Автоматизована система контролю прямолінійності трубних виробів
Номер патенту: 64177
Опубліковано: 16.02.2004
Формула / Реферат
Автоматизована система контролю прямолінійності трубних виробів, що включає джерело випромінювання і впливу на об'єкт контролю, блок сканування, блок вимірювання, блоки первинного та вторинного перетворення інформації, блоки обробки, індикації та представлення інформації, яка відрізняється тим, що додатково введено засоби стабілізації положення контрольованого виробу у процесі контролю, завантажувальні та розвантажувальні пристрої, виконавчі механізми, як джерело випромінювання введено оптичний квантовий генератор з перетворювачем електромагнітного випромінювання в електричний сигнал, а блок сканування представлений оптико-волоконною системою, причому джерело випромінювання і перетворювач встановлюються на об'єкт контролю з можливістю суцільного сканування внутрішньої поверхні об'єкта контролю.
Текст
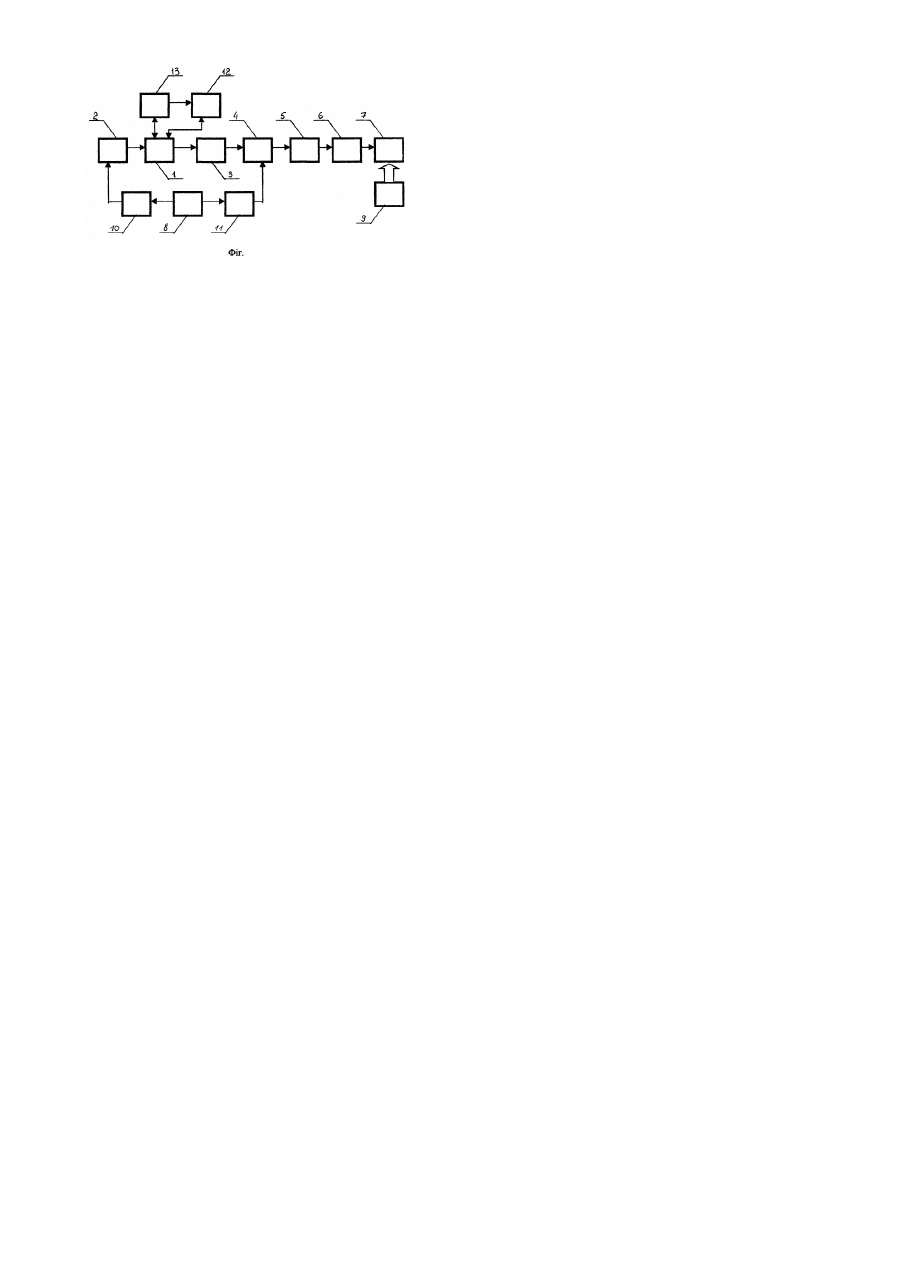
Винахід належить до неруйнівного контролю в нафтогазовидобувній галузі, а саме - до вимірювальноінформаційних систем контролю якості труб нафтового сортаменту і може бути використаний у інших галузях, де необхідна індикація та контроль відхилення від прямолінійності трубних виробів. Винахід можна застосовувати в моніторингу рівня надійності для оцінки стабільності параметрів трубопроводів, а також у виробництві трубних виробів для сертифікації та контролю якості. Згідно з вимогами діючих норм та правил, труби можуть бути використані тільки після того, як механічними випробуваннями зразків, взятих від кожної партії однієї плавки або окремої труби, буде доведена відповідність їх вимогам ДСТУ та ТУ. Кривизна при цьому не повинна перевищувати 1.3мм на 1м довжини, а загальна кривизна не більше 0.2% всієї довжини труби [ГОСТ 632-80 "Трубы обсадные и муфты к ним. Методы испытаний; ГОСТ 631-75 "Трубы бурильные с высаженными концами и муфты к ним"]. Загальну кривизну вимірюють за допомогою шнура, натягнутого між кінцями труби. Просвіт між натягнутим шнуром і твірною труби (стріла прогину) вимірюють сталевою лінійкою. Ця величина, виміряна по середині труби, не повинна перевищувати 1/2000 довжини всієї труби. Кривизну на кінцевих ділянках труби визначають як частку від ділення стріли прогину в міліметрах на відстань від місця виміру до найближчого кінця труби в метрах [Эксплуатация бурильных труб. Эрлих Г.М., Изд. «Недра», 1969г.]. Однак, цей вибірковий метод контролю, із застосуванням лінійки і шнура, який в даний час використовують на бурових підприємствах для визначення прямолінійності труб, неекономічний, малоефективний, призводить до великої кількості пропущених бракованих труб і таких негативних наслідків, як: викривлення стовбура свердловини, що ускладнює весь процес буріння і призводить до інтенсивного зношування бурильних труб; більше витрачається енергії для їх обертання; у викривленій свердловині при спуско-підіймальних операціях непрямолінійних труб виникають різні ускладнення, що призводить до аварій; у викривленій свердловині труби сильніше вигинаються, знаходяться у більш напружено-деформованому стані, внаслідок чого збільшується кількість їх відмов; інтенсивне тертя викривленої труби об стінку стовбура свердловини, яке найбільше із вигнутої сторони, сприяє обвалам порід, ушкодженню різьб труб, їх обрив; при експлуатації викривлені свердловини частіше виходять з ладу внаслідок обводнення, викликаного протиранням обсадних колон насосно-компресорними трубами; видобуток нафти викривленими трубами пов'язаний із великими технічними труднощами (розриви штанг, протирання насосних труб, збільшення навантаження); внаслідок значного тертя у викривленій свердловині між стінками і трубами переміщення штоку затримується і коефіцієнт корисної