Спосіб виготовлення форм по легкоплавких моделях
Номер патенту: 80372
Опубліковано: 10.09.2007
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
Формула / Реферат
1. Спосіб виготовлення ливарних форм по легкоплавких моделях, що включає нанесення на модель, виконану з замороженої води, матеріалів і виготовлення з них облицювальної вогнетривкої оболонки, додаткове зміцнення оболонки або формування її в контейнері з наповнювачем, який відрізняється тим, що матеріали, з яких виготовляють облицювальну вогнетривку оболонку, перед їх нанесенням охолоджують до температури нижче температури плавлення легкоплавкої моделі, а загальна тривалість виготовлення облицювальної вогнетривкої оболонки не перевищує часу нагрівання поверхні легкоплавкої моделі вище температури її плавлення при її взаємодії з навколишнім середовищем.
2. Спосіб за п. 1, який відрізняється тим, що час нагрівання поверхні легкоплавкої моделі до температури її плавлення при її взаємодії з навколишнім середовищем - повітрям, яким обмежена тривалість виготовлення облицювальної вогнетривкої оболонки, визначають по залежності:
![]() ,
,
де ![]() - час нагрівання зовнішньої поверхні моделі, с;
- час нагрівання зовнішньої поверхні моделі, с; ![]() - маса моделі, кг;
- маса моделі, кг; ![]() - питома теплоємність моделі,
- питома теплоємність моделі, ![]() ;
; ![]() - визначальний розмір, м;
- визначальний розмір, м; ![]() - критерій Нуссельта для вільного руху повітря;
- критерій Нуссельта для вільного руху повітря; ![]() - коефіцієнт теплопровідності навколишнього середовища,
- коефіцієнт теплопровідності навколишнього середовища, ![]() ;
; ![]() - площа поверхні моделі, м2;
- площа поверхні моделі, м2; ![]() - температура навколишнього середовища, К;
- температура навколишнього середовища, К; ![]() - початкова температура моделі, К;
- початкова температура моделі, К; ![]() - температура зовнішньої поверхні моделі, рівна температурі її плавлення, К.
- температура зовнішньої поверхні моделі, рівна температурі її плавлення, К.
Текст
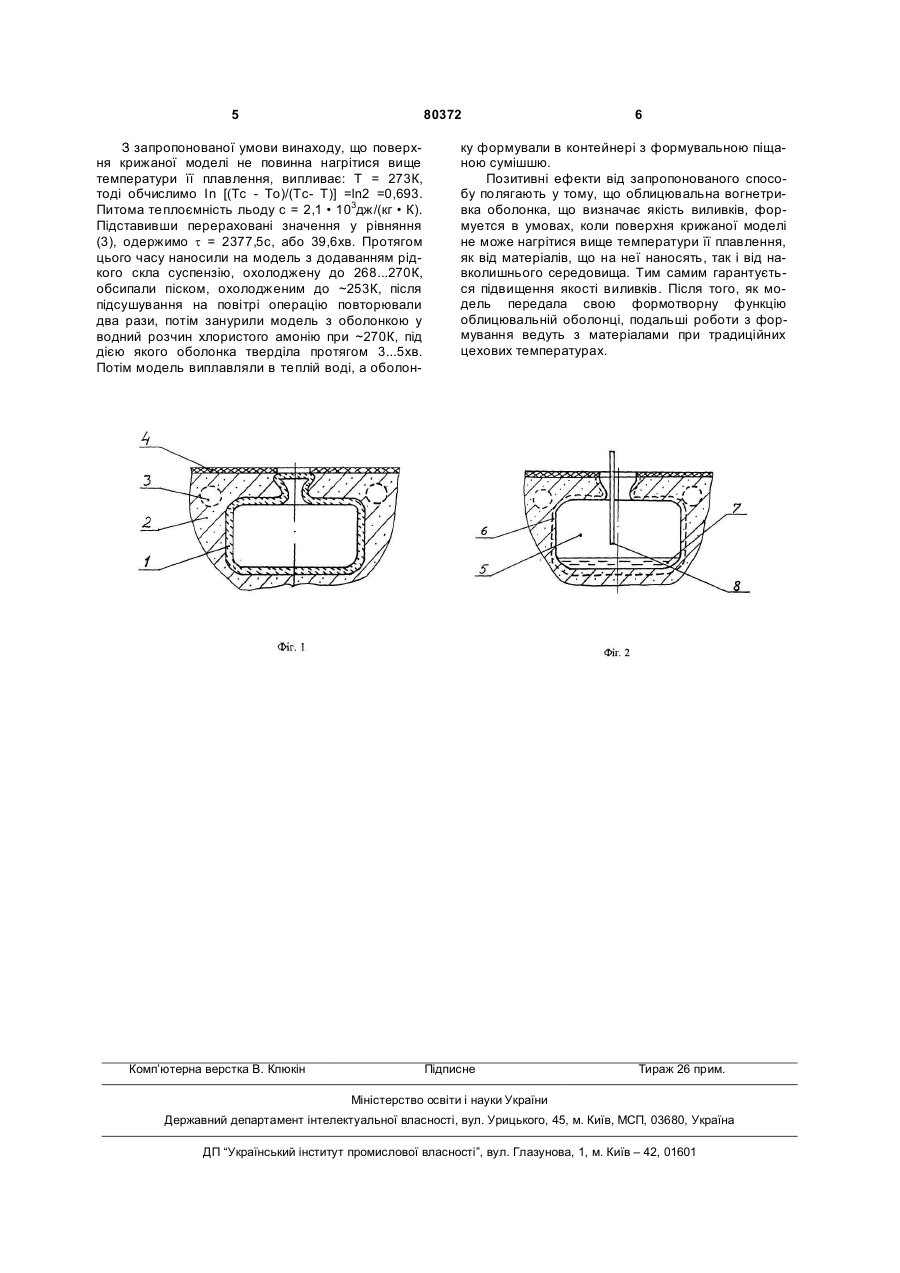
1. Спосіб виготовлення ливарних форм по легкоплавких моделях, що включає нанесення на модель, виконану з замороженої води, матеріалів і виготовлення з них облицювальної вогнетривкої C2 2 (11) 1 3 Заморожену нероз'ємну модель, що складається з льоду, можна віднести до виплавлюваних, що газифікуються (якщо вона тонкостінна порожниста) або що розчиняються. І тому найбільш близькими по технічній сутності й ефектові, що досягається, є процеси, засновані на способі виготовлення ливарних форм по легкоплавких моделях, що включають нанесення на модель матеріалів і виготовлення з них облицювальної вогнетривкої оболонки, додаткове зміцнення оболонки або формування її в контейнері з наповнювачем, описані в монографії [2]. Литье по выплавляемым моделям/ под. ред. Я. И. Шкленника и В. А. Озерова. М., 1961. Машгиз. С. 9,209-213. Ці способи мають ті недоліки, що описують технологію формування при традиційних температурах близько 293 К, а виготовлення форм по крижаній моделі при цих температурах практично неприпустимо, тому що танення моделі при контакті з матеріалами, що наносяться на неї, і навколишнім середовищем приведе до дефектів на виливках. Мета винаходу - підвищення якості виливків. Поставлена мета досягається тим, що в способі виготовлення ливарних форм по легкоплавких моделях, що включає нанесення на модель, виконану з замороженої води, матеріалів і виготовлення з них облицювальної вогнетривкої оболонки, додаткове зміцнення оболонки або формування її в контейнері з наповнювачем, відповідно до винаходу, матеріали, з