Спосіб виготовлення трубних виробів з цирконієвих сплавів (варіанти)
Номер патенту: 53696
Опубліковано: 17.02.2003
Автори: Котрєхов Владімір Андрєєвіч, АКТУГАНОВА Єлєна Ніколаєвна, БУХОВЦЄВ Віктор Фьодоровіч, Нікуліна Антоніна Васільєвна, СЄЛІВЄРСТОВ Владімір Фьодоровіч, Бочаров Олєг Вікторовіч, Заводчіков Сєргєй Юрьєвіч, Лосіцкій Анатолій Францєвіч, ШЄВНІН Юрій Павловіч

Формула / Реферат
1. Спосіб виготовлення трубних виробів з бінарних цирконієвих сплавів, який включає виготовлення зливка, його попередню бета-деформаційну обробку до одержання вихідної заготовки, одержання трубної заготовки шляхом гарячого формування вихідної заготовки при температурі існування альфа-цирконію, холодне деформування трубної заготовки з проміжними відпалами при температурі існування альфа-цирконію та доводку її до готового виробу, який відрізняється тим, що холодну деформацію труб проводять з сумарною витяжкою: ![]() - для готових виробів і
- для готових виробів і ![]() - для трубних напівфабрикатів типу TREX або SUPER TREX, причому на першій стадії холодної деформації витяжка
- для трубних напівфабрикатів типу TREX або SUPER TREX, причому на першій стадії холодної деформації витяжка ![]() , а остаточний відпал здійснюють при температурі існування альфа-цирконію, де
, а остаточний відпал здійснюють при температурі існування альфа-цирконію, де ![]() , Sзаг - площа поперечного перерізу заготовки під прокатку, Sтр - площа поперечного перерізу прокатаної труби, а
, Sзаг - площа поперечного перерізу заготовки під прокатку, Sтр - площа поперечного перерізу прокатаної труби, а ![]() , Sвих.заг - площа поперечного перерізу заготовки під першу прокатку, Sгот.тр - площа поперечного перерізу готової труби після останньої прокатки.
, Sвих.заг - площа поперечного перерізу заготовки під першу прокатку, Sгот.тр - площа поперечного перерізу готової труби після останньої прокатки.
2. Спосіб виготовлення трубних виробів з багатокомпонентних або бінарних цирконієвих сплавів, що включає виготовлення зливка, його попередню бета-деформаційну обробку до одержання вихідної заготовки, одержання трубної заготовки шляхом гарячого формування вихідної заготовки, холодне деформування трубної заготовки з проміжними відпалами при температурі існування альфа-цирконію та її доводку до готового виробу, який відрізняється тим, що після проведення гарячого формування при температурі існування альфа- або (альфа + бета)-цирконію проводять загартування трубної заготовки при температурі, яка на 30-60°С перевищує температуру точки переходу сплаву з проміжної (альфа + бета) - області в бета- область цирконію, механічну обробку та наступний відпуск загартованої заготовки при температурі існування альфа-цирконію, холодну деформацію труб проводять з сумарною витяжкою ![]() - для готових виробів та
- для готових виробів та ![]() - для трубних напівфабрикатів типу TREX або SUPER TREX, причому на першій стадії холодної деформації витяжка
- для трубних напівфабрикатів типу TREX або SUPER TREX, причому на першій стадії холодної деформації витяжка ![]() , а остаточний відпал здійснюють при температурі існування альфа-цирконію, де
, а остаточний відпал здійснюють при температурі існування альфа-цирконію, де ![]() , Sзаг - площа поперечного перерізу заготовки під прокатку, Sтр - площа поперечного перерізу прокатаної труби, а
, Sзаг - площа поперечного перерізу заготовки під прокатку, Sтр - площа поперечного перерізу прокатаної труби, а ![]() , Sвих.заг - площа поперечного перерізу заготовки під першу прокатку, Sгот.тр - площа поперечного перерізу готової труби після останньої прокатки.
, Sвих.заг - площа поперечного перерізу заготовки під першу прокатку, Sгот.тр - площа поперечного перерізу готової труби після останньої прокатки.
