Потокова лінія для транспортування гарячекатаних рулонів від барабана до складу готової продукції
Номер патенту: 8026
Опубліковано: 15.07.2005
Автори: Шебаніц Едуард Миколайович, Пефтієв Володимир Михайлович, Клименко Ольга Владиславовна
Формула / Реферат
Потокова лінія для транспортування гарячекатаних рулонів від барабана моталки до складу готової продукції, що містить послідовно розташовані передавач рулонів від барабана моталки на перший конвеєр, перший конвеєр, перший підйомно-поворотний стіл з поворотним пристроєм, другий конвеєр, другий підйомно-поворотний стіл з поворотним пристроєм, третій конвеєр і передавач рулонів з третього конвеєра на склад, яка відрізняється тим, що передавач рулонів від барабана моталки на перший конвеєр виконаний у вигляді горизонтально розташованої навісної скоби вантажопідйомного крана, стрічки першого, другого і третього конвеєрів обладнані жолобоподібними полозками для подовжнього горизонтального укладання рулону, поворотні пристрої підйомно-поворотних столів виконані у вигляді горизонтально розташованих штирів, встановлених з можливістю повороту відносно вертикальної осі, а передавач рулонів із третього конвеєра на склад також виконаний у вигляді горизонтально розташованої навісної скоби вантажопідйомного крана.
Текст
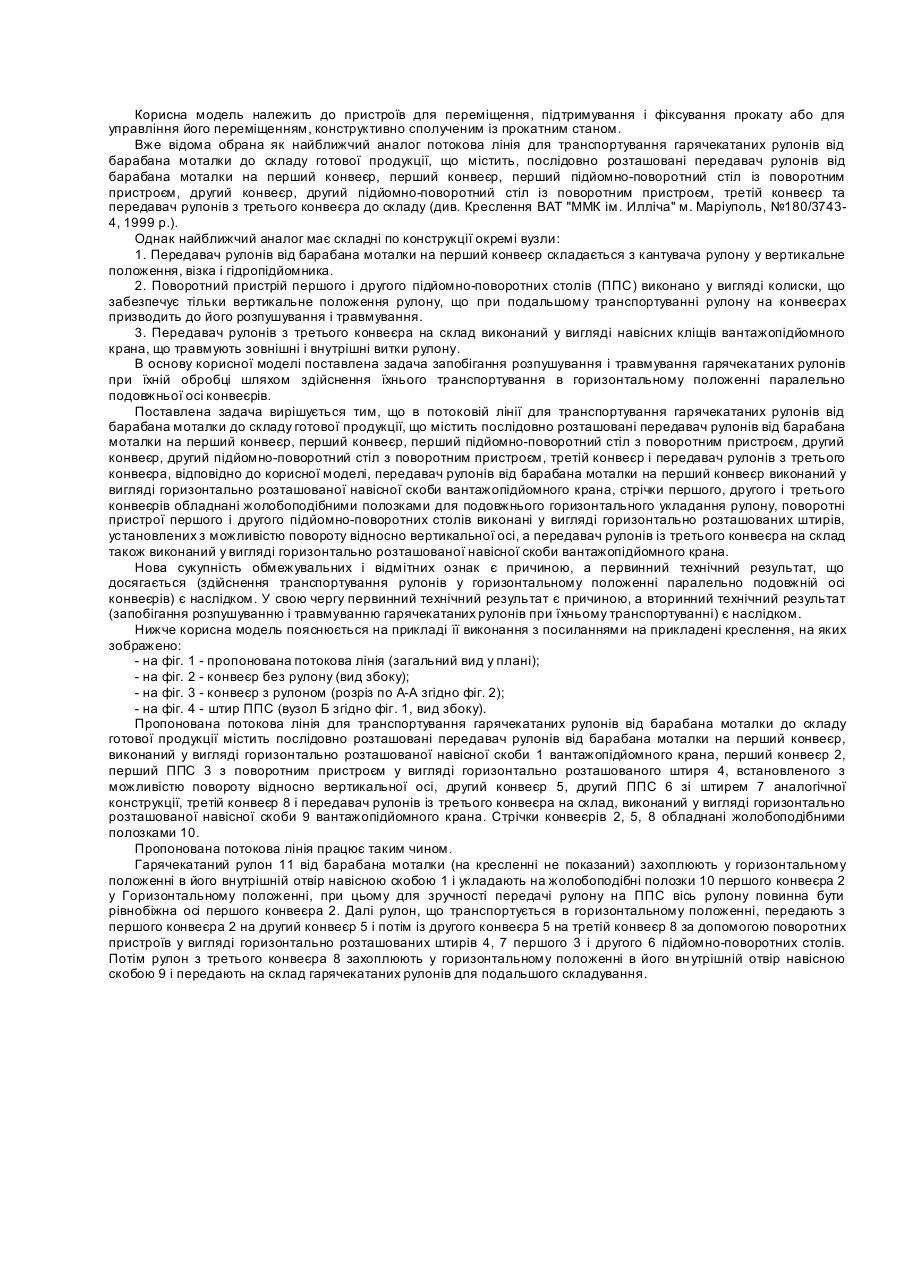
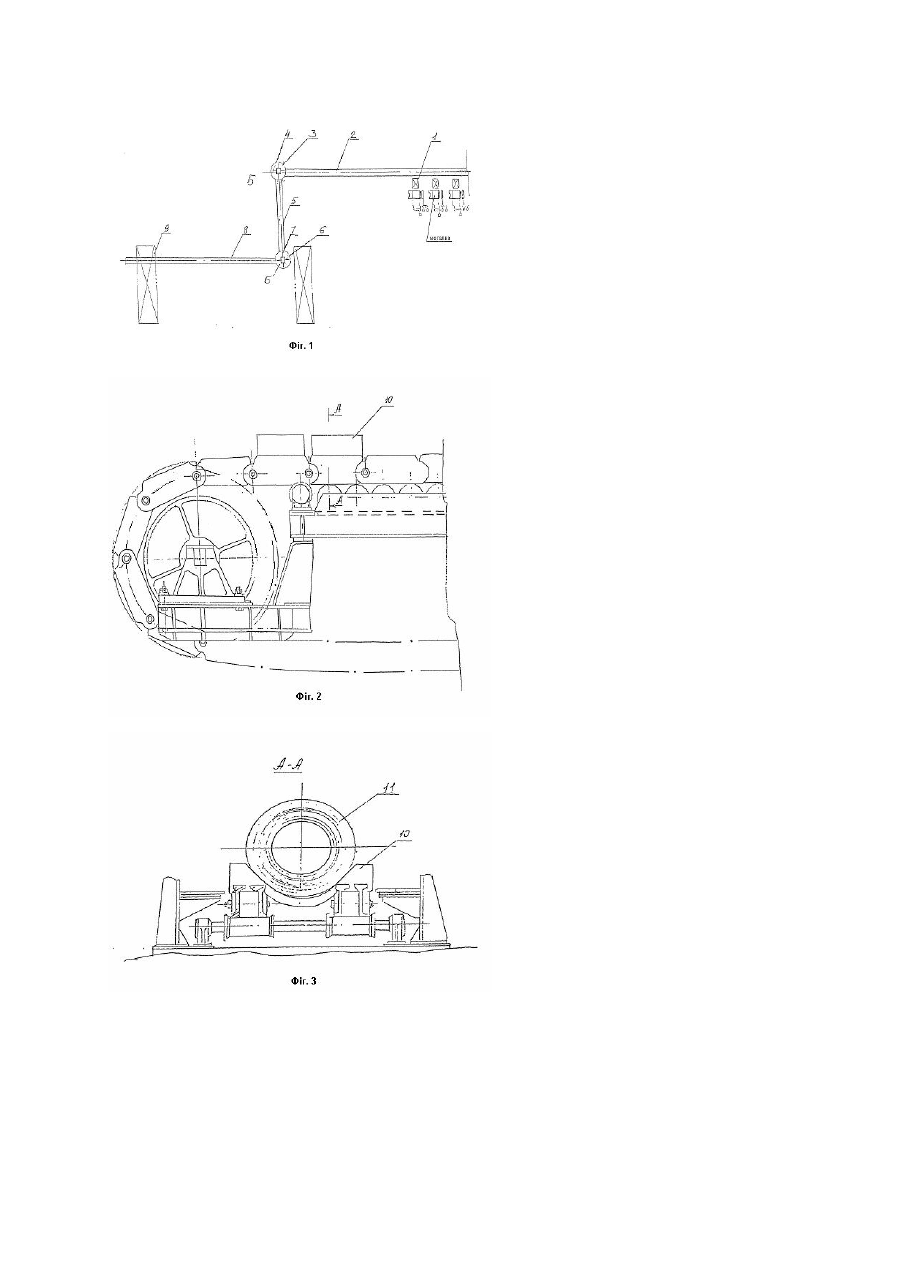
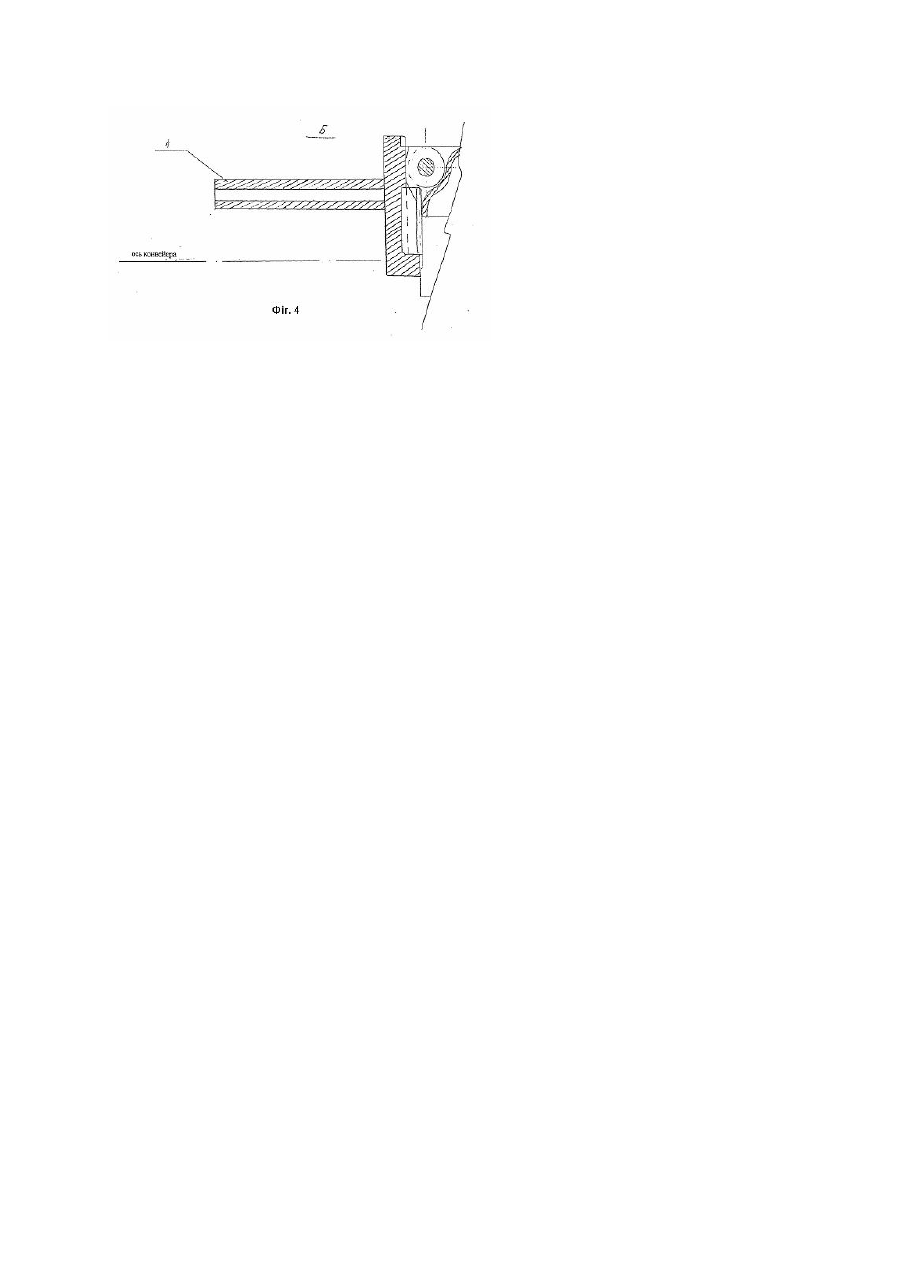