яких виготовляють облицювальну вогнетривку оболонку, перед нанесенням охолоджують до температури нижче температури плавлення моделі, а загальна тривалість виготовлення облицювальної вогнетривкої оболонки не перевищує часу нагрівання при взаємодії з навколишнім середовищем поверхні моделі вище температури її плавлення. Крім того, відповідно до винаходу, час нагрівання при взаємодії з навколишнім середовищем - повітрям поверхні моделі до температури її плавлення, яким обмежена тривалість виготовлення облицювальної вогнетривкої оболонки, визначають по залежності: t = (m×c×d/ Nu • l • S) • In [(Тс - To) / (Тс - T)], де t - час нагрівання зовнішньої поверхні моделі, с; m - маса моделі, кг; с - питома теплоємність моделі, Дж/(кг • К); d приведена товщина моделі, м; Nu - критерій Нуссельта для вільного руху повітря; А, - коефіцієнт теплопровідності навколишнього середовища, Вт/(м • К); S - площа поверхні моделі, м2; Тс - температура навколишнього середовища, К; То - початкова температура моделі, К; Т - температура зовнішньої поверхні моделі, рівна температурі її плавлення, К. Облицювальні вогнетривкі оболонки, наносяться на модель по відомих технологіях з тією тільки різницею, що застосовувані хімічно твердючі суспензії, піски для обсипання, протипригарні фарби і т.п. матеріали попередньо охолоджують у холодильних установках. Ці оболонки фіксують форму моделі, але їхня міцність мала для взаємодії з металом, що заливається. Вони надалі не можуть застосовуватися самостійно, а лише з опорою, котру отримують на наступних технологічних операціях. Здійснення винаходу дає можли 80372 4 вість одержувати з охолоджених матеріалів, як мінімум, для трьох видів форм облицювальні * вогнетривкі оболонки на моделі з необхідними для подальших операцій властивостями, а наступні операції здійснюються з матеріалами при традиційних цехових температурах. З оболонок можуть виплавлятися моделі, і потім оболонки можуть формуватись в контейнері з наповнюючою сумішшю з в'яжучим (один вид форми), або піддаватися нанесенню на них ще декількох зміцнювальних шарів і застосовуватися без наповнюючих сумішей, як чисто оболонкові форми (другий вид). А також при нанесенні на тонкостінну порожнисту крижану модель облицювальної оболонки з низькою газопроникністю. Така оболонка може використовуватися аналогічно герметизувальній синтетичній плівці у вакуумній формі в контейнері з піщаним наповнювачем без зв'язуючих (третій вид), міцно утримуватися за рахунок присмоктування вакуумом до піщаного наповнювача, а тонкостінна модель газифікуватися при заливанні форми металом, або розплавлятися під температурою навколишнього середовища й усмоктуватися в піщаний наповнювач. Можливість розрахунку часу нагрівання крижаної моделі без танення до температури плавлення льоду заснована на наступних залежностях температури її зовнішньої поверхні від часу, отриманих з балансу для конвективного теплообміну [Грузман В. М., Иконников В. Я. Исследование нагрева замороженных форм./ Литейное производство. -1977.- №12, С. 16-17]. Т = Тс - (Тс - То) • е-кt, (1), де Т - температура зовнішньої поверхні моделі, К; Тс -температура навколишнього середовища, К; То - початкова температура моделі, К; t - час нагрівання зовнішньої поверхні моделі, с; к = (Nu • Xl• S) / (m • с • d), (2), де Nu - критерій Нуссельта для вільного руху повітря; l - коефіцієнт теплопровідності навколишнього середовища, Вт/(м • К); с - питома теплоємність моделі, Дж/(кг • К); S - площа поверхні моделі, м2; m - маса моделі, кг; d - приведена товщина моделі, м, що служить визначальним розміром, d =W / S, де W - об'єм моделі, м3, S - площа поверхні моделі, м2. Підставляючи рівняння (2) у рівняння (1) і визначаючи t, одержимо: t = (m×c×d/ Nu • l • S) • In [(Тс-To)/(Tc-T)],(3). Для конкретного прикладу розрахуємо т для крижаної моделі у виді циліндра висотою 0,1м, і діаметром 0,1м, тоді S = 0,047м2, m = 0,72кг при густині льоду 917кг/м3. При Тс = 293К для повітря X=0,0259Вт / (м • К). Окремо стосовно до повітря приміщення для вільної конвекції, розрахуємо Nu = 0,47 • Gr0,25 відповідно до посібника [Мамаев Н.