Текст
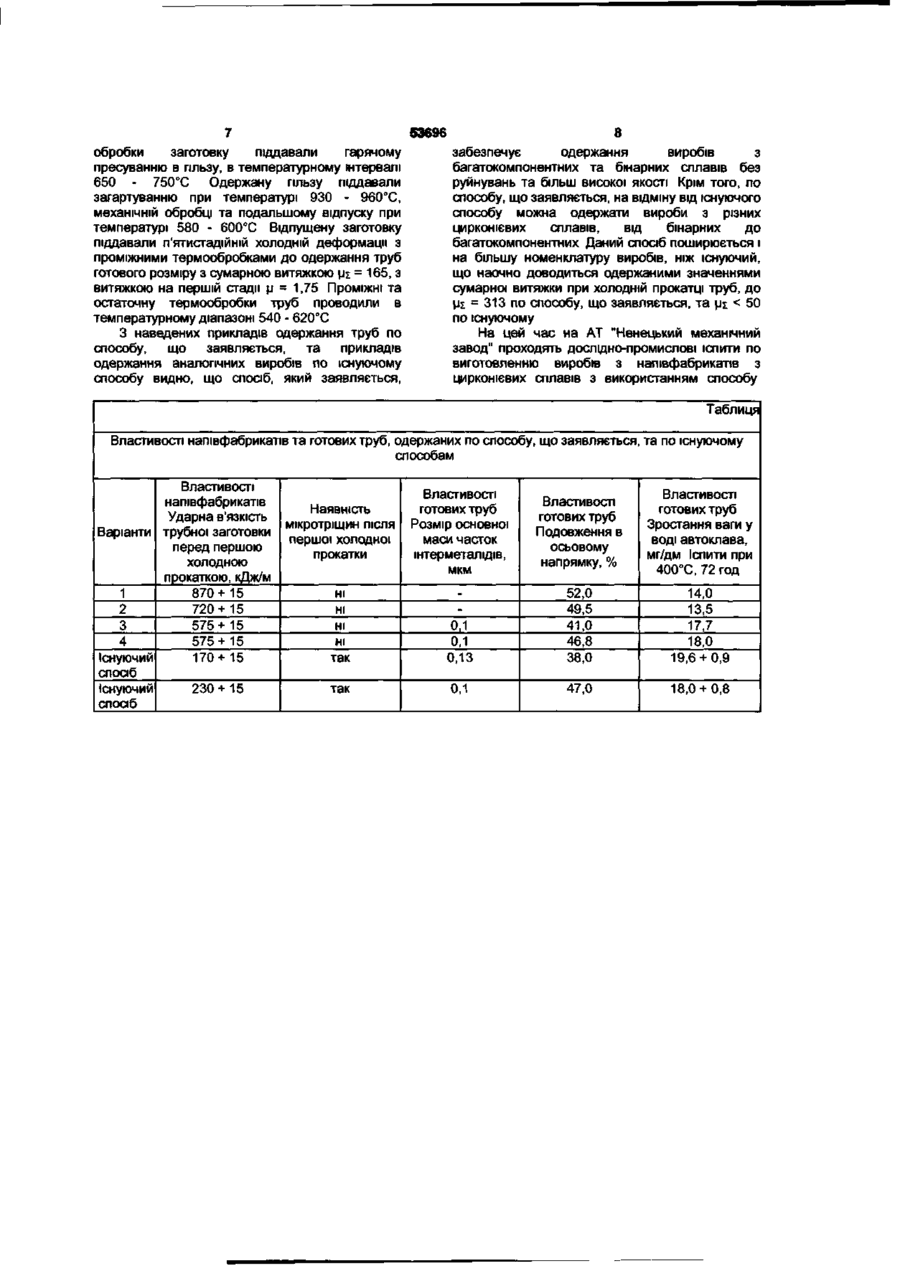
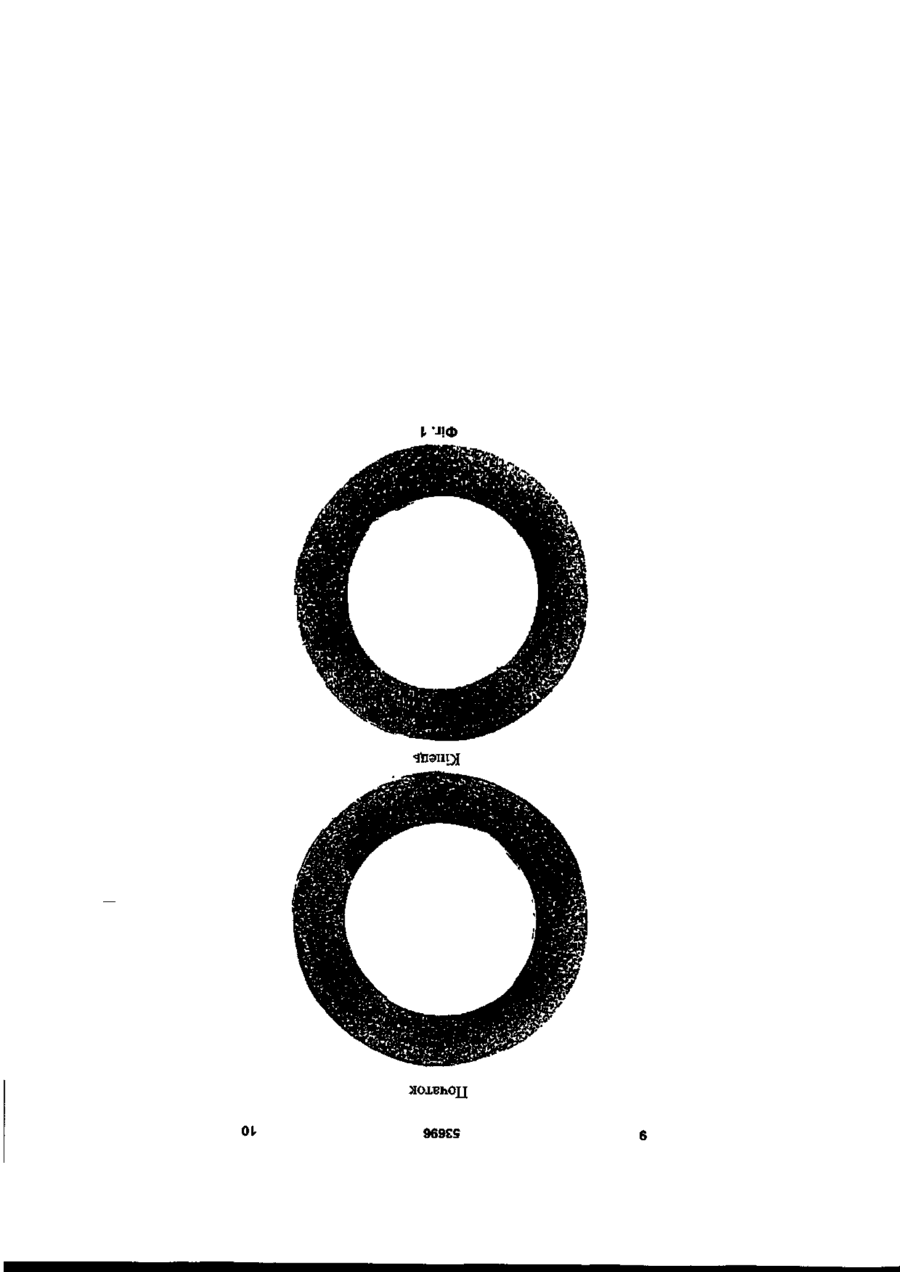
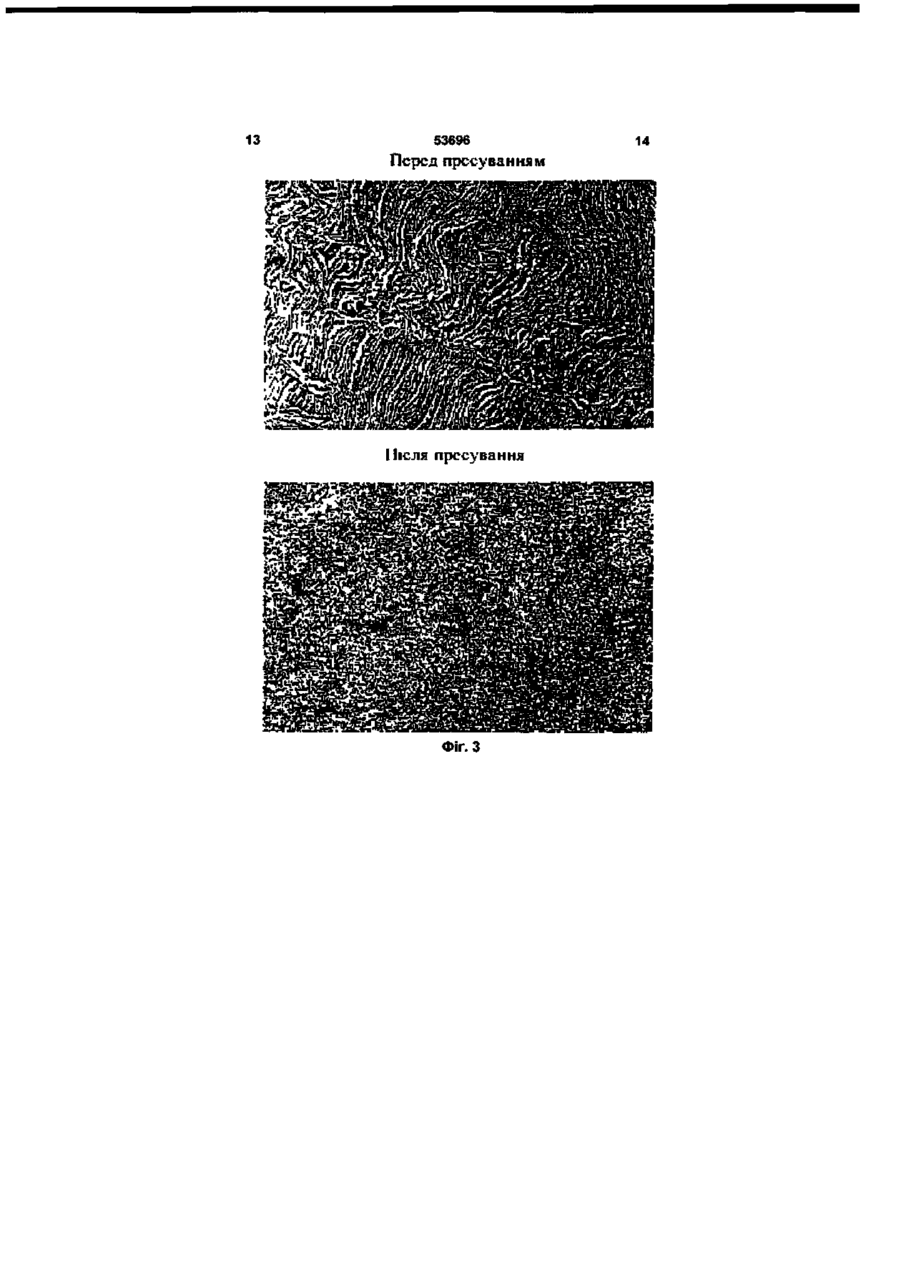
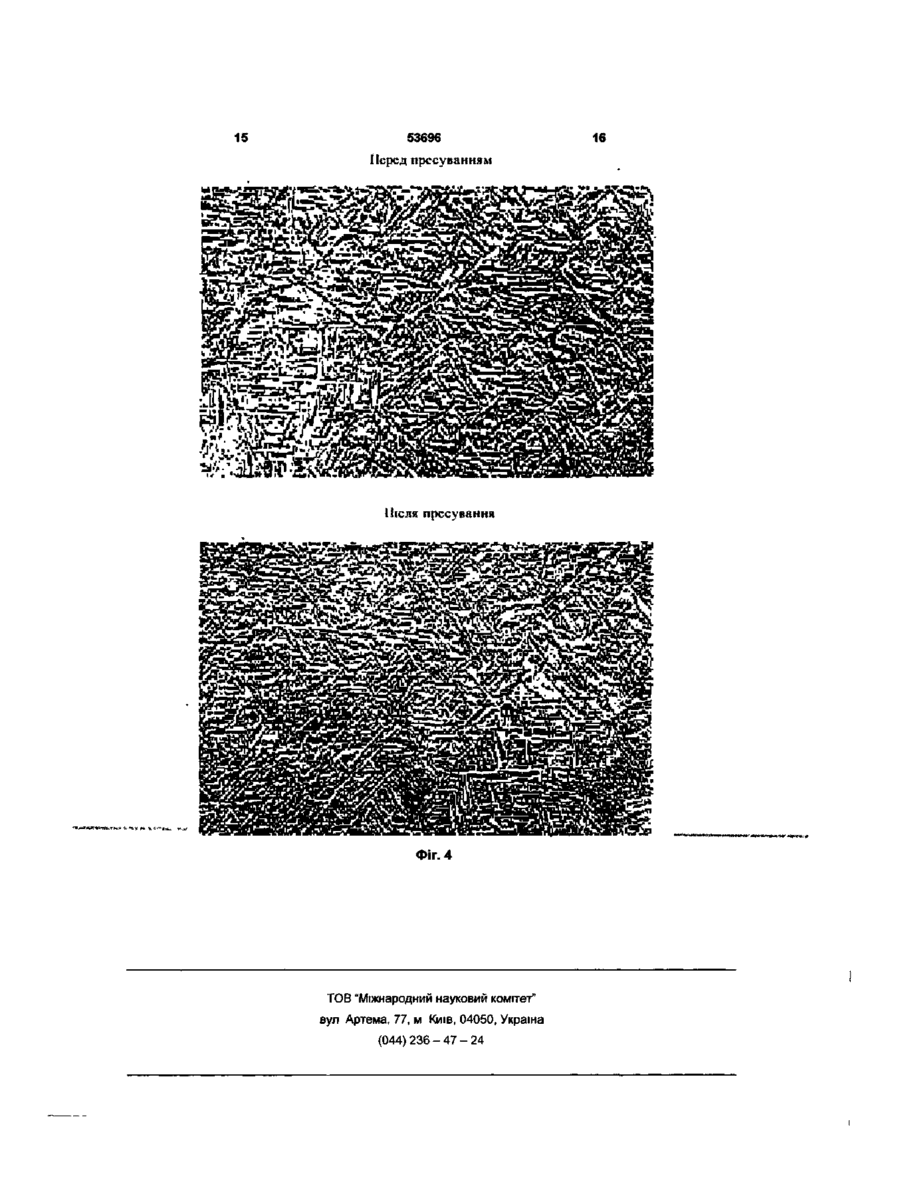
1 Спосіб виготовлення трубних виробів з бінарних цирконієвих сплавів який включає виготовлення зливка, його попередню бетадеформаційну обробку до одержання вихідної заготовки, одержання трубної заготовки шляхом гарячого формування вихідної заготовки при температурі існування альфа-цирконію, холодне деформування трубної заготовки з проміжними відпалами при температурі існування альфацирконію та доводку її до готового виробу, який відрізняється тим, що холодну деформацію труб проводять з сумарною витяжкою ц^ > 100 - для готових виробів і д 2 100 - для готових виробів та д 2 < 50 - для трубних напівфабрикатів типу TREX або SUPER TREX, причому на першій стадії холодної деформації витяжка |І < 2,0 , а остаточний відпал здійснюють при температурі існування альфа-цирконію, де Винахід належить до галузі металурги, до прокатного виробництва і призначений, зокрема, для виготовлення напівфабрикатів та готових виробів з цирконієвих сплавів. витяжка (І 100 - для одержання готових виробів трубних напівфабрикатів типу SUPER-TREX, TREX, причому на першій стадії прокатки труб витяжка u < 2,0, а остаточний відпал труб проводять при температурі існування аЛЬфа-ЦИрКОНІЮ, ДЄ U = S 3 ar/S T p, Saar - ПЛОЩЭ поперечного перерізу заготовки під прокатку, STp - площа поперечного перерізу прокатаної труби, Ml = Senxaar/SroTTp, ДЄ Senxaar " ПЛОЩЭ поперечного перерізу заготовки під першу прокатку, Srorrp - площа поперечного перерізу готової труби після останнього прокату В тому разі, коли потрібно одержати труби готового розміру або напівфабрикати типу SUPER-TREX, TREX з багатокомпонентних цирконієвих сплавів, коли потрібно одержання виробів підвищеної якості (з орієнтацією гідридів Fn 100, за рахунок високого ступеня проробки металу, дозволяє одержати готові вироби з однорідним структурним станом по