Спосіб відновлення підшипникового гнізда
Номер патенту: 8160
Опубліковано: 15.07.2005
Автори: Натяжко Василь Антонійович, Калініченко Ірина Олександрівна, Семенюта Анатолій Ніканорович, Іщенко Анатолій Олексійович
Формула / Реферат
Спосіб відновлення підшипникового гнізда, що включає підготовку поверхні, нанесення металополімерного матеріалу й установку формуючого шаблона, який відрізняється тим, що підготовку зношеної поверхні здійснюють наплавленням двох опорних зон шириною, що не перевищує 0,04 діаметра підшипника, розташованих симетрично щодо вертикальної осі під кутом 25-45°, що обробляють до виходу їх на проектний розмір, а як формуючий шаблон використовують підшипник.
Текст
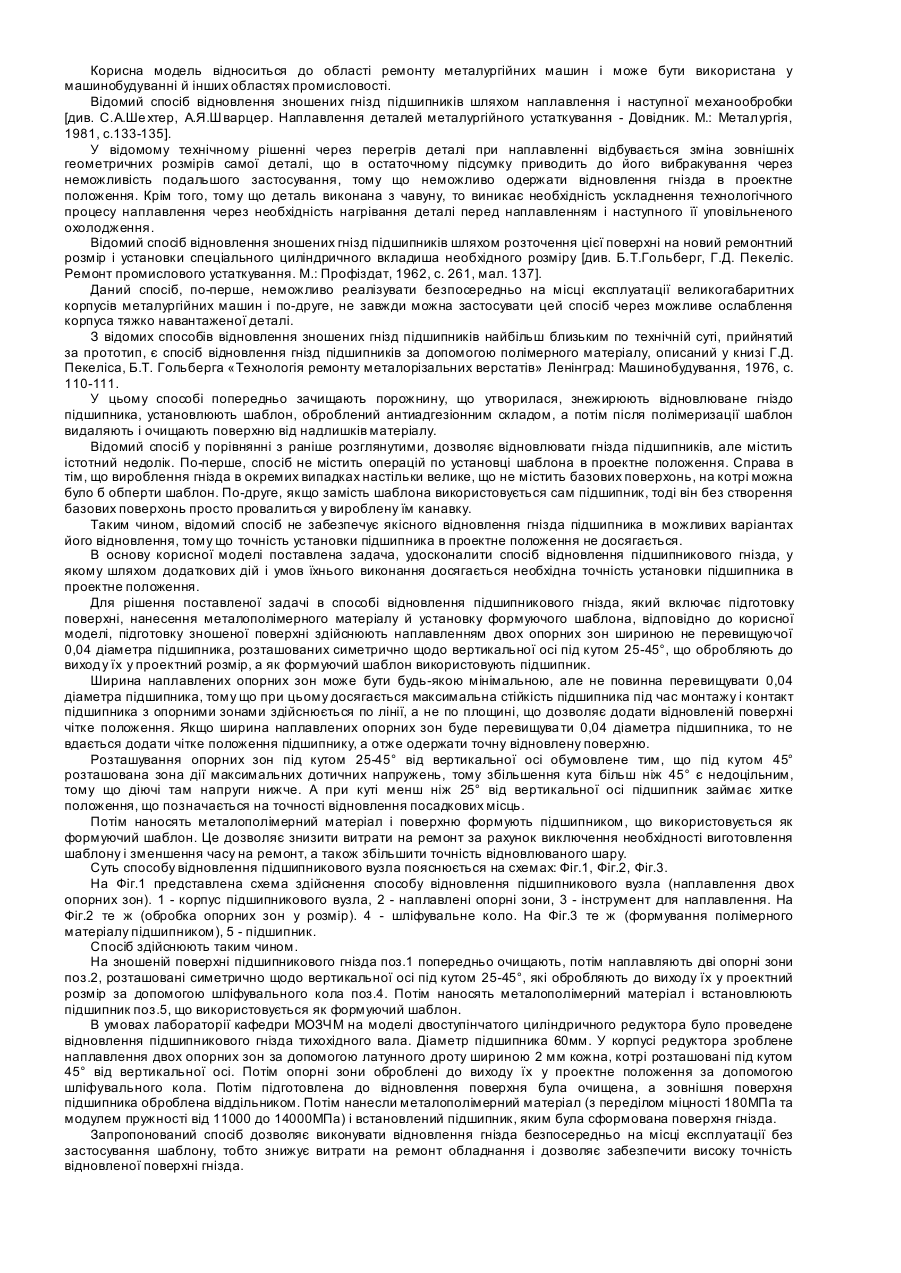
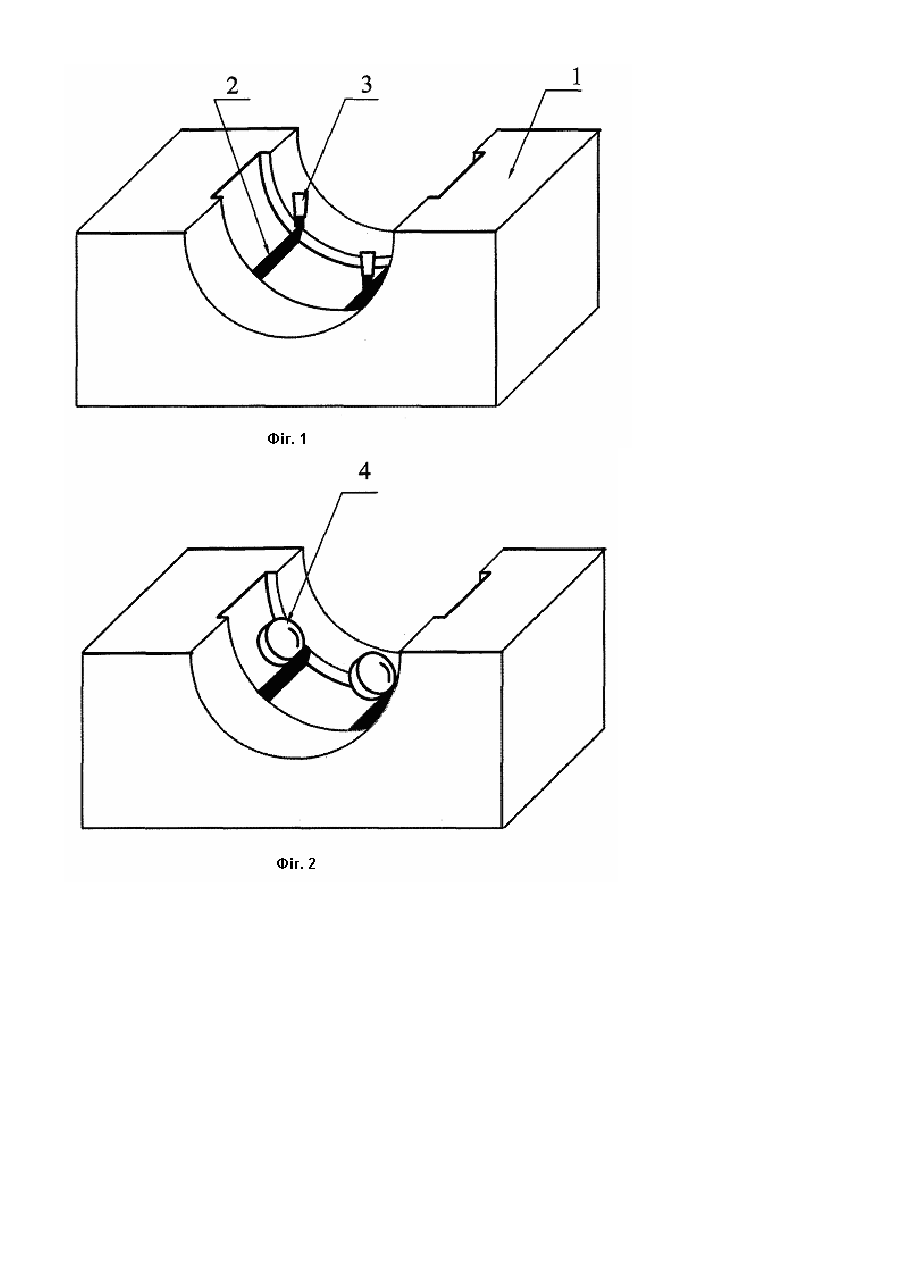
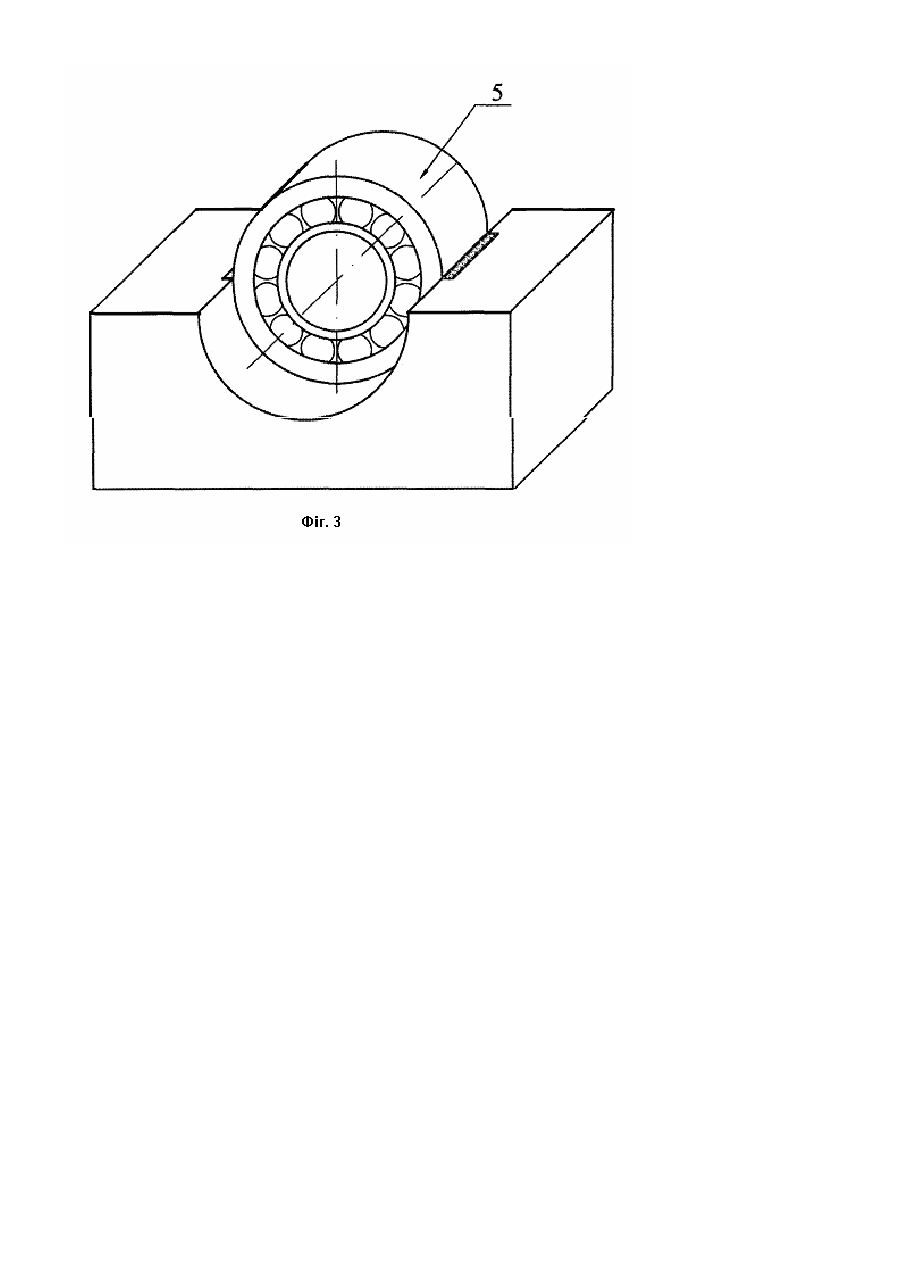
Корисна модель відноситься до області ремонту металургійних машин і може бути використана у машинобудуванні й інших областях промисловості. Відомий спосіб відновлення зношених гнізд підшипників шляхом наплавлення і наступної механообробки [див. С.А.Ше хтер, А.Я.Шварцер. Наплавлення деталей металургійного устаткування - Довідник. М.: Металургія, 1981, с.133-135]. У відомому технічному рішенні через перегрів деталі при наплавленні відбувається зміна зовнішніх геометричних розмірів самої деталі, що в остаточному підсумку приводить до його вибракування через неможливість подальшого застосування, тому що неможливо одержати відновлення гнізда в проектне положення. Крім того, тому що деталь виконана з чавуну, то виникає необхідність