Полімерний стрижневий ізолятор
Номер патенту: 81043
Опубліковано: 26.11.2007
Автори: Оводов Андрій Васильович, Злаказов Олександр Борисович
Формула / Реферат
Полімерний стрижневий ізолятор, що містить склопластиковий електроізоляційний стрижень і еластичні юбочні елементи, з'єднані між собою і стрижнем зв'язувальною речовиною, при цьому юбочні елементи виконані у вигляді корпусу з осьовим отвором і кільцевим ребром, який відрізняється тим, що зовнішня поверхня корпусу юбочних елементів виконана конічною, а кут нахилу ![]() твірної конічної поверхні корпусу юбочних елементів до осі не перевищує 12°.
твірної конічної поверхні корпусу юбочних елементів до осі не перевищує 12°.![]()
Текст
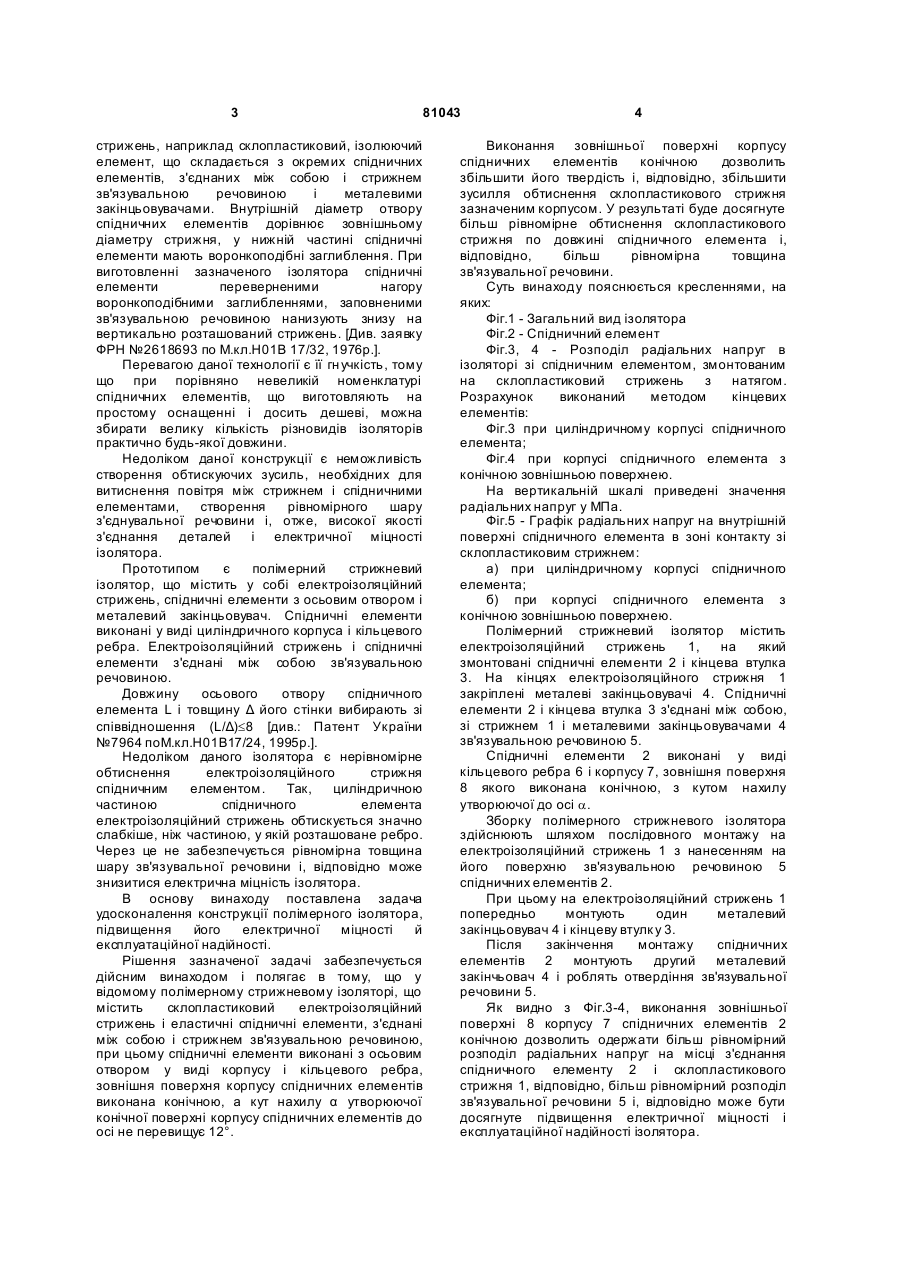
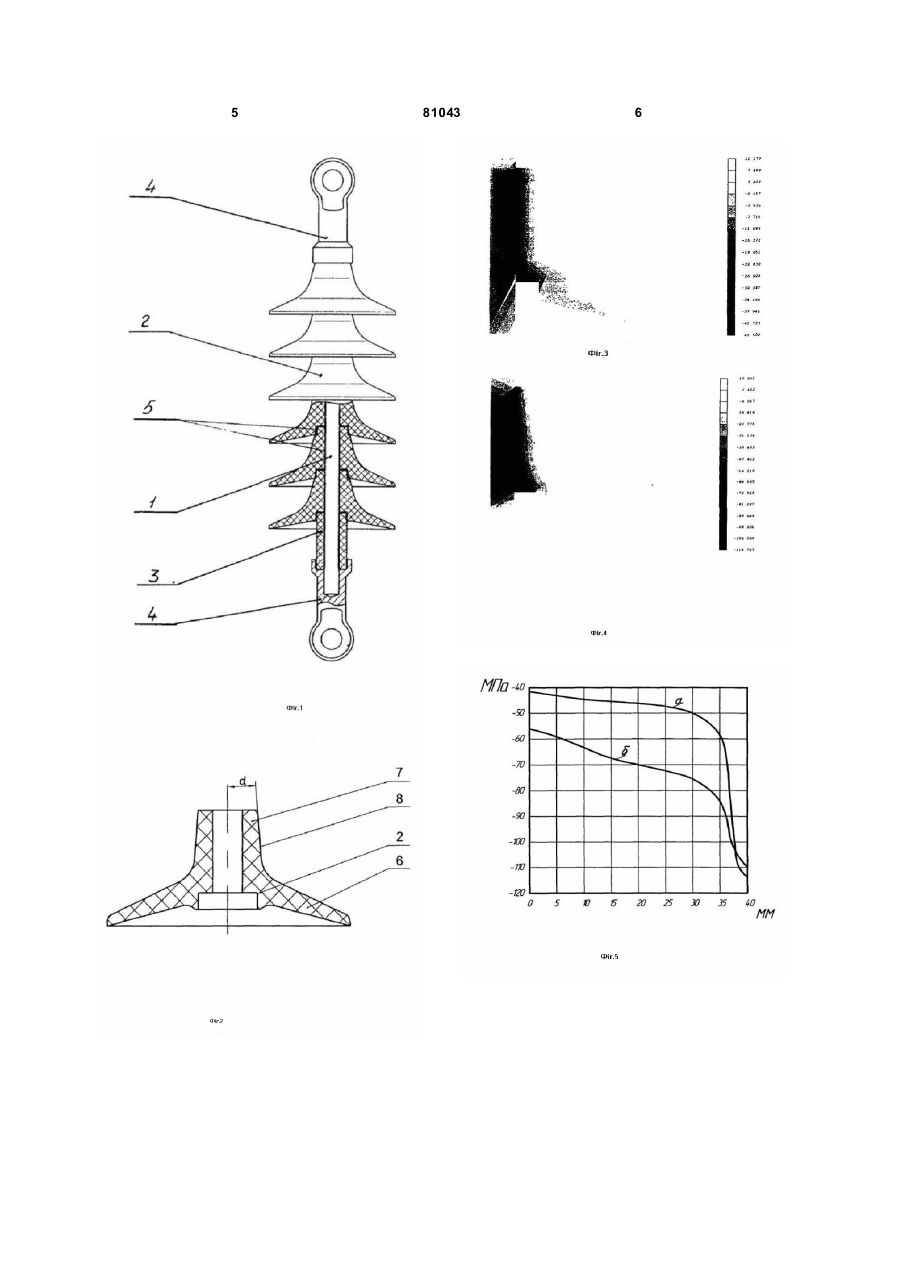
Полімерний стрижневий ізолятор, що містить склопластиковий електроізоляційний стрижень і еластичні юбочні елементи, з'єднані між собою і стрижнем зв'язувальною речовиною, при цьому юбочні елементи виконані у вигляді корпусу з осьовим отвором і кільцевим ребром, який відрізняє ться тим, що зовнішня поверхня корпусу юбочних елементів виконана конічною, а кут нахилу a твірної конічної поверхні корпусу Винахід відноситься до області електротехніки, а саме, до полімерних ізоляторів з єластомерними спідничними елементами, з'єднаними зв'язувальною речовиною зі склопластиковим стрижнем. Відомі полімерні стрижневі ізолятори, що містять склопластиковий стрижень, електроізоляційний елемент, з'єднані між собою зв'язувальною речовиною, а також металеві наконечники, при цьому ізоляційний елемент виконаний у виді суцільнолитого, монолітного циліндричного корпусу з кільцевими ребрами. [Див. Патенти України 52084 А по Μкл. Η 01Β 17/20, 2002p.; №60950 по Μкл. Н01В 17/00,2005р.] Виконання ізоляційного елементу у вигляді суцільнолитої оболонки, що не має стиків між ребрами дозволить підвищити якість виготовлення ізоляторів, забезпечити їхню високу електричну міцність та експлуатаційну надійність. Однак зазначені ізолятори мають два основних недоліки, що обмежують можливість їхнього широкого застосування. Першим з них є складна конструкція пресоснастки, застосовуваної для виготовлення ізоляційного елемента через що зазначена пресоснастка є трудомісткою у виготовленні і дуже дорогою. Фактично на виготовлення однієї пресформи іде до декількох місяців. Це веде до подорожчання ізоляторів, що випускаються, і, відповідно, зниженню їхньої конкурентноздатності в порівнянні з іншими видами ізоляторів. При цьому на кожен тип ізоляторів, а їх нараховуються десятки, необхідна