довжині та перерізу Запропоноване обмеження значення витяжки на першій стадії прокатки призводить до того, що сколювальне напруження, яке виникає при деформації заготовок на станах холодної прокатки труб, значно нижче значень межі МІЦНОСТІ цирконієвих сплавів, які пройшли вищезгадану термічну обробку, як багатокомпонентних, так і більш пластичних бінарних, внаслідок чого, сплави деформуються без порушення ЦІЛІСНОСТІ На наступних стадіях прокатки витяжка збільшується у зв'язку із 53696 зростанням пластичності сплавів після першої стадії прокатки та подальшого відпалу В разі одержання трубних напівфабрикатів типу SUPER-TREX або TREX, сумарна витяжка при холодній прокатці може бути рі < 50 (тому, що напівфабрикати, як правило, одержують за 1 З ходи холодної прокатки, на відміну від труб готового розміру, де КІЛЬКІСТЬ ходів може досягати 5 - 8, та з урахуванням обмежень по витяжці на першій стадії холодної прокатки р < 2,0) Проведення загартування трубних заготовок після гарячого формування при температурі, яка на ЗО - 60°С перевищує температуру точки переходу сплаву з проміжної стадм (альфа + бета) - області в бета - область цирконію, механічної обробки та відпуску загартованої заготовки при температурі існування альфацирконію забезпечує повну фазову перекристалізацію сплавів з приведенням їх в структурний стан мартенситного типу з дрібнозернистою (розмір зерна 0,16 - 0,22мм) макроструктурою та з максимальним диспергуванням інтерметалідних та домішкових фаз, з фіксуванням у пересиченому твердому розчині домішкових та легуючих елементів (фіг 1) Крім того, запропонована термічна обробка забезпечує більш ніж дворазовий запас пластичності сплавів для першої стадії холодної прокатки, відносно відомого способу (Таблиця crop 10), а в сполученні з обмеженням значення витяжки на першій стадії холодної прокатки передвизначає проведення холодної деформації без мікро та макроруйнувань (фіг 2) Деформаційна та термічна обробки, що заявляються, дозволяють одержати