Маркування трубних з’єднань
Номер патенту: 81123
Опубліковано: 10.12.2007
Автори: Зійслінг Дйюрре Ганс, Дімітріадіс Клістеніс, Ден Боуер Йоханіс Йозефу, Коул Ентоні Томас
Формула / Реферат
1. Процес маркування положення трубного з'єднання, що включає створення порожнини в торцевій поверхні однієї з труб, які повинні з'єднуватись, введення маркера у вказану порожнину та наступне з'єднання торців труб, який відрізняється тим, що торці труб з'єднують зварюванням.
2. Процес за п. 1, який відрізняється тим, що торці труб з'єднують ковальським зварюванням.
3. Процес за одним з пп. 1 або 2, який відрізняється тим, що труби мають переважно дископодібні торцеві поверхні, що притискаються одна до одної, коли торці труб з'єднуються.
4. Процес за п. 1, який відрізняється тим, що маркер містить електронну етикетку, магнітний або радіоактивний матеріал.
5. Процес за одним з пп. 1 - 4, який відрізняється тим, що порожнину створюють механічною обробкою вказаної торцевої поверхні у центрі або близько до центра.
6. Колона зі з'єднаних труб, де маркер встановлений в порожнині, яка є суміжною до торцевої поверхні принаймні однієї з труб, яка відрізняється тим, що вказана торцева поверхня є звареною з торцевою поверхнею труби, що прилягає до неї.
7. Колона за п. 6, яка відрізняється тим, що вказані торцеві поверхні мають переважно дископодібну форму та є з'єднаними шляхом ковальського зварювання.
8. Колона за п. 7, яка відрізняється тим, що велика кількість з'єднань забезпечена маркерами.
9. Колона за п. 8, яка відрізняється тим, що кожний маркер виконий з можливістю передавати радіо-, магнітний, радіоактивний або інший сигнал, що піддається розпізнаванню і який є відмінним від сигналу будь-якого іншого маркера.
10. Колона за одним з пп. 6 - 9, яка відрізняється тим, що вказана колона є колоною нафтового родовища та/або бурильною колоною.
Текст
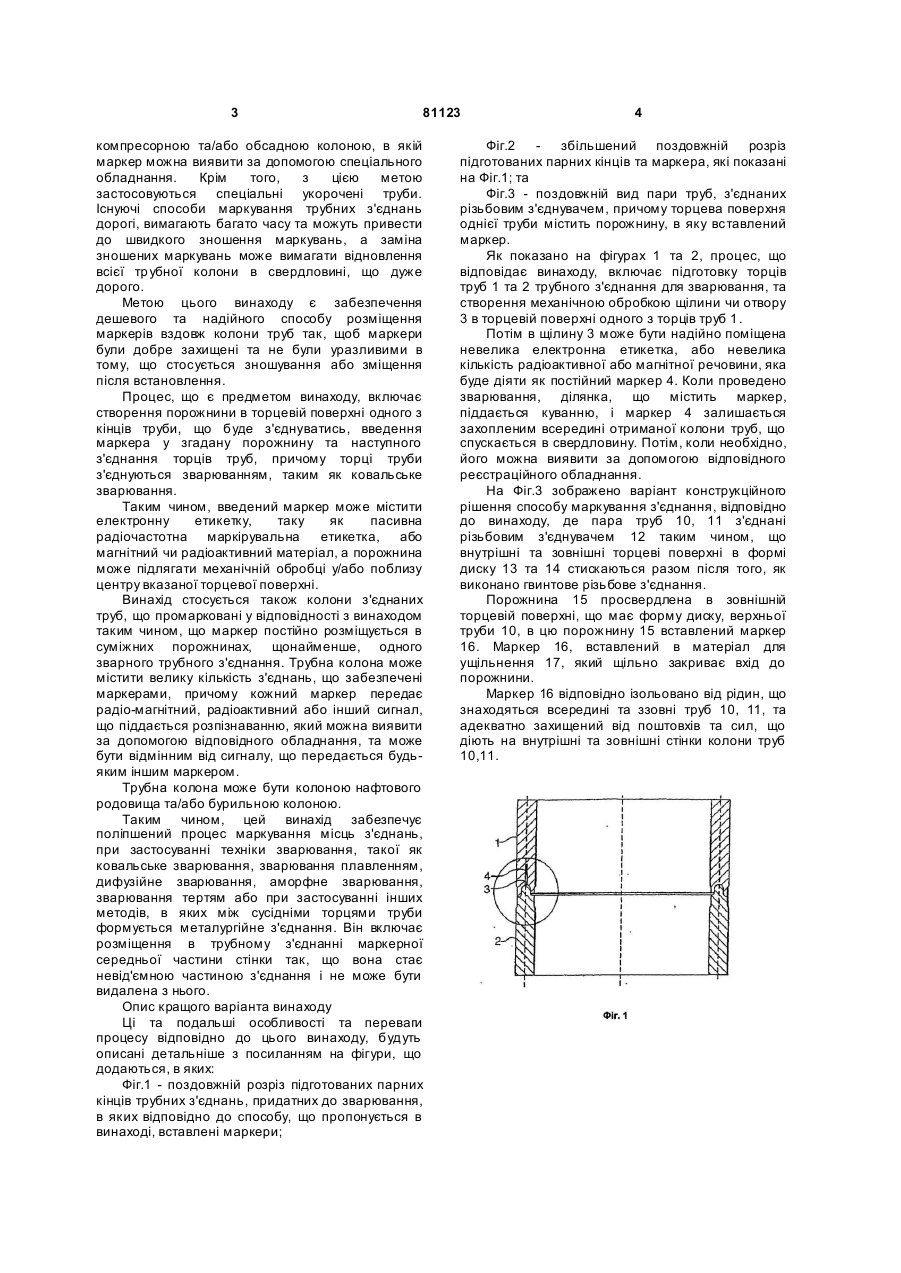
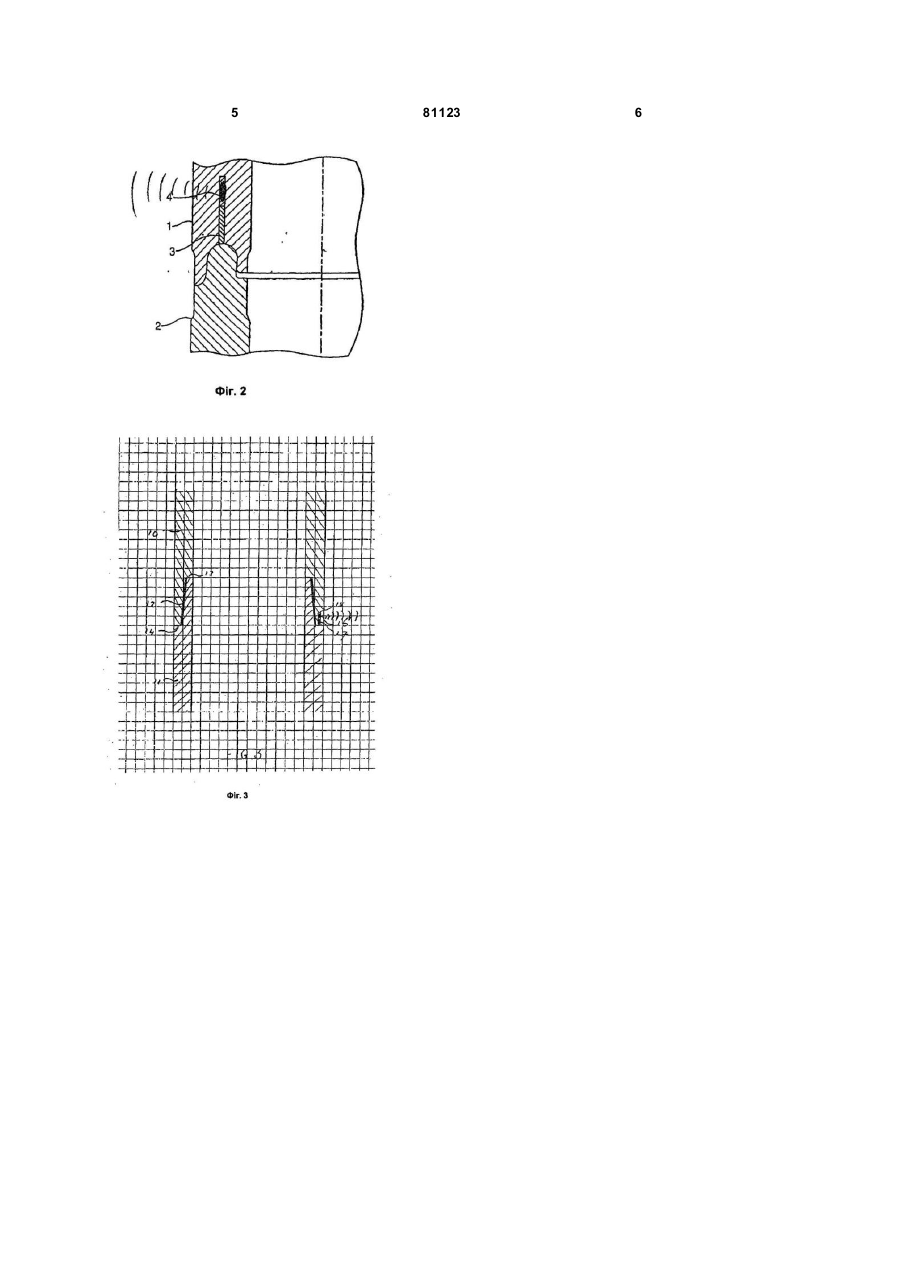