И. Сборник практических заданий по теоретическим основам теплотехники.Ч.Ш: Учебное пособие. Махачкала: ИПЦ ДГУ, 2001], де Gr = b • d3 × g • DТ) / n 2, Gr - критерій Грасгофа, коефіцієнт об'ємного розширення повітря b = 1/Тс = 1/293 = 0,00341 (К1 ), d = =0,0167м, g = 9,81м/с 2, при То =253К різниця температур DT = Тс - То = 293 - 253 = 40 (К), коефіцієнт кінематичної в'язкості повітря n = 15,06 • 10-6м2/с. Підставляючи значення, одержимо Gr = 0,0275 • 106; Nu = 6,05. 5 80372 З запропонованої умови винаходу, що поверхня крижаної моделі не повинна нагрітися вище температури її плавлення, випливає: Т = 273К, тоді обчислимо In [(Тс - То)/(Тс- Т)] =ln2 =0,693. Питома теплоємність льоду с = 2,1 • 103дж/(кг • К). Підставивши перераховані значення у рівняння (3), одержимо t = 2377,5с, або 39,6хв. Протягом цього часу наносили на модель з додаванням рідкого скла суспензію, охолоджену до 268...270К, обсипали піском, охолодженим до ~253К, після підсушування на повітрі операцію повторювали два рази, потім занурили модель з оболонкою у водний розчин хлористого амонію при ~270К, під дією якого оболонка тверділа протягом 3...5хв. Потім модель виплавляли в теплій воді, а оболон Комп’ютерна верстка В. Клюкін 6 ку формували в контейнері з формувальною піщаною сумішшю. Позитивні ефекти від запропонованого способу полягають у тому, що облицювальна вогнетривка оболонка, що визначає якість виливків, формуется в умовах, коли поверхня крижаної моделі не може нагрітися вище температури її плавлення, як від матеріалів, що на неї наносять, так і від навколишнього середовища. Тим самим гарантується підвищення якості виливків. Після того, як модель передала свою формотворну функцію облицювальній оболонці, подальші роботи з формування ведуть з матеріалами при традиційних цехових температурах. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of mold preparation using fusible patterns
Автори англійськоюShynskyi Oleh Yosypovych, Doroshenko Volodymyr Stepanovych
Назва патенту російськоюСпособ изготовления форм по легкоплавким моделям
Автори російськоюШинский Олег Иосифович, Дорошенко Владимир Степанович
МПК / Мітки
МПК: B22C 9/22, B22C 9/02, B22C 7/00, B22C 9/04, B22C 9/00
Мітки: спосіб, виготовлення, форм, легкоплавких, моделях
Код посилання
<a href="https://ua.patents.su/3-80372-sposib-vigotovlennya-form-po-legkoplavkikh-modelyakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення форм по легкоплавких моделях</a>
Спосіб вакуумного формування по легкоплавких моделях
Номер патенту: 80235
Опубліковано: 27.08.2007
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
Мітки: вакуумного, моделях, формування, спосіб, легкоплавких
Формула / Реферат:
1. Спосіб вакуумного формування по легкоплавких моделях, що включає засипання моделі піском, розплавлення моделі й усмоктування продуктів її розплавлення в пісок під дією вакууму, нанесення герметизуючого покриття на поверхню утвореної порожнини форми, який відрізняється тим, що герметизуюче покриття наносять шляхом осадження герметизуючого матеріалу при фільтруванні продуктів розплавлення моделі, у яку попередньо вводять цей...