Корисна модель належить до пристроїв для переміщення, підтримування і фіксування прокату або для управління його переміщенням, конструктивно сполученим із прокатним станом. Вже відома обрана як найближчий аналог потокова лінія для транспортування гарячекатаних рулонів від барабана моталки до складу готової продукції, що містить, послідовно розташовані передавач рулонів від барабана моталки на перший конвеєр, перший конвеєр, перший підйомно-поворотний стіл із поворотним пристроєм, другий конвеєр, другий підйомно-поворотний стіл із поворотним пристроєм, третій конвеєр та передавач рулонів з третього конвеєра до складу (див. Креслення ВАТ "ММК ім. Илліча" м. Маріуполь, №180/37434, 1999 p.). Однак найближчий аналог має складні по конструкції окремі вузли: 1. Передавач рулонів від барабана моталки на перший конвеєр складається з кантувача рулону у вертикальне положення, візка і гідропідйомника. 2. Поворотний пристрій першого і другого підйомно-поворотних столів (ППС) виконано у вигляді колиски, що забезпечує тільки вертикальне положення рулону, що при подальшому транспортуванні рулону на конвеєрах призводить до його розпушування і травмування. 3. Передавач рулонів з третього конвеєра на склад виконаний у вигляді навісних кліщів вантажопідйомного крана, що травмують зовнішні і внутрішні витки рулону. В основу корисної моделі поставлена задача запобігання розпушування і травмування гарячекатаних рулонів при їхній обробці шляхом здійснення їхнього транспортування в горизонтальному положенні паралельно подовжньої осі конвеєрів. Поставлена задача вирішується тим, що в потоковій лінії для транспортування гарячекатаних рулонів від барабана моталки до складу готової продукції, що містить послідовно розташовані передавач рулонів від барабана моталки на перший конвеєр, перший конвеєр, перший