродукції, в тому числі неферомагнітної, і особливо, у промислових умовах. Амплітуда трансформованої ультразвукової хвилі при трансформації хвилі Релея, наприклад, на тріщини має відому функціональну залежність від глибини тріщини і водночас пропорційна амплітуді хвилі Релея [Физические основы примения ультразвуковых волн Рэлея и Лэмба в технике / И.А.Викторов - М.: „На ука", 1966; c.72]. При застосуванні попередньо складеної градуювальної таблиці, запропоноване технічне ріщення дозволяє визначити глибину тріщини по амплітудам хвилі Релея і трансформованої хвилі. При цьому поляризація трансформованої об'ємної хвилі, наприклад, поперечної, перпендикулярна площині стінок тріщини, тобто заявлений спосіб по поляризації трансформованої об'ємної хвилі водночас дозволяє визначити орієнтацію тріщини. Згідно з одним із переважних втілень заявленого способу перед опроміненням ультразвукової хвилею Релея ділянки поверхні металопродукції, яку піддають контролю, можливо здійснювати очищування поверхні металопродукції у місті опромінювання, причому таке очищування доцільно здійснювати за допомогою лазерного опромінювання. Поставлена задача вирішується також і тим, що в пристрій для виявлення та діагностики несуцільностей поверхневого шару металопродукції, особливо неферомагнітної, який містить електромагніто-акустичні перетворювачі, підсилювачі, блок виміру інформативних параметрів, з'єднаний блоком прийняття рішень, блок керування, імпульсний лазер для збудження хвилі Релея і світловод, що доставляє випромінювання лазера в робочу зону електромагнітно-акустичних перетворювачів, згідно винаходу, містить, щонайменше, один приймач хвиль Релея, ви хідний сигнал з якого через блок виміру інформативних параметрів подається до блоку прийняття рішень. У переважному втіленні винаходу такий пристрій може містити щонайменше один блок переміщення променю лазера по поверхні металопродукції. Застосування додатково блоку переміщення променю лазера по поверхні металопродукції дозволяє пересувати точку збудження хвилі Релея, змінюючи тим самим напрямок опромінювання несуцільності, що сприяє підвищенню надійності та продуктивності діагностики довільно орієнтованих несуцільностей. Крім того, доцільним є застосування у заявленому пристрої другого лазеру для видалення забруднень з поверхні металопродукції. Застосування додатково другого лазера, наприклад, твердотільного на алюмоітриєвому гранаті, що працює в імпульсному режимі вільної генерації, дозволяє при наявності на поверхні, що діагностується, забруднень, які перешкоджають збудженню хвилі Релея, впливати на забруднення додатковим лазерним випромінюванням перед впливанням випромінювання лазера для збудженням хвилі Релея. За наявності забруднень на ділянці поверхні, на яку падає випромінювання, наприклад, шару окалини або технологічного змащення, випромінювання додаткового лазера поглинається забрудненнями. При цьому забруднення нагрівається. При достатній потужності й тривалості додаткового лазерного випромінювання нагрівання забруднення досягає температури його паротворення й забруднення випаровується з ділянці поверхні, що піддають контролю. Випромінювання лазера для збудження хвилі Релея падає на вільну від забруднень ділянку поверхню металопродукції і збуджує хвилю Релея. У подальшому суть винаходу пояснюється більш детально з посиланням на креслення, на яких: Фіг.1 - представлено блок-схему пристрою, що реалізує спосіб згідно винаходу; Фіг.2 - представлено блок-схему переважного варіанту виконання пристрою, що додатково містить блок переміщення променю лазера по поверхні металопродукції; Фіг.3 - представлено блок-схему переважного варіанту виконання пристрою що додатково містить другий лазер для видалення забруднень з поверхні металопродукції. Як показано на кресленнях, заявлений пристрій, за допомогою якого найбільш ефективно реалізується спосіб згідно винаходу, містить блок ЕМА перетворювачів 1, що забезпечують реєстрацію сигналів, що генерують несуцільності при взаємодії з хвилею Релея. Вихідні сигнали з цього блоку 1 через блок підсилювачів 2, що забезпечують підсилення сигналів ЕМА перетворювачів, поступають у блок виміру інформативних параметрів 3. Пристрій, що