дії глибинного насоса зменшується; викривлені свердловини при розвідувальному бурінні при підрахунках запасів нафти дають невірний результат, неправильну орієнтацію глибини залягання продуктивних горизонтів і характер і. нафтогазоносності та водонасиченості, що призводить до невиправданих витрат ресурсів та коштів. Із вищенаведеного слідує, що контроль прямолінійності труб відноситься до одних із найважливіших при проведенні різноманітних операцій у нафтогазовидобувній галузі, тому перевірка труб, надійність і мала трудомісткість контрольних операцій процесу перевірки покладені в основу створеного винаходу. За показник надійності прийнята імовірність здійснення покладених на пристрій функцій контролю в заданих умовах контролю. Відомий лазерний вимірювач непрямолінійності, призначений для контролю координатних переміщень верстатів, прямолінійності напрямних верстатів та інших протяжних виробів. Прилад складається із оптикомеханічного блоку, блоку відбивача, електронного блоку аналогової обробки сигналів, мікропроцесора та принтера. Принцип дії приладу полягає в тому, що лазерне випромінювання із оптико-механічного блоку падає на відбивач, встановлений на контрольованому об'єкті. При поздовжньому переміщенні і відбивача по об'єкту, поперечні переміщення відбивача викликають відповідні відхилення відбитого випромінювання, які перетворюються у електричні сигнали у фотоприймачі оптико-механічного блоку. Ці сигнали піддаються аналогоцифровій обробці в електронному блоці і мікропроцесорі, результати вимірювань фіксуються на цифровому табло у вигляді двох графіків профілів у вертикальній та горизонтальній площинах з двома значеннями відхилення від прямолінійності у цих площинах. (Прототип. База Internet – http://www.uran.spb.su/pluk/p7.htm). Відомий вимірювач використовують для визначення непрямолінійності протяжних лінійних об'єктів з автоматичною обробкою результатів вимірювань в реальному масштабі часу. Однак, внаслідок конструктивних особливостей його неможливо застосувати для контролю та індикації непрямолінійності трубних виробів, оскільки для визначення цього параметра необхідно, щоб сканування об'єкта контролю було суцільним по його внутрішній поверхні, що вимагає введення нових елементів та іншої принципово-вимірювальної схеми. В основу винаходу поставлено задачу створення автоматизованої системи контролю прямолінійності трубних виробів, яка шляхом введення нових, конструктивно і функціонально пов'язаних елементів забезпечувала б отримання вірогідної інформації про параметри контролю при дотриманні певних принципів та правил теорії розпізнання образу, що дозволило б автоматизувати процес контролю якості трубних виробів та підвищити його ефективність. Задача вирішується тим, що у лазерний вимірювач непрямолінійності, що містить джерело випромінювання і впливу на об'єкт контролю, блок сканування, блок вимірювання, блоки первинного та вторинного перетворення інформації, блоки обробки, індикації та представлення інформації, додатково введено засоби стабілізації положення контрольованого виробу у процесі контролю, завантажувальні та розвантажувальні пристрої, виконавчі механізми, де в якості джерела випромінювання введено електромагнітний лазер (оптичний квантовий випромінювач) з перетворювачем електромагнітного випромінювання в електричний сигнал. Блок сканування представлений оптико-волоконною системою сканування, причому джерело випромінювання і перетворювач встановлені таким чином, що можливим стає суцільне сканування внутрішньої поверхні трубних виробів. В основу побудови автоматизованої системи контролю прямолінійності покладений оптичний метод неруйнівного контролю якості. По виміряним значенням кривизни труби стає можливим виявляти дефективне відхилення від прямолінійності, з високою