підйомно-поворотний стіл з поворотним пристроєм, другий конвеєр, другий підйомно-поворотний стіл з поворотним пристроєм, третій конвеєр і передавач рулонів з третього конвеєра, відповідно до корисної моделі, передавач рулонів від барабана моталки на перший конвеєр виконаний у вигляді горизонтально розташованої навісної скоби вантажопідйомного крана, стрічки першого, другого і третього конвеєрів обладнані жолобоподібними полозками для подовжнього горизонтального укладання рулону, поворотні пристрої першого і другого підйомно-поворотних столів виконані у вигляді горизонтально розташованих штирів, установлених з можливістю повороту відносно вертикальної осі, а передавач рулонів із третього конвеєра на склад також виконаний у вигляді горизонтально розташованої навісної скоби вантажопідйомного крана. Нова сукупність обмежувальних і відмітних ознак є причиною, а первинний технічний результат, що досягається (здійснення транспортування рулонів у горизонтальному положенні паралельно подовжній осі конвеєрів) є наслідком. У свою чергу первинний технічний результат є причиною, а вторинний технічний результат (запобігання розпушуванню і травмуванню гарячекатаних рулонів при їхньому транспортуванні) є наслідком. Нижче корисна модель пояснюється на прикладі її виконання з посиланнями на прикладені креслення, на яких зображено: - на фіг. 1 - пропонована потокова лінія (загальний вид у плані); - на фіг. 2 - конвеєр без рулону (вид збоку); - на фіг. 3 - конвеєр з рулоном (розріз по А-А згідно фіг. 2); - на фіг. 4 - штир ППС (вузол Б згідно фіг. 1, вид збоку). Пропонована потокова лінія