заявляється, має також блок прийняття рішень 4, лазер 5, що забезпечує збудження хвиль Релея у поверхневому шарі об'єкту контролю (ОК), світловод 6, що спрямовує випромінювання лазера 5 на поверхню ОК, блок керування 7 і приймач 8 хвилі Релея, за допомогою якого вимірюється фактична амплітуда хвилі Релея яка взаємодіє з несуцільністю. В якості ЕМА перетворювачів можуть бути застосованими, наприклад, ЕМА перетворювачі для поперечної хвилі [Приборы для не разрушающего контроля материалов и изделий. Справочник. В 2-х кн. Под ред. В. В. Клюева. Кн.2. Ультразвуковой контроль-М.: Машиностроение, 1976, с.197-199]. Підсилювачем 2 переважно може служити будь-який підсилювач змінної напруги з відповіднім робочим діапазоном частот, наприклад з діапазоном 0,5...3,0МГц. Блок 3 виміру інформативних параметрів 3 може бути виконаним як будь-який вимірювальний пристрій, що дозволяє вимірювати амплітуду ви хідного сигналу підсилювачів. Це може бути, наприклад, 12-розрядний аналого-цифровий перетворювач з частотою дискретизації 25МГц. В якості блоку прийняття рішень 4 може бути використаний будь-який електронній обчислювальний пристрій, наприклад, комп'ютер, з достатньоми швидкодією й об'ємом пам'яті, що має можливість: зберігати, складену попередньо, таблицю, що зв'язує амплітуду трансформованої несуцільністю, наприклад, тріщиною, ультразвукової хвилі з глибиною, відповідно, тріщини за умови номінального значення амплітуди хвилі Релея, що взаємодіє з, відповідно, тріщиною; обчислити коефіцієнт відхилення величини фактичної амплітуди хвилі Релея, яка взаємодіє з несуцільністю, наприклад, з тріщиною, що надходить через підсилювач 2 і блок виміру інформативних параметрів 3 з приймача 8 хвилі Релея на відповідний вхід блоку прийняття рішень 4, від його номінального значення; відкорегувати значення амплітуди поточної трансформованої на наявній несуцільності хвилі, що надходить через підсилювач 2 і блок виміру інформативних параметрів 3 з ЕМА приймача 1 трансформованої хвилі на відповідний вхід блоку прийняття рішень 4, використовуючи коефіцієнт відхилення величини фактичної амплітуди хвилі Релея від його номінального значення; використовуючи таблицю, що зберігається, визначити по скорегованої амплітуді поточної трансформованої на наявній несуцільності, наприклад, тріщині, хвилі дійсну глибину, відповідно, тріщині. В якості лазеру 5, що забезпечує збудження хвиль Релея у поверхневому шарі ОК, переважно може бути використаний, наприклад, імпульсній твердотільний YAG:Nd лазер у режимі модульованої добротності, з енергією імпульсу 200...400мДж и його тривалістю 10..15нc. Світловодом 6, що спрямовує випромінювання лазера 5 на поверхню ОК, може служити, наприклад, жорсткий дзеркально-лінзовий світловод достатньої довжини. В якості блоку керування 7 може бути використаний будь-який електронній пристрій, наприклад, контролер, що програмується і має можливість формувати сигнали керування блоком прийняття рішень 4 та лазером 5 для забезпечення необхідної для функціонування пристрою послідовності їх роботи. Приймачем 8 хвилі Релея, за допомогою якого вимірюється фактична амплітуда хвилі Релея яка взаємодіє з несуцільністю, переважно може служити , наприклад, ЕМА перетворювач хвилі Релея [Приборы для не разрушающего контроля материалов и изделий. Справочник. В 2-х кн. Под ред. В. В. Клюева. Кн.2. Ультразвуковой контроль - М.: Машиностроение, 1976, с. 197-199] або [US 5894092], чи оптичний приймач, наприклад, интерферометричний лазерний приймач [Чабанов В.Е. Лазерный ультразвуковой контроль материалов. - Л. : Изд-во Ленинград, ун-та, 1986, с.148]. Пристрій згідно винаходу працює у такий спосіб. По світловоду 6 на ділянку поверхні ОК спрямовують імпульси випромінювання лазера 5 для збудження хвилі Релея. При взаємодії імпульсу випромінювання лазера 5, що працює у режимі модульованої добротності, з поверхнею ОК виникає інтенсивна хвиля Релея. Збуджена таким чином хвиля Релея розповсюджується по поверхні ОК і її амплітуда вимірюють за допомогою приймача 8, сигнал якого після підсилення в блоці 2 і виміру інформативних параметрів в блоці 3, подається до блоку прийняття рішень 4. При взаємодії цієї збудженої хвилі Релея, що