своя пресоснастка. Другим недоліком зазначених ізоляторів є те, що в процесі їхнього виготовлення в склопластиковому стрижні можлива поява дефектів, а саме поверхневих тріщин і мікротріщин, що практично неможливо знайти при вихідному контролі і які виявляються в процесі експлуатації ізоляторів, приводячи до їх внутрішнього електричного пробою і передчасного виходу з ладу. Це пов'язано з особливостями технології виготовлення даного виду ізоляторів, при якій формування ізоляційної суцільнолитої оболонки здійснюють безпосередньо на склопластиковому стрижні. При цьому гумову суміш упорскують у форму під великим тиском, а вулканізація сформованої оболонки відбувається при критичній для склопластика температурі 130140°С протягом досить тривалого часу (5-20хв.). Вплив даних факторів у сукупності може привести до порушення цілісності склопластикового стрижня, що знайти практично неможливо. Відомий також полімерний стрижневий ізолятор, що включає електроізоляційний (19) UA (11) 81043 (13) C2 юбочних елементів до осі не перевищує 12°. 3 81043 стрижень, наприклад склопластиковий, ізолюючий елемент, що складається з окремих спідничних елементів, з'єднаних між собою і стрижнем зв'язувальною речовиною і металевими закінцьовувачами. Внутрішній діаметр отвору спідничних елементів дорівнює зовнішньому діаметру стрижня, у нижній частині спідничні елементи мають воронкоподібні заглиблення. При виготовленні зазначеного ізолятора спідничні елементи переверненими нагору воронкоподібними заглибленнями, заповненими зв'язувальною речовиною нанизують знизу на вертикально розташований стрижень. [Див. заявку ФРН №2618693 по М.кл.Н01В 17/32, 1976р.]. Перевагою даної технології є її гн учкість, тому що при порівняно невеликій номенклатурі спідничних елементів, що виготовляють на простому оснащенні і досить дешеві, можна збирати велику кількість різновидів ізоляторів практично будь-якої довжини. Недоліком даної конструкції є неможливість створення обтискуючих зусиль, необхідних для витиснення повітря між стрижнем і спідничними елементами, створення рівномірного шару з'єднувальної речовини і, отже, високої якості з'єднання деталей і електричної міцності ізолятора. Прототипом є полімерний стрижневий ізолятор, що містить у собі електроізоляційний стрижень, спідничні елементи з осьовим отвором і металевий закінцьовувач. Спідничні елементи виконані у виді циліндричного корпуса і кільцевого ребра. Електроізоляційний стрижень і спідничні елементи з'єднані між собою зв'язувальною речовиною. Довжину осьового отвору спідничного елемента L і товщину Δ його стінки вибирають зі співвідношення (L/Δ)£8 [див.: Патент України №7964 поМ.