1. Процес маркування положення трубного з'єднання, що включає створення порожнини в торцевій поверхні однієї з труб, які повинні з'єднуватись, введення маркера у вказану порожнину та наступне з'єднання торців труб, який відрізняє ться тим, що торці труб з'єдн ують зварюванням. 2. Процес за п. 1, який відрізняється тим, що торці труб з'єдн ують ковальським зварюванням. 3. Процес за одним з пп. 1 або 2, який відрізняє ться тим, що тр уби мають переважно дископодібні торцеві поверхні, що притискаються одна до одної, коли торці труб з'єднуються. C2 2 (19) 1 3 81123 компресорною та/або обсадною колоною, в якій маркер можна виявити за допомогою спеціального обладнання. Крім того, з цією метою застосовуються спеціальні укорочені труби. Існуючі способи маркування трубних з'єднань дорогі, вимагають багато часу та можуть привести до швидкого зношення маркувань, а заміна зношених маркувань може вимагати відновлення всієї тр убної колони в свердловині, що дуже дорого. Метою цього винаходу є забезпечення дешевого та надійного способу розміщення маркерів вздовж колони труб так, щоб маркери були добре захищені та не були уразливими в тому, що стосується зношування або зміщення після встановлення. Процес, що є предметом винаходу, включає створення порожнини в торцевій поверхні одного з кінців труби, що буде з'єднуватись, введення маркера у згадану порожнину та наступного з'єднання торців труб, причому торці труби з'єднуються зварюванням, таким як ковальське зварювання. Таким чином, введений маркер може містити електронну етикетку, таку як пасивна радіочастотна маркірувальна етикетка, або магнітний чи радіоактивний матеріал, а порожнина може підлягати механічній обробці у/або поблизу центру вказаної торцевої поверхні. Винахід стосується також колони з'єднаних труб, що промарковані у відповідності з винаходом таким чином, що маркер постійно розміщується в суміжних порожнинах, щонайменше, одного зварного трубного з'єднання. Трубна колона може містити велику кількість з'єднань, що забезпечені маркерами, причому кожний маркер передає радіо-магнітний, радіоактивний або інший сигнал, що піддається розпізнаванню, який можна виявити за допомогою відповідного обладнання, та може бути відмінним