достовірністю оцінити образ дефекту та ідентифікувати його у відповідності із заданими граничними значеннями параметру кривизни і прийняти рішення про відсутність або наявність дефекту, на підставі якого виріб виводиться із експлуатації. Ефективність застосування автоматизованої системи визначається її принциповими перевагами у порівнянні із візуальним оглядом: надійність, вірогідність отриманої інформації, продуктивність, зменшення трудовитрат і часових затрат. Система може використовуватись на всіх етапах виробництва та експлуатації трубних виробів. Її ефективність визначається скороченням сумарних витрат на розробку, виробництво та експлуатацію трубних виробів. На етапі виробництва за допомогою системи розробляють основні технічні вимоги до еталону і критерії прийомки труб. На етапі виробництва і випробувань дослідної партії труб систему можна використовувати для відробки технологічних процесів і конструкцій, по результатам контролю вносити зміни з метою дотримання відповідності технічним вимогам до якості трубних виробів. При експлуатації і ремонті трубних виробів за допомогою системи попереджаються аварії і зменшуються експлуатаційні витрати, збільшуються строки експлуатації і міжремонтні періоди; підвищується надійність роботи в комплексі система-оператор, що характеризується точністю контрольний операцій протягом часу контролю прямолінійності в заданих умовах контролю. Джерелом випромінювання в системі введений оптичний квантовий генератор (лазер) оскільки геометричні розміри, визначення кривизни, електричні та магнітні параметри циліндричних об'єктів колового січення доцільно контролювати за допомогою перетворювачів електромагнітного випромінювання в електричний сигнал, що визначає оптимальні умови контролю. Випромінювання лазера володіє властивістю просторової та часової когерентності, тобто одночасністю коливань у просторі і часі. Випромінювання лазера здійснюється практично на одній фіксованій частоті. Застосування оптичного квантового генератора у поєднанні з оптиковолоконною системою сканування об'єкта дозволяє отримати високу, за рахунок когерентності і монохроматичності випромінювання, точність і якість контролю трубних виробів на предмет відхилення від прямолінійності. Застосування у винаході оптично-волоконної системи дозволяє передавати зображення буз спотворень на великі відстані по будь-якому криволінійному профілю, що значно розширює функціональні можливості системи. В процесі сканування потрібно підтримувати постійний зазор між джерелом електромагнітного випромінювання, перетворювачем та контрольованим виробом. Рухи перетворювача і джерела повинні бути обертовими і синхронними відносно нерухомої труби. З цією метою у систему введено засіб стабілізації об'єкта контролю та виконавчі механізми (крокові двигуни). Перетворювач вибраний і встановлений таким чином, щоб отримати максимальну чутливість і роздільну здатність. Таким чином, інформація про дефект - відхилення від прямолінійності - є безперервною функцією положення випромінювача випромінювання, завдяки чому отримується максимальний об'єм інформації по всій довжині труби. Суть винаходу пояснюється кресленням, де на фіг. - структурна схема заявленої автоматизованої системи контролю прямолінійності трубних виробів. Автоматизована система контролю прямолінійності трубних виробів містить об'єкт контролю 1, джерело 2 випромінювання, оптичну систему 3, перетворювач 4, підсилювач 5, блок 6 обробки інформації, блок 7 представлення інформації, блок 8 управління, систему 9 зору оператора, крокові двигуни 10, 11, засіб 12 стабілізації контрольованого виробу (труби), завантажувальні 13 та розвантажувальні пристрої. Система працює наступним чином. Робота системи основана на безперервній індикації відхилення від прямолінійності трубних