ускладнення технологічного процесу наплавлення через необхідність нагрівання деталі перед наплавленням і наступного її уповільненого охолодження. Відомий спосіб відновлення зношених гнізд підшипників шляхом розточення цієї поверхні на новий ремонтний розмір і установки спеціального циліндричного вкладиша необхідного розміру [див. Б.Т.Гольберг, Г.Д. Пекеліс. Ремонт промислового устаткування. М.: Профіздат, 1962, с. 261, мал. 137]. Даний спосіб, по-перше, неможливо реалізувати безпосередньо на місці експлуатації великогабаритних корпусів металургійних машин і по-друге, не завжди можна застосувати цей спосіб через можливе ослаблення корпуса тяжко навантаженої деталі. З відомих способів відновлення зношених гнізд підшипників найбільш близьким по технічній суті, прийнятий за прототип, є спосіб відновлення гнізд підшипників за допомогою полімерного матеріалу, описаний у книзі Г.Д. Пекеліса, Б.Т. Гольберга «Технологія ремонту металорізальних верстатів» Ленінград: Машинобудування, 1976, с. 110-111. У цьому способі попередньо зачищають порожнину, що утворилася, знежирюють відновлюване гніздо підшипника, установлюють шаблон, оброблений антиадгезіонним складом, а потім після полімеризації шаблон видаляють і очищають поверхню від надлишків матеріалу. Відомий спосіб у порівнянні з раніше розглянутими, дозволяє відновлювати гнізда підшипників, але містить істотний недолік. По-перше, спосіб не містить операцій по установці шаблона в проектне положення. Справа в тім, що вироблення гнізда в окремих випадках настільки велике, що не містить