від сигналу, що передається будьяким іншим маркером. Трубна колона може бути колоною нафтового родовища та/або бурильною колоною. Таким чином, цей винахід забезпечує поліпшений процес маркування місць з'єднань, при застосуванні техніки зварювання, такої як ковальське зварювання, зварювання плавленням, дифузійне зварювання, аморфне зварювання, зварювання тертям або при застосуванні інших методів, в яких між сусідніми торцями труби формується металургійне з'єднання. Він включає розміщення в трубному з'єднанні маркерної середньої частини стінки так, що вона стає невід'ємною частиною з'єднання і не може бути видалена з нього. Опис кращого варіанта винаходу Ці та подальші особливості та переваги процесу відповідно до цього винаходу, будуть описані детальніше з посиланням на фігури, що додаються, в яких: Фіг.1 - поздовжній розріз підготованих парних кінців трубних з'єднань, придатних до зварювання, в яких відповідно до способу, що пропонується в винаході, вставлені маркери; 4 Фіг.2 збільшений поздовжній розріз підготованих парних кінців та маркера, які показані на Фіг.1; та Фіг.3 - поздовжній вид пари труб, з'єднаних різьбовим з'єднувачем, причому торцева поверхня однієї труби містить порожнину, в яку вставлений маркер. Як показано на фігурах 1 та 2, процес, що відповідає винаходу, включає підготовку торців труб 1 та 2 трубного з'єднання для зварювання, та створення механічною обробкою щілини чи отвору 3 в торцевій поверхні одного з торців труб 1 . Потім в щілину 3 може бути надійно поміщена невелика електронна етикетка, або невелика кількість радіоактивної або магнітної речовини, яка буде діяти як постійний маркер 4. Коли проведено зварювання, ділянка, що містить маркер, піддається куванню, і маркер 4 залишається захопленим всередині отриманої колони труб, що спускається в свердловину. Потім, коли необхідно, його можна виявити за допомогою відповідного реєстраційного обладнання. На Фіг.3 зображено варіант конструкційного рішення способу маркування з'єднання, відповідно до винаходу, де пара труб 10, 11 з'єднані різьбовим з'єднувачем 12 таким