рівномірний структурний стан по довжині та перерізу пресованої заготовки (фіг 4) У відомих способах пресована заготовка має неоднорідний структурний стан по довжині та перерізу (фіг 3) через особливості процесу пресування (И Л Перлин, Л X Райтбарг Теория прессования металлов Москва Металлургия 1975), [6], що зберігається аж для труб готового розміру Механічна обробка загартованої трубної заготовки забезпечує вилучення поверхневого окисленого та газонасиченого шару, який утворюється після загартування і одночасно дозволяє усунути дефекти на ЗОВНІШНІЙ та внутрішній поверхнях заготовки, які з'являються в процесі гарячого формування Покращення якості заготовки приводить до того, що пластичні властивості металу не знижуються (Г В Филимонов, ОА Никишов Прокатка циркониевых труб, Москва Металлургия 1988 ) [7] та виключаються умови порушення ЦІЛІСНОСТІ через поверхневі дефекти при подальшій холодній деформації Винахід, що заявляється пояснюється ілюстраціями, де на фіг 1 зображена макроструктура труби з сплаву Zr-1,0Nb-1,5Sn0,4Fe після операцій загартування, механічної обробки та відпуску по способу, що заявляється На фіг 2 - макроструктура труби, одержаної способом, що заявляється, із сплаву Zr-1,0 Nb1,5Sn-0,4Fe після першого прокату та відпалу На фіг 3 - зображена мікроструктура труби із сплаву Zr-1,0Nb після операції пресування та відпалу (існуючий спосіб) На фіг 4 - зображена мікроструктура труби із сплаву Zr-1,0Nb після операцій пресування, загартування, механічної обробки та відпуску (спосіб, що заявляється) Варіанти здійснення способу Варіант 1 Одержання трубних напівфабрикатів типу TREX із цирконієвого сплаву Zr-1 ,ONb Зливок піддавали гарячій обробці на ковочному молоті при температурі існування бета-цирконію Заготовку після механічної обробки піддавали гарячому пресуванню в гільзу в температурному інтервалі 580-650°С Одержану гільзу піддавали холодній деформаци на стані холодної прокатки труб за три стадії до одержання трубного