перебуває на шляху поширення, несуцільністю (наприклад, тріщиною) відбувається її часткова трансформація в об'ємні ультразвукові хвилі, які реєструються ЕМА перетворювачами 1, вихідні сигнали з яких після підсилення підсилювачами 2 і виміру інформативних параметрів в блоку 3 подаються до блоку прийняття рішень 4, де приймається рішення щодо параметрів несуцільності. Блок керування 7 забезпечує необхідну послідовність роботи лазера 5 й блоку прийняття рішень 4. У іншому варіанті втілення винаходу, якій зображено на Фіг.2, пристрій згідно винаходу містить додатково блок 9 переміщення променю лазера по поверхні ОК. Під час діагностики блок 9 забезпечує зміну точки збудження хвилі Релея таким чином, щоб хвиля Релея перетинала ділянку поверхні ОК, що контролюється, у відмінному від попереднього напрямку, а в блоці 4 приймається рішення з урахуванням напрямку перетинання хвилею Релея ділянки ОК, що контролюється. Блок 9 переміщення променю лазера по поверхні ОК, переважно може бути виконаним як будь-який оптичний пристрій, що забезпечує необхідний діапазон переміщення променю лазера по поверхні ОК , наприклад, як дзеркально-гальванометричний або акусто-оптичний дефлектор. У ще одному варіанті виконання, що зображений на Фіг.3, імпульси випромінювання вільної генерації додаткового лазеру 10 по світловоду 6 спрямовують на ділянку поверхні ОК, на яку матимуть діяти випромінюванням лазера 5 для збудження хвилі Релея. При наявності забруднення на цій ділянці поверхні ОК забруднення поглинає випромінювання лазера 10, в наслідок чого, розігрівається і випаровується. На очищену таким чином ділянку поверхні ОК по світловоду 6 посилають імпульси випромінювання лазера 5, що працює у режимі модульованої добротності. При взаємодії імпульсу випромінювання лазера 5 з поверхнею ОК виникає інтенсивна хвиля Релея. В якості лазеру 10, що забезпечує очи щення ділянки поверхні ОК, може бути використаний, наприклад, імпульсній твердотільний YAG:Nd лазер у режимі вільної генерації з енергією імпульсу 5...15Дж и його тривалістю 1...5мс. Заявлені спосіб та пристрій вельми ефективні у практичному застосуванні, в особливості в умовах високих температур промислового виробництва, оскількизавдяки запропонованим технічним рішенням усувається похибка оцінки параметрів несуцільностей, підвищується надійність та продуктивність діагностики поверхневого шару металопродукції, в особливості феромагнітної, на наявність, насамперед, довільно орієнтованих несуцільностей.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for reveal and evaluation of parameters of non-continuousness of surface layer of metal product and appliance for its implementation
Автори англійськоюNaida Volodymyr Lvovych
Назва патенту російськоюStarwriterспособ выявления и оценки параметров нецельности поверхностного слоя металлопродукции и устройство для его осуществления
Автори російськоюНайда Владимир Львович
МПК / Мітки
МПК: G01N 29/04
Мітки: несуцільностей, виявлення, спосіб, параметрів, пристрій, шару, оцінки, поверхневого, здійснення, металопродукції
Код посилання
<a href="https://ua.patents.su/4-79416-sposib-viyavlennya-ta-ocinki-parametriv-nesucilnostejj-poverkhnevogo-sharu-metaloprodukci-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виявлення та оцінки параметрів несуцільностей поверхневого шару металопродукції і пристрій для його здійснення</a>
Спосіб нанесення поверхневого шару на вироби з металів та пристрій для його здійснення
Номер патенту: 25737
Опубліковано: 30.10.1998
Автори: Солнцев Леонард Олександрович, Мартиненко Леонід Григорович, Тімофєєва Лариса Андріївна, Комарова Анна Леонідівна
МПК: C23C 8/10
Мітки: пристрій, здійснення, поверхневого, нанесення, шару, спосіб, металів, вироби
Формула / Реферат:
1. Способ нанесения поверхностного слоя на изделия из металлов, включающий воздействие на него насыщающей среды в виде перегретого пара водного раствора солей металлов при температуре 550 - 600°C в течение 30 - 40 минут, отличающийся тем, что процесс насыщения ведут в электрическом поле.2. Устройство для нанесения поверхностного слоя на изделия из металлов, содержащее футерованную камеру с крышкой и расположенные в ней реторту,...