для транспортування гарячекатаних рулонів від барабана моталки до складу готової продукції містить послідовно розташовані передавач рулонів від барабана моталки на перший конвеєр, виконаний у вигляді горизонтально розташованої навісної скоби 1 вантажопідйомного крана, перший конвеєр 2, перший ППС 3 з поворотним пристроєм у вигляді горизонтально розташованого штиря 4, встановленого з можливістю повороту відносно вертикальної осі, другий конвеєр 5, другий ППС 6 зі штирем 7 аналогічної конструкції, третій конвеєр 8 і передавач рулонів із третього конвеєра на склад, виконаний у вигляді горизонтально розташованої навісної скоби 9 вантажопідйомного крана. Стрічки конвеєрів 2, 5, 8 обладнані жолобоподібними полозками 10. Пропонована потокова лінія працює таким чином. Гарячекатаний рулон 11 від барабана моталки (на кресленні не показаний) захоплюють у горизонтальному положенні в його внутрішній отвір навісною скобою 1 і укладають на жолобоподібні полозки 10 першого конвеєра 2 у Горизонтальному положенні, при цьому для зручності передачірулону на ППС вісь рулону повинна бути рівнобіжна осі першого конвеєра 2. Далі рулон, що транспортується в горизонтальному положенні, передають з першого конвеєра 2 на другий конвеєр 5 і потім із другого конвеєра 5 на третій конвеєр 8 за допомогою поворотних пристроїв у вигляді горизонтально розташованих штирів 4, 7 першого 3 і другого 6 підйомно-поворотних столів. Потім рулон з третього конвеєра 8 захоплюють у горизонтальному положенні в його вн утрішній отвір навісною скобою 9 і передають на склад гарячекатаних рулонів для подальшого складування.