виробів і можлива у двох режимах. Згідно з першим, система автоматично вимірює параметри кривизни і результати висвітлює на екрані дисплея, які оператор оцінює візуально і приймає рішення про розбраковку виробу. Згідно з другим режимом автоматизованого контролю, система відповідно до розробленого алгоритму обробки інформації подає команди на виконавчі механізми розсортування продукції. Труби, прямолінійність яких при попередньому огляді викликає сумніви, відсортовують і відкладають для огляду системою на завантажувально-розвантажувальний пристрій 13, з якого труба поступає на засіб стабілізації контрольованого виробу 12, де фіксується таким чином, щоб в процесі сканування підтримувався постійний зазор між джерелом електромагнітного лазерного випромінювання 2, перетворювачем 4 та контрольованим виробом 1. Електромагнітне лазерне випромінювання проходить крізь об'єкт контролю, фокусується оптичною системою 3 на робочу поверхню перетворювача електромагнітного випромінювання 4 в електричний сигнал. Вхідна інформація передається на блок обробки інформації 6 шляхом попереднього підсилення сигналу підсилювачем 5 для подальшої вторинної обробки. За рахунок синхронного обертання випромінювача 2 і перетворювача 4 кроковими двигунами 10, 11 інформація про кривизну є безперервною функцією положення лазера, і таким чином знімається максимальний об'єм інформації по всій довжині трубного виробу. Отриманий підсилений електричний сигнал з перетворювача 4 поступає на блок обробки інформації 6 і блок представлення інформації 7, де перетворюється в динамічні зображення досліджуваного випромінювання. Блоки кількісно характеризують рівень кривизни відповідно до розробленого алгоритму обробки інформації, розпізнають образ і характер кривизни, порівнюють контрольований та еталонний об'єкти і відповідно до програмованих команд подають сигнали на відбраковку труб. Інформація про результати контролю або представляється на індикаційному табло системи, або, згідно з другим режимом роботи системи, сигнал поступає на виконавчі механізми для автоматичного відсортування продукції і розвантажувальних-завантажувальних робіт пристроями 12,13.
ДивитисяДодаткова інформація
Назва патенту англійськоюAutomated system for monitoring straightness of pipe workpieces
Автори англійськоюBondar Roman Tarasovych, Karpash Maksym Olehovych
Назва патенту російськоюАвтоматизированная система контроля прямолинейности трубных изделий
Автори російськоюБоднар Роман Тарасович, Карпаш Максим Олегович
МПК / Мітки
Мітки: автоматизована, прямолінійності, система, трубних, контролю, виробів
Код посилання
<a href="https://ua.patents.su/3-64177-avtomatizovana-sistema-kontrolyu-pryamolinijjnosti-trubnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Автоматизована система контролю прямолінійності трубних виробів</a>
Спосіб виготовлення трубних виробів з цирконієвих сплавів (варіанти)
Номер патенту: 53696
Опубліковано: 17.02.2003
Автори: Нікуліна Антоніна Васільєвна, СЄЛІВЄРСТОВ Владімір Фьодоровіч, АКТУГАНОВА Єлєна Ніколаєвна, БУХОВЦЄВ Віктор Фьодоровіч, Бочаров Олєг Вікторовіч, Заводчіков Сєргєй Юрьєвіч, ШЄВНІН Юрій Павловіч, Лосіцкій Анатолій Францєвіч, Котрєхов Владімір Андрєєвіч
МПК: C22F 1/18, C22C 16/00, G21C 3/02, G21C 3/32
Мітки: виробів, виготовлення, спосіб, сплавів, варіанти, цирконієвих, трубних
Формула / Реферат:
1. Спосіб виготовлення трубних виробів з бінарних цирконієвих сплавів, який включає виготовлення зливка, його попередню бета-деформаційну обробку до одержання вихідної заготовки, одержання трубної заготовки шляхом гарячого формування вихідної заготовки при температурі існування альфа-цирконію, холодне деформування трубної заготовки з проміжними відпалами при температурі існування альфа-цирконію та доводку її до готового виробу, який...