Спосіб виготовлення відливків по моделях, що виплавляються, з титанових сплавів
Номер патенту: 18702
Опубліковано: 25.12.1997
Автори: Розбігаєв Ігор Альфредович, Биков Ігор Дмитрович, Кондратов Іван Якович, Клочихін Валерій Григорович, Биков Олег Ігоревич
МПК: B22D 23/00
Мітки: титанових, виготовлення, сплавів, моделях, відливків, спосіб, виплавляються
Формула / Реферат:
Способ изготовления отливок по выплавляемым моделям из титановых сплавов, включающий изготовление формы, заливку, газостатическое уплотнение отливок, оτличающийся тем, что вначале сплав заливают в форму, не заполняя полость прибыли перед газостатическим уплотнением определяют размеры усадочных пор, например рентгеновским методом, уточняют месторасположение вмятин после газостатического уплотнения, после чего при последующем изготовлении...
Спосіб виготовлення металевих ливарних форм
Номер патенту: 51030
Опубліковано: 15.11.2002
Автори: Ладохін Сергій Васильович, Левицький Микола Іванович, Аникін Юрій Пилипович, Мірошниченко Володимир Іванович
МПК: B22D 15/00
Мітки: ливарних, виготовлення, металевих, форм, спосіб
Формула / Реферат:
Спосіб виготовлення металевих ливарних форм, що включає формування зовнішніх габаритів і робочої порожнини, який відрізняється тим, що формування зовнішніх габаритів і робочої порожнини мідної форми здійснюється методом лиття у вакуумі з застосуванням електронно-променевої плавки.
Суспензія для виготовлення ливарних форм по моделям, що виплавляються
Номер патенту: 37036
Опубліковано: 16.04.2001
Автори: Сімановський Віктор Михайлович, Вольська Віталія Валентинівна, Шинський Олег Йосипович, Прач Тетяна Вікторівна
МПК: B22C 1/00
Мітки: виготовлення, форм, моделям, ливарних, виплавляються, суспензія
Текст:
...що відповідає 950°С, а також короткочасній дії більш високої температури в процесі заливки форм металом. Дана суспензія відрізняється від відомої тим, то додання в суспензію порошку алюмінію у вигляді пилу підвищує термічну міцність оболонки, а також гарантує її при тривалому контакті рідкого металу з формою, що має місце при одержанні відливок методом направленої кристалізації. Крім того, додавання порошку алюмінію не викликає...
Спосіб виготовлення ливарних магнітних форм
Номер патенту: 17070
Опубліковано: 16.07.2001
Автори: Католіченко Володимир Іванович, Шинський Олег Йосипович, Ткачук Ігор Володимирович, Васильєв Ігор Борисович
МПК: B22C 9/00
Мітки: виготовлення, магнітних, ливарних, форм, спосіб
Формула / Реферат:
Способ изготовления литейных магнитных форм, включающий установку в опоку газифицируемой модели, заполнение опоки ферромагнитным сыпучим материалом и упрочнение его вибрацией и магнитным полем, отличающийся тем, что опоку, с установленной в ней моделью, заполняют ферромагнитным сыпучим материалом с различной начальной температурой, причем, участки, соответствующие термическим узлам и массивным сечениям отливки - материалом с отрицательной...
Попередній патент: Фільтрувальний патрон і пристрій для фільтрування рідин
Наступний патент: Розчин інтерферону для назального та очного застосування
Випадковий патент: Спосіб підвищення маси мікробульби картоплі та прискорення бульбоутворення в культурі in vitro