базових поверхонь, на котрі можна було б обперти шаблон. По-друге, якщо замість шаблона використовується сам підшипник, тоді він без створення базових поверхонь просто провалиться у вироблену їм канавку. Таким чином, відомий спосіб не забезпечує якісного відновлення гнізда підшипника в можливих варіантах його відновлення, тому що точність установки підшипника в проектне положення не досягається. В основу корисної моделі поставлена задача, удосконалити спосіб відновлення підшипникового гнізда, у якому шляхом додаткових дій і умов їхнього виконання досягається необхідна точність установки підшипника в проектне положення. Для рішення поставленої задачі в способі відновлення підшипникового гнізда, який включає підготовку поверхні, нанесення металополімерного матеріалу й установку формуючого шаблона, відповідно до корисної моделі, підготовку зношеної поверхні здійснюють наплавленням двох опорних зон шириною не перевищуючої 0,04 діаметра підшипника, розташованих симетрично щодо вертикальної осі під кутом 25-45°, що обробляють до виходу їх у проектний розмір, а як формуючий шаблон використовують підшипник. Ширина наплавлених опорних зон може бути будь-якою мінімальною, але не повинна перевищувати 0,04 діаметра підшипника, тому що при цьому досягається максимальна стійкість підшипника під час монтажу і контакт підшипника з опорними зонами здійснюється по лінії, а не по площині, що дозволяє додати відновленій поверхні чітке положення. Якщо ширина наплавлених опорних зон буде перевищува ти 0,04 діаметра підшипника, то не вдається