Автоматизована система контролю
Номер патенту: 60890
Опубліковано: 15.10.2003
Автор: Кучмієв Володимир Гавриїлович
МПК: G06F 11/30
Мітки: система, контролю, автоматизована
Формула / Реферат:
Автоматизована система контролю, що містить шину вхідних даних, об'єкт контролю, шину вихідних даних, схему порівняння, причому шина вхідних даних з'єднана з входами об'єкта контролю, виходи якого з'єднані з шиною вихідних даних, яка відрізняється тим, що має перший та другий формувачі настройок, блок керування, перший та другий універсальні алгоритмічні перетворювачі, запам'ятовуючий пристрій, причому шина вхідних даних з'єднана з першою...
Спосіб ультразвукового контролю якості збирання трубних виробів з натягом
Номер патенту: 16195
Опубліковано: 29.08.1997
Автори: Подрушняк Людмила Федорівна, Даниляк Ярослав Богданович, Карпаш Олег Михайлович, Бажалук Ярополк Мирославович, Чеховська Лідія Андріївна, Мігаль Іван Григорович, Турко Федір Іванович
МПК: G01N 29/04
Мітки: ультразвукового, трубних, натягом, виробів, якості, контролю, збирання, спосіб
Формула / Реферат:
Способ ультразвукового контроля качества сборки трубных изделий с натягом, заключающийся в том, что ультразвуковые колебания излучают под углом к внешней поверхности трубного изделия в плоскости поперечного сечения к его продольной оси, принимают эхо-сигналы, отраженные от внутренних поверхностей охватывающей и охватываемой труб, и по соотношению их амплитуд судят о качестве сборки, отличающийся тем, что, с целью повышения точности и...
Автоматизована система контролю та обліку вартості споживання електроенергії підприємствами за диференційованими за часом тарифами
Номер патенту: 33156
Опубліковано: 15.02.2001
Автори: Васильченко Ганна Володимирівна, Гінайло Віктор Олексійович, Мажуга Василь Михайлович, Банін Андрій Дмитрович, Давиденко Олександр Григорович, Стасюк Олександр Іонович
МПК: G01R 11/56, G01R 11/60
Мітки: електроенергії, автоматизована, система, вартості, часом, обліку, диференційованими, контролю, підприємствами, споживання, тарифами
Текст:
...електричної енергії підприємствами за диференційованим комерційним тарифом ЛІЧИЛЬНИКІВ електроенергії", модулів обліку, діодів і процесорів, при ць иму лічиль ники електроенергії, виконані у вигляді (K*P*N) матриць, кожна з «ких включає п рядків і /«стовпців, модулі обліку першого рівня, виконані у г.>игля/.'і N матриць, включаючих К рядків і Р стовпців кожна; входи кожного лічилимка електроенергії /-го рядка (/= 1, 2,..л) (/,/)-го if- 1,...
Автоматизована система тестового контролю і діагностування цифрових мікропроцесорних блоків
Номер патенту: 28350
Опубліковано: 16.10.2000
Автори: Хмельницький Юрій Владиславович, Огневий Олександр Вікторович, Локазюк Віктор Миколайович, Глущак Сергій Валеріанович, Чешун Віктор Миколайович
МПК: G01F 17/00, G01R 31/28
Мітки: контролю, діагностування, цифрових, автоматизована, мікропроцесорних, система, тестового, блоків
Формула / Реферат:
Автоматизированная система тестового контроля и диагностирования цифровых микропроцессорных блоков, содержащая в устройстве формирования тестовой информации блок управления, блок ввода программ, блок памяти и регистратор, входы-выходы которых соединены с каналом передачи данных, с которым также соединены первые группы входов-выходов процессора управления вводом-выводом тестовой информации и блока памяти тестовых воздействий и ответных...
Попередній патент: Спосіб бортової обробки інформації дистанційного зондування землі
Наступний патент: Утилізатор викидів природних газів
Випадковий патент: Трансмісія транспортного засобу