чином, що внутрішні та зовнішні торцеві поверхні в формі диску 13 та 14 стискаються разом після того, як виконано гвинтове різьбове з'єднання. Порожнина 15 просвердлена в зовнішній торцевій поверхні, що має форму диску, верхньої труби 10, в цю порожнину 15 вставлений маркер 16. Маркер 16, вставлений в матеріал для ущільнення 17, який щільно закриває вхід до порожнини. Маркер 16 відповідно ізольовано від рідин, що знаходяться всередині та ззовні труб 10, 11, та адекватно захищений від поштовхів та сил, що діють на внутрішні та зовнішні стінки колони труб 10,11. 5 81123 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMarking the tubular joints
Автори англійськоюCole Anthony Thomas, Dimitriadis Klisthenis, Zijsling Djurre Hans
Назва патенту російськоюМаркировка трубных соединений
Автори російськоюКоул Энтони Томас, Димитриадис Клистенис, Зийслинг Дйюрре Ганс
МПК / Мітки
МПК: E21B 17/00, F16L 13/00, G01V 15/00, F16L 15/00, E21B 47/00
Мітки: маркування, трубних, з'єднань
Код посилання
<a href="https://ua.patents.su/3-81123-markuvannya-trubnikh-zehdnan.html" target="_blank" rel="follow" title="База патентів України">Маркування трубних з’єднань</a>
Спосіб облаштування стаціонарної бази для зварювання трубних секцій

Номер патенту: 65371
Опубліковано: 15.03.2004
Автори: Пачес Людмила Миколаївна, Банахевич Юрій Володимирович, Ротачов Юрій Васильович, Гривнак Олег Іванович, Савула Степан Федорович, Іткін Олександр Феліксович, Дьомін Юрій Миколайович, Прима Станіслав Костянтинович
МПК: B23K 37/04, F16L 1/06, F16L 1/024
Мітки: трубних, секцій, спосіб, базі, зварювання, облаштування, стаціонарної
Формула / Реферат:
Спосіб облаштування стаціонарної бази для зварювання труб у трубні секції, який включає облаштування ділянки поздовжнього зведення та обертання труб, що зварюються у трубні секції, монтажу центруючого пристрою, який відрізняється тим, що ділянку поздовжнього зведення та обертання труб, що зварюються у трубні секції, монтажу центруючого пристрою виконують укладанням опорного горизонтального шару паралельних труб та розміщенням на них...