додати чітке положення підшипнику, а отже одержати точну відновлену поверхню. Розташування опорних зон під кутом 25-45° від вертикальної осі обумовлене тим, що під кутом 45° розташована зона дії максимальних дотичних напружень, тому збільшення кута більш ніж 45° є недоцільним, тому що діючі там напруги нижче. А при куті менш ніж 25° від вертикальної осі підшипник займає хитке положення, що позначається на точності відновлення посадкових місць. Потім наносять металополімерний матеріал і поверхню формують підшипником, що використовується як формуючий шаблон. Це дозволяє знизити витрати на ремонт за рахунок виключення необхідності виготовлення шаблону і зменшення часу на ремонт, а також збільшити точність відновлюваного шару. Суть способу відновлення підшипникового вузла пояснюється на схемах: Фіг.1, Фіг.2, Фіг.3. На Фіг.1 представлена схема здійснення способу відновлення підшипникового вузла (наплавлення двох опорних зон). 1 - корпус підшипникового вузла, 2 - наплавлені опорні зони, 3 - інструмент для наплавлення. На Фіг.2 те ж (обробка опорних зон у розмір). 4 - шліфувальне коло. На Фіг.3 те ж (формування полімерного матеріалу підшипником), 5 - підшипник. Спосіб здійснюють таким чином. На зношеній поверхні підшипникового гнізда поз.1 попередньо очищають, потім наплавляють дві опорні зони поз.2, розташовані симетрично щодо вертикальної осі під кутом 25-45°, які обробляють до виходу їх у проектний розмір за допомогою шліфувального кола поз.4. Потім наносять металополімерний матеріал і встановлюють підшипник поз.5, що використовується