напівфабрикату готового розміру з сумарною витяжкою pz = ЗО, з витяжкою на першій стадії прокатки р = 1,9 Проміжні та остаточну термообробки напівфабрикатів проводили в температурному діапазоні 560 600°С Варіант 2 Одержання труб з цирконієвого сплаву Zr-1,0Nb Зливок піддавали гарячій обробці в заготовку на стані гвинтової прокатки при температурі існування бета-цирконію, після механічної обробки заготовку піддавали гарячому пресуванню в гільзу, в температурному діапазоні 580 - 650°С Одержану гільзу піддавали загартуванню при температурі 910-940°С, механічній обробці та подальшому відпуску при температурі 560 - 580°С Відпущену заготовку піддавали шестистадійній холодній деформації з проміжними термообробками до одержання готового розміру з сумарною витяжкою рі = 313, з витяжкою на першій стадії прокатки р = 1,9 Проміжні та остаточну термообробки напівфабрикатів проводили в температурному діапазоні 560 - 600°С Варіант 3 Одержання трубних напівфабрикатів типу SUPER-TREX з цирконієвого сплаву Zr-1,0Nb-1,5Sn-0,4Fe Зливок піддавали гарячій обробці в заготовку на стані гвинтової прокатки при температурі існування бета-цирконію Заготовку після механічної обробки піддавали гарячому пресуванню в гільзу в температурному інтервалі 600 - 650°С Одержану гільзу піддавали загартуванню при температурі 930 - 960°С, механічній обробці та подальшому відпуску при температурі 560 - 600°С Відпущену заготовку піддавали холодній деформації на стані холодної прокатки труб за дві стадії до одержання трубного напівфабрикату готового розміру з сумарною витяжкою pz = 20, з витяжкою на першій стадії прокатки р = 1,75 Проміжну та остаточну термообробку напівфабрикатів проводили в температурному діапазоні 540 600°С Варіант 4 Одержання труб з цирконієвого сплаву Zr-1,0 Nb-1,5Sn-0,4Fe Зливок піддавали гарячій обробці в заготовку на стані гвинтової прокатки при температурі існування бета-цирконію, після механічної 53696 обробки заготовку піддавали гарячому пресуванню в гільзу, в