Спосіб виготовлення трубних виробів з цирконієвих сплавів (варіанти)
Номер патенту: 53696
Опубліковано: 17.02.2003
Автори: АКТУГАНОВА Єлєна Ніколаєвна, Лосіцкій Анатолій Францєвіч, БУХОВЦЄВ Віктор Фьодоровіч, СЄЛІВЄРСТОВ Владімір Фьодоровіч, Нікуліна Антоніна Васільєвна, Заводчіков Сєргєй Юрьєвіч, ШЄВНІН Юрій Павловіч, Бочаров Олєг Вікторовіч, Котрєхов Владімір Андрєєвіч
МПК: C22C 16/00, G21C 3/02, C22F 1/18, G21C 3/32
Мітки: сплавів, спосіб, варіанти, цирконієвих, трубних, виробів, виготовлення
Формула / Реферат:
1. Спосіб виготовлення трубних виробів з бінарних цирконієвих сплавів, який включає виготовлення зливка, його попередню бета-деформаційну обробку до одержання вихідної заготовки, одержання трубної заготовки шляхом гарячого формування вихідної заготовки при температурі існування альфа-цирконію, холодне деформування трубної заготовки з проміжними відпалами при температурі існування альфа-цирконію та доводку її до готового виробу, який...
Автоматизована система контролю прямолінійності трубних виробів
Номер патенту: 64177
Опубліковано: 16.02.2004
Автори: Карпаш Максим Олегович, Боднар Роман Тарасович
Мітки: виробів, система, прямолінійності, автоматизована, контролю, трубних
Формула / Реферат:
Автоматизована система контролю прямолінійності трубних виробів, що включає джерело випромінювання і впливу на об'єкт контролю, блок сканування, блок вимірювання, блоки первинного та вторинного перетворення інформації, блоки обробки, індикації та представлення інформації, яка відрізняється тим, що додатково введено засоби стабілізації положення контрольованого виробу у процесі контролю, завантажувальні та розвантажувальні пристрої, виконавчі...
Система забезпечення захисту продукції, спосіб аутентифікації захищеного виробу (варіанти), захисне маркування та виріб, який має захисне маркування
Номер патенту: 72018
Опубліковано: 17.01.2005
Автори: Еггер Філіп, Мюллер Едгар
МПК: C09K 11/77, G06K 7/01, G06K 19/06, G06K 7/12
Мітки: захисту, варіанти, маркування, захисне, продукції, виробу, виріб, забезпечення, спосіб, аутентифікації, система, має, захищеного
Формула / Реферат:
1. Система забезпечення захисту продукції, що включає- щонайменше один частотопідвищувальний матеріал, який включає щонайменше один іон-активатор, що має дискретні енергетичні рівні, як принаймні частину захисного маркування, і - один пристрій для аутентифікації, яка відрізняється тим, що пристрій для аутентифікації включає щонайменше одне джерело електромагнітного випромінювання з щонайменше однією попередньо вибраною довжиною...
Установка для складання і зварювання трубних секцій
Номер патенту: 3763
Опубліковано: 27.12.1994
Автори: Кіпніс Ілля Аронович, Солтис Віталій Петрович, Іткін Олександр Феліксович, Григоренко Анатолій Іванович, Харченко Олександр Кирилович
МПК: B23K 37/04
Мітки: установка, секцій, складання, зварювання, трубних
Формула / Реферат:
1. Установка для сборки и сварки трубных секций, включающая смонтированные на основании и соединенные между собой покатями линию подготовки концов труб с машинами для зачистки торцов труб, линию сварки с транспортным устройством, сварочной установкой и передвижной от привода захват для труб, содержащий тележку с перемещающейся в направляющих опорной скобой, прижимной скобой и приводом перемещения опорной скобы, отличающаяся тем, что прижимная...
Попередній патент: Спосіб примусової вентиляції повітряних прошарків вентильованих фасадів
Наступний патент: Композиція для лікування серцевих захворювань на основі екстрактів з кореня radix salviae та рanax notogingseng, спосіб її приготування та застосування
Випадковий патент: Спосіб переміщення тіла в повітряному просторі і устрій для його здійснення