ДивитисяДодаткова інформація
Назва патенту англійськоюConveyer for transfer of hot-rolled roll from the drum to the finished-products storage area
Автори англійськоюPeftiiev Volodymyr Mykhailovych, Shebanyts Eduard Mykolaiovych
Назва патенту російськоюПоточная линия для транспортировки горячекатаных рулонов от барабана на склад готовой продукции
Автори російськоюПефтиев Владимир Михайлович, Шебаниц Эдуард Николаевич
МПК / Мітки
МПК: B21B 39/02
Мітки: гарячекатаних, барабана, транспортування, потокова, продукції, складу, рулонів, готової, лінія
Код посилання
<a href="https://ua.patents.su/3-8026-potokova-liniya-dlya-transportuvannya-garyachekatanikh-ruloniv-vid-barabana-do-skladu-gotovo-produkci.html" target="_blank" rel="follow" title="База патентів України">Потокова лінія для транспортування гарячекатаних рулонів від барабана до складу готової продукції</a>
Пристрій для зберігання і транспортування склотари і готової продукції в горизонтальному положенні
Номер патенту: 4326
Опубліковано: 17.01.2005
Автори: Жарова Світлана Іванівна, Харчун Андрій Юрійович, Валіулін Геннадій Романович, Соколенко Анатолій Іванович
МПК: B65D 25/00, B65D 1/22
Мітки: продукції, зберігання, пристрій, готової, положенні, горизонтальному, склотари, транспортування
Формула / Реферат:
Пристрій для зберігання і транспортування склотари і готової продукції в горизонтальному положенні, що складається із чотирьох бокових стінок, дна на опорах з фіксуючими елементами для штабелювання і можливості захвата універсальним підлоговим і підвісним підйомно-транспортним обладнанням, який відрізняється тим, що дно пристрою складається із двох решіток, одна з яких встановлена з можливістю зворотно-поступального переміщення в бокових...
Піддон для транспортування рулонів
Номер патенту: 5472
Опубліковано: 15.03.2005
Автори: Ковальов Олександр Олександрович, Белих Генадій Миколайович, Аріх Сергій Георгійович, Ірха Віктор Миколайович, Голуб Ірина Миколаївна, Бойко Владимир Семенович
МПК: B65D 19/00
Мітки: рулонів, транспортування, піддон
Формула / Реферат:
1. Піддон для транспортування рулонів з листової сталі, що включає виконану по ширині піввагона раму з установленим пересувним упором, який відрізняється тим, що подовжні балки рами і замикаючі балки рами виконані з труби круглого перерізу, а рама оснащена пристроєм для фіксації упорів, виконаним у вигляді жорстко закріплених на периферійних поверхнях подовжніх балок, горизонтальних металевих смуг із поруч симетрично розташованими отворами,...
Універсальна потокова лінія для виробництва виробів із природного або штучного каменю
Номер патенту: 58623
Опубліковано: 15.08.2003
Автори: Кайма Ананій Васільєвіч, Шендеровіч Яков Єфімовіч
Мітки: універсальна, виробництва, штучного, виробів, лінія, потокова, каменю, природного
Формула / Реферат:
1. Універсальна автоматизована потокова лінія для виробництва виробів із природного або штучного каменю, що містить розпилювальне і шліфувально-полірувальне устаткування, замкнутий транспортер для міжопераційного переміщення заготовок природного каменю, установлених на кінематично зв'язаних із транспортером вагонетках, і механізм зсуву заготовок на заздалегідь задану величину товщини виробу, яка відрізняється тим, що транспортер для...
Знімач рулонів
Номер патенту: 47874
Опубліковано: 15.07.2002
Автори: Білобров Юрій Миколайович, Єршов Валентин Олександрович, Осокін Анатолій Андрійович, Тіщенко Андрій Михайлович
МПК: B21C 47/24
Формула / Реферат:
Знімач рулонів, до складу якого входять колиска, встановлена на візку, гідроциліндр вертикального переміщення і опорні ролики, який відрізняється тим, що він оснащений платформою, шарнірно з'єднаною зі штоком гідроциліндра вертикального переміщення, при цьому платформа і колиска виготовлені з упорними площадками, розміщеними з можливістю періодичної взаємодії, а опорні ролики закріплені на платформі, яка вільним кінцем шарнірно прикріплена до...
Знімач рулонів
Номер патенту: 39487
Опубліковано: 15.06.2001
Автор: Бортник Валерій Вікторович
МПК: B21C 47/24
Формула / Реферат:
Знімач рулонів, до сходу якого входять стаціонарна рама з розміщеними на ній платформою, колискою, приводами вертикального та горизонтального переміщення та напрямними, а також притисковий ролик з приводом, який відрізняється тим, що колиску встановлено з можливістю горизонтального переміщення по напрямним, що розміщені на платформі, котра встановлена з можливістю вертикального переміщення, при цьому приводи горизонтального переміщення...
Попередній патент: Пломба недоторканності “блок”
Наступний патент: Кабіна машиніста колодязного крана
Випадковий патент: Пристрій для вимірювання внутрішньокісткового тиску