температурному інтервалі 650 - 750°С Одержану гільзу піддавали загартуванню при температурі 930 - 960°С, механічній обробці та подальшому відпуску при температурі 580 - 600°С Відпущену заготовку піддавали п'ятистадійній холодній деформації з проміжними термообробками до одержання труб готового розміру з сумарною витяжкою рі = 165, з витяжкою на першій стадії р = 1,75 Проміжні та остаточну термообробки труб проводили в температурному діапазоні 540 - 620°С З наведених прикладів одержання труб по способу, що заявляється, та прикладів одержання аналогічних виробів по існуючому способу видно, що спосіб, який заявляється, 8 забезпечує одержання виробів з багатокомпонентних та бінарних сплавів без руйнувань та більш високої якості Крім того, по способу, що заявляється, на відміну від існуючого способу можна одержати вироби з різних цирконієвих сплавів, від бінарних до багатокомпонентних Даний спосіб поширюється і на більшу номенклатуру виробів, ніж існуючий, що наочно доводиться одержаними значеннями сумарної витяжки при холодній прокатці труб, до рі = 313 по способу, що заявляється, та \iz < 50 по існуючому На цей час на AT "Ненецький механічний завод" проходять дослідно-промислові іспити по виготовленню виробів з напівфабрикатів з цирконієвих сплавів з використанням способу Таблиця Властивості напівфабрикатів та готових труб, одержаних по способу, що заявляється, та по існуючому способам Властивості напівфабрикатів Наявність Ударна в'язкість мікротріщин після Варіанти трубної заготовки першої холодної перед першою прокатки холодною прокаткою, кДж/м НІ 1 870+ 15 НІ 2 720 + 15 575+ 15 НІ 3 4 НІ 575+ 15 Існуючий 170 + 15 так спосіб Існуючий так 230+15 спосіб Властивості готових труб Розмір основної маси часток інтерметалідів, мкм Властивості готових труб Подовження в осьовому напрямку, % Властивості готових труб Зростання ваги у воді автоклава, мг/дм Іспити при 400°С, 72 год 0,1 0,1 0,13 52,0 49,5 41,0 46,8 38,0 14,0 13,5 17,7 18,0 19,6 + 0,9 0,1 47,0 18,0 + 0,8 |,М!Ф лохвьоц 01. 969Є9 11 53696 12 Внутрішня сторона Зовнішня сторона Фіг. 2 13 53696 Перед пресуванням Після пресування Фіг. З 14 15 53696 Перед пресуванням as£2 Після пресування Фіг. 4 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044) 236 - 47 - 24 16