кл.Н01В17/24, 1995р.]. Недоліком даного ізолятора є нерівномірне обтиснення електроізоляційного стрижня спідничним елементом. Так, циліндричною частиною спідничного елемента електроізоляційний стрижень обтискується значно слабкіше, ніж частиною, у якій розташоване ребро. Через це не забезпечується рівномірна товщина шару зв'язувальної речовини і, відповідно може знизитися електрична міцність ізолятора. В основу винаходу поставлена задача удосконалення конструкції полімерного ізолятора, підвищення його електричної міцності й експлуатаційної надійності. Рішення зазначеної задачі забезпечується дійсним винаходом і полягає в тому, що у відомому полімерному стрижневому ізоляторі, що містить склопластиковий електроізоляційний стрижень і еластичні спідничні елементи, з'єднані між собою і стрижнем зв'язувальною речовиною, при цьому спідничні елементи виконані з осьовим отвором у виді корпусу і кільцевого ребра, зовнішня поверхня корпусу спідничних елементів виконана конічною, а кут нахилу α утворюючої конічної поверхні корпусу спідничних елементів до осі не перевищує 12°. 4 Виконання зовнішньої поверхні корпусу спідничних елементів конічною дозволить збільшити його твердість і, відповідно, збільшити зусилля обтиснення склопластикового стрижня зазначеним корпусом. У результаті буде досягнуте більш рівномірне обтиснення склопластикового стрижня по довжині спідничного елемента і, відповідно, більш рівномірна товщина зв'язувальної речовини. Суть винаходу пояснюється кресленнями, на яких: Фіг.1 - Загальний вид ізолятора Фіг.2 - Спідничний елемент Фіг.3, 4 - Розподіл радіальних напруг в ізоляторі зі спідничним елементом, змонтованим на склопластиковий стрижень з натягом. Розрахунок виконаний методом кінцевих елементів: Фіг.3 при циліндричному корпусі спідничного елемента; Фіг.4 при корпусі спідничного елемента з конічною зовнішньою поверхнею. На вертикальній шкалі приведені значення радіальних напруг у МПа. Фіг.5 - Графік радіальних напруг на внутрішній поверхні спідничного елемента в зоні контакту зі склопластиковим стрижнем: а) при циліндричному корпусі спідничного елемента; б) при корпусі спідничного елемента з конічною зовнішньою поверхнею. Полімерний стрижневий ізолятор містить електроізоляційний стрижень 1, на який змонтовані спідничні елементи 2 і кінцева втулка 3. На кінцях електроізоляційного стрижня 1 закріплені металеві закінцьовувачі 4. Спідничні елементи 2 і кінцева втулка 3 з'єднані між собою, зі стрижнем 