як формуючий шаблон. В умовах лабораторії кафедри МОЗЧМ на моделі двоступінчатого циліндричного редуктора було проведене відновлення підшипникового гнізда тихохідного вала. Діаметр підшипника 60мм. У корпусі редуктора зроблене наплавлення двох опорних зон за допомогою латунного дроту шириною 2 мм кожна, котрі розташовані під кутом 45° від вертикальної осі. Потім опорні зони оброблені до виходу їх у проектне положення за допомогою шліфувального кола. Потім підготовлена до відновлення поверхня була очищена, а зовнішня поверхня підшипника оброблена віддільником. Потім нанесли металополімерний матеріал (з переділом міцності 180МПа та модулем пружності від 11000 до 14000МПа) і встановлений підшипник, яким була сформована поверхня гнізда. Запропонований спосіб дозволяє виконувати відновлення гнізда безпосередньо на місці експлуатації без застосування шаблону, тобто знижує витрати на ремонт обладнання і дозволяє забезпечити високу точність відновленої поверхні гнізда.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for renewal of bearing seat
Автори англійськоюIschenko Anatolii Oleksiiovych, Kalinichenko Iryna Oleksandrivna
Назва патенту російськоюСпособ восстановления подшипникового гнезда
Автори російськоюИщенко Анатолий Алексеевич, Калиниченко Ирина Александровна
МПК / Мітки
МПК: B05D 1/26
Мітки: відновлення, підшипникового, спосіб, гнізда
Код посилання
<a href="https://ua.patents.su/3-8160-sposib-vidnovlennya-pidshipnikovogo-gnizda.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення підшипникового гнізда</a>