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for producing tubing products from zirconium alloys (variants)
Автори англійськоюZavodchikov Sierhiei Yurievich, Bocharov Olieh Viktorovich, Kotriekhov Vladimir Andrieievich, Lositskii Anatolii Frantsevich
Назва патенту російськоюСпособ изготовления трубных изделий из циркониевых сплавов (варианты)
Автори російськоюЗаводчиков Сергей Юрьевич, Бочаров Олег Викторович, Котрехов Владимир Андреевич, Лосицкий Анатолий Францевич
МПК / Мітки
МПК: C22C 16/00, C22F 1/18, G21C 3/02, G21C 3/32
Мітки: трубних, сплавів, цирконієвих, спосіб, варіанти, виробів, виготовлення
Код посилання
<a href="https://ua.patents.su/8-53696-sposib-vigotovlennya-trubnikh-virobiv-z-cirkoniehvikh-splaviv-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення трубних виробів з цирконієвих сплавів (варіанти)</a>
Спосіб виготовлення цирконієвих труб
Номер патенту: 31165
Опубліковано: 15.12.2000
Автори: Медведєв Михайло Іванович, Сердюк Валентина Олексіївна, Коваль Анатолій Тимофійович, Сергєєв Віктор Володимирович, Блощинський Григорій Павлович, Сухомлин Георгій Дмитрович, Вахрушєва Віра Сергіївна, Карасик Тетяна Леонідівна
МПК: B21C 23/02, C21D 9/08, B21B 21/00
Мітки: виготовлення, цирконієвих, спосіб, труб
Текст:
...формується у результаті деформаціі*литої заготовки пресуванням при більш високих температурах (800-360°С)»а також у результаті зміни умов термообробки труб після кожного проходу холодної прокатки із урахуван ням вмісту киснв в металі. Крім того, у вказаних умовах деформаї^ і термічної обробки при регламентації діаметра заготовки у відповідності з приведеною формулою формується більш сприятлива з точки зору експлуа тації труби текстура...