Спосіб оцінки розузгодження силових параметрів рухів пальців руки людини та пристрій для його здійснення
Номер патенту: 65768
Опубліковано: 15.04.2004
Автори: Шугуров Олег Олегович, Шугуров Олег Олексійович, Ільченко Євгенія Анатоліївна, Єфанова Світлана Григорівна
МПК: A61B 5/11
Мітки: розузгодження, пальців, силових, рухів, руки, людини, оцінки, здійснення, параметрів, спосіб, пристрій
Формула / Реферат:
1. Спосіб оцінки розузгодження силових параметрів рухів пальців руки людини, який включає розташування подразних електродів на шкірній поверхні руки людини та реєстрацію механограм пальців чи кінцівок при ритмічній стимуляції нерва, що активує м'яз, який відрізняється тим, що на правій та лівій кінцівці незалежно проводять реєстрацію механограм при різних навантаженнях на кінцівку при її ритмічній стимуляції пачкою імпульсів зі сталими...
Спосіб діагностики параметрів синхронного двигуна та пристрій для його здійснення
Номер патенту: 65733
Опубліковано: 15.04.2004
Автори: Калінов Андрій Петрович, Аміров Анатолій Мойсеєвич, Живора Валерій Федорович, Чорний Олексій Петрович, Родькін Дмитро Йосипович
МПК: G01R 31/34
Мітки: спосіб, двигуна, діагностики, синхронного, параметрів, здійснення, пристрій
Формула / Реферат:
1. Спосіб діагностики параметрів синхронного двигуна, який полягає в тому, що при нерухомому роторі система статорних обмоток підключається до джерела зниженої змінної напруги, спочатку ротор за допомогою механічних засобів установлюється в положення, що відповідає збігу поздовжньої осі ротора з напрямком м p. c. статора, а потім - у їх взаємно перпендикулярне положення, вимірюються струм та напруга обмоток при зміні параметрів...
Спосіб виявлення та визначення електромагнітного випромінювання від біологічних об’єктів та пристрій для його здійснення
Номер патенту: 28128
Опубліковано: 16.10.2000
Автори: Яненко Олексій Пилипович, Скрипник Юрій Олексійович
МПК: G01N 33/483
Мітки: випромінювання, здійснення, біологічних, об'єктів, електромагнітного, спосіб, пристрій, визначення, виявлення
Формула / Реферат:
1. Спосіб виявлення та визначення електромагнітного випромінювання від біологічних об'єктів, при якому опромінюють зондуючим монохроматичним сигналом активні ділянки поверхні біооб'єкту, наприклад, біологічно активні точки шкіри людини або тварини, приймають відбитий сигнал, виділяють з нього сигнал вторинного випромінювання об'єкта на одній із комбінаційних частот, які виникають від змішування опромінюючого сигналу та гармонік сигналу...
Спосіб поверхневого гартування гребенів локомотивних і вагонних коліс та пристрій для його здійснення
Номер патенту: 74973
Опубліковано: 15.02.2006
Автори: Сааков Валентин Олександрович, Сааков Олександр Герасимович
МПК: C21D 1/06, C21D 1/09, C21D 9/34
Мітки: гартування, коліс, поверхневого, гребенів, спосіб, пристрій, локомотивних, здійснення, вагонних
Формула / Реферат:
1. Спосіб поверхневого гартування гребенів локомотивних і вагонних коліс, що включає нагрівання їх поверхні високотемпературним струменем до температури 0,7-0,95 від температури плавлення матеріалу колеса, що рухається назустріч струменю, з плавним підвищенням щільності теплового потоку від високотемпературного струменя до поверхні колеса, що нагрівається, наступну теплову обробку вказаного матеріалу і його охолодження, який відрізняється...
Попередній патент: Машина горизонтального безперервного лиття заготовок
Наступний патент: Спосіб ремонту протяжної лінійної ділянки діючого трубопроводу
Випадковий патент: Похідні піразолу як інгібітори цитохрому p450