1 і металевими закінцьовувачами 4 зв'язувальною речовиною 5. Спідничні елементи 2 виконані у виді кільцевого ребра 6 і корпусу 7, зовнішня поверхня 8 якого виконана конічною, з кутом нахилу утворюючої до осі a. Зборку полімерного стрижневого ізолятора здійснюють шляхом послідовного монтажу на електроізоляційний стрижень 1 з нанесенням на його поверхню зв'язувальною речовиною 5 спідничних елементів 2. При цьому на електроізоляційний стрижень 1 попередньо монтують один металевий закінцьовувач 4 і кінцеву втулк у 3. Після закінчення монтажу спідничних елементів 2 монтують другий металевий закінчьовач 4 і роблять отвердіння зв'язувальної речовини 5. Як видно з Фіг.3-4, виконання зовнішньої поверхні 8 корпусу 7 спідничних елементів 2 конічною дозволить одержати більш рівномірний розподіл радіальних напруг на місці з'єднання спідничного елементу 2 і склопластикового стрижня 1, відповідно, більш рівномірний розподіл зв'язувальної речовини 5 і, відповідно може бути досягнуте підвищення електричної міцності і експлуатаційної надійності ізолятора. 5 81043 6
ДивитисяДодаткова інформація
Назва патенту англійськоюPolymer rod insulator
Автори англійськоюZlakazov Oleksandr Borysovych, Ovodov Andrii Vasyliovych
Назва патенту російськоюПолимерный стержневой изолятор
Автори російськоюЗлаказов Александр Борисович, Оводов Андрей Васильевич
МПК / Мітки
МПК: H01B 17/24, H01B 17/00
Мітки: стрижневий, ізолятор, полімерний
Код посилання
<a href="https://ua.patents.su/3-81043-polimernijj-strizhnevijj-izolyator.html" target="_blank" rel="follow" title="База патентів України">Полімерний стрижневий ізолятор</a>
Полімерний стрижневий ізолятор
Номер патенту: 14722
Опубліковано: 15.05.2006
Автори: Оводов Андрій Васильович, Злаказов Олександр Борисович
МПК: H01B 17/24
Мітки: стрижневий, ізолятор, полімерний
Формула / Реферат:
Полімерний стрижневий ізолятор, що містить склопластиковий електроізоляційний стрижень і еластичні юбочні елементи, з'єднані між собою і стрижнем зв'язувальною речовиною, при цьому юбочні елементи виконані у вигляді корпусу з осьовим отвором і кільцевим ребром, який відрізняється тим, що зовнішня поверхня корпусу юбочних елементів виконана конічною з максимальним діаметром у зоні кільцевого ребра, а кут нахилу
Полімерний стрижневий ізолятор
Номер патенту: 80622
Опубліковано: 10.10.2007
Автори: Оводов Андрій Васильович, Злаказов Олександр Борисович
МПК: H01B 17/24, H01B 17/00, H01B 17/14
Мітки: полімерний, ізолятор, стрижневий
Формула / Реферат:
Полімерний стрижневий ізолятор, що містить електроізоляційний стрижень з металевими закінцьовувачами і з'єднані між собою і стрижнем зв'язувальною речовиною юбочні елементи, виконані з осьовим отвором у вигляді корпусу і кільцевого ребра, який відрізняється тим, що осьовий отвір юбочного елемента виконано конічним, при цьому діаметри у основах d1, d2 і довжину L конічного осьового отвору юбочного елемента вибирають із співвідношення
Полімерний стрижневий ізолятор
Номер патенту: 14801
Опубліковано: 15.05.2006
Автори: Злаказов Олександр Борисович, Оводов Андрій Васильович
МПК: H01B 17/24
Мітки: полімерний, стрижневий, ізолятор
Формула / Реферат:
Полімерний стрижневий ізолятор, що містить електроізоляційний стрижень з металевими окінцьовувачами, і з'єднані між собою і стрижнем зв'язувальною речовиною юбочні елементи з осьовим отвором, виконані у вигляді корпусу і кільцевого ребра, який відрізняється тим, що осьовий отвір юбочного елемента виконано конічним з максимальним діаметром у зоні кільцевого ребра, при цьому діаметри
Полімерний стрижневий ізолятор
Номер патенту: 17445
Опубліковано: 15.09.2006
Автори: Шупік Микола Семенович, Злаказов Олександр Борисович, Сиченко Віктор Григорович, Оводов Андрій Васильович
МПК: H01B 17/24
Мітки: ізолятор, стрижневий, полімерний
Формула / Реферат:
Полімерний стрижневий ізолятор, що містить склопластиковий електроізоляційний стрижень з металевими закінцьовувачами і, з'єднані між собою і стрижнем зв'язувальною речовиною еластичні юбочні елементи, виконані з осьовим отвором у вигляді корпусу і кільцевого ребра, який відрізняється тим, що діаметр осьового отвору еластичного юбочного елемента виконаний меншим, ніж діаметр склопластикового електроізоляційного стрижня, при цьому відношення...
Полімерний стрижневий ізолятор
Номер патенту: 22350
Опубліковано: 25.04.2007
Автори: Оводов Андрій Васильович, Злаказов Олександр Борисович
МПК: H01B 17/20
Мітки: ізолятор, стрижневий, полімерний
Формула / Реферат:
1. Полімерний стрижневий ізолятор, що містить електроізоляційний склопластиковий стрижень з металевими закінцьовувачами і сполучений з електроізоляційним склопластиковим стрижнем і металевими закінцьовувачами зв'язувальною речовиною ізоляційний елемент, виконаний у вигляді циліндричного корпуса з кільцевими ребрами, що мають конусоподібне заглиблення в нижній частині, кут нахилу твірної конусоподібного заглиблення до площі його основи α...
Попередній патент: Важільна вирівнювальна система упорного підшипника
Наступний патент: Спосіб підвищення коефіцієнта корисної дії установок комбінованого циклу
Випадковий патент: Рибна кормова добавка