Спосіб виготовлення цирконієвих труб
Номер патенту: 38160
Опубліковано: 15.05.2001
Автори: Сергєєв Віктор Володимирович, Семенов Георгій Романович, Медвєдєв Михайло Іванович, Вахрушева Віра Сергіївна, Сухомлин Георгій Дмитрович, Дергач Тетяна Олександрівна, Чернов Анатолій Петрович, Коваль Анатолій Тимофійович
МПК: B21B 19/00, B21C 23/02, C21D 9/08
Мітки: цирконієвих, виготовлення, труб, спосіб
Текст:
...багатопрохідну деформацію отриманих тр уб здійснювали по розробленому маршруту, мм: 1) 60х12,0 - 42х6,0 на стані ХПТ 55; 2) 42х6,0 - 26х3,0 на стані ХПТ 32; 3) 26х3,0 - 14х1,7 на стані ХПТ 32; 4) 14х1,7 - 9х0,7 на стані ХПТР 15¸30. Після кожного проходу холодної прокатки труби піддавали термічній обробці - відпалу у вакуумі (Р~1·10-4 мм рт.ст.) в печі ОКБ1371А при температурі 650°С на проміжних розмірах і при температурі 600°С з витримкою 3...
Спосіб виготовлення цирконієвих виробів
Номер патенту: 18390
Опубліковано: 25.12.1997
Автори: Усатіков Іван Федорович, Гальченко Тетяна Георгіївна, Чуднова Наталія Михайлівна, Шулик Ірина Германівна
МПК: C04B 35/48, C04B 35/04, C04B 35/622
Мітки: виготовлення, виробів, цирконієвих, спосіб
Формула / Реферат:
Способ изготовления циркониевых изделий путем получения стабилизированного диоксида циркония, измельчения его, покрытия зерен полученного циркониевого наполнителя смесью технического лигносульфоната и метилцеллюлозы, прессования заготовок и их обжига, отличающийся тем, что стабилизированный диоксид циркония получают плавлением последнего со смесью стабилизаторов и в соотношении от 1 : 23 до 10 : 17, для покрытия зерен стабилизированного...
Спосіб термічної обробки цирконієвих сплавів
Номер патенту: 18386
Опубліковано: 25.12.1997
Автори: Стукалов Анатолій Іванович, Неклюдов Іван Матвійович, Савченко Володимир Іванович, Ожигов Леонід Семенович, Грицина Віктор Михайлович, Роенко Микола Михайлович, Гайдамаченко Георгій Семенович, Воеводін Віктор Миколайович, Платонов Павло Володимирович, Зеленський Віктор Федотович
МПК: C22F 1/18
Мітки: термічної, сплавів, обробки, спосіб, цирконієвих
Формула / Реферат:
Способ термической обработки циркониевых сплавов, преимущественно цирконий-ниобиевых, включающий нагрев до температуры существования b-фазы циркония со скоростью не менее 100°C/с, выдержку при этих температурах, охлаждение до комнатной температуры в воде или других средах и отжиг при 540 - 580°C, отличающийся тем, что нагрев сплавов проводят до температуры (920 - 950)°C, выдержку осуществляют в течение времени не более 15с, с последующим...
Спосіб термічної обробки цирконієвих сплавів
Номер патенту: 8707
Опубліковано: 30.09.1996
Автори: Гайдамаченко Георгій Семенович, Петельгузов Іван Антонович, Роенко Микола Михайлович, Зеленський Віктор Федотович, Неклюдов Іван Матвійович, Кобилянський Геннадій Петрович, Ожигов Леонід Семенович, Шевнін Юрій Павлович, Шаров Борис Володимирович, Стукалов Анатолій Іванович, Шамардін Валентин Кузьмич, Сорокін Валерій Матвійович, Покровський Олександр Сергійович, Рагуліна Нелля Іванівна, Зусманович Ілля Зельманович, Савченко Володимир Іванович, Родак Анатолій Глібович
МПК: C22F 1/18
Мітки: термічної, сплавів, цирконієвих, обробки, спосіб
Формула / Реферат:
Способ термической обработки циркониевых сплавов, включающий нагрев до температур существования бета-фазы, выдержку и закалку, отличающийся тем, что, с целью ограничения радиационного роста за счет создания квазиизотропной мелкозернистой структуры, нагрев ведут до 880-900°С со скоростью нагрева в интервале 800-900°С не менее 100 град/с, а выдержку осуществляют в течение 10-15 с.
Попередній патент: Пристрій для кристалізації речовин з розчинів
Наступний патент: Спосіб контролю визначення активності туберкуліну очищеного ппд для ссавців
Випадковий патент: Пристрій для захисту димаря