Спосіб відновлення внутрішніх циліндричних поверхонь деталей
Номер патенту: 69653
Опубліковано: 15.09.2004
Автори: Кирильченко Петро Миколайович, Семенюта Анатолій Ніканорович, Іщенко Анатолій Олексійович
МПК: B23P 6/02
Мітки: деталей, спосіб, циліндричних, внутрішніх, відновлення, поверхонь
Формула / Реферат:
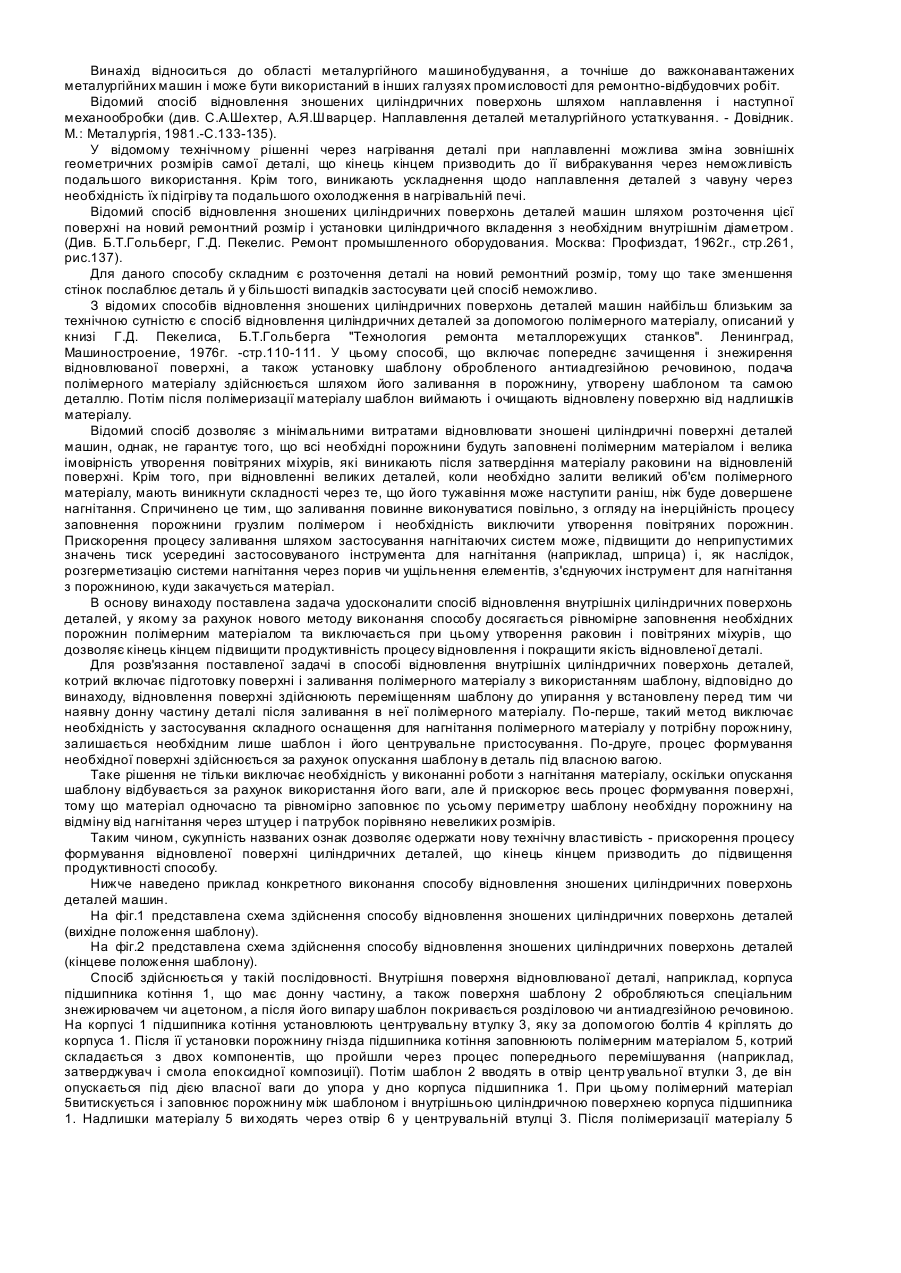
Спосіб відновлення внутрішніх циліндричних поверхонь деталей, котрий включає підготовку поверхні і заливання полімерного матеріалу з використанням шаблону, який відрізняється тим, що відновлення поверхні здійснюють переміщенням шаблону до упирання у встановлену перед тим чи наявну донну частину деталі після заливання в неї полімерного матеріалу.
Спосіб ремонту підшипникового вузла, зокрема опори бурового шарошечного долота
Номер патенту: 35064
Опубліковано: 15.03.2001
Автор: Іванюк Олександр Анатолійович
МПК: B23P 6/00
Мітки: долота, підшипникового, бурового, опори, зокрема, спосіб, шарошечного, вузла, ремонту
Формула / Реферат:
1. Спосіб ремонту підшипникового вузла, зокрема опори бурового шарошечного долота, який включає його розбирання, механічне оброблення бігових доріжок до виведення слідів зносу, заміну тіл кочення і складання, який відрізняється тим, що після механічного оброблення роблять центрування опори, наплавлення місць сильного зносу опори, відпал, механічне оброблення під ремонтну оболонку, запресування на шипі ремонтної оболонки і зварювання її з...
Спосіб отримання металевого порошку з шламових відходів підшипникового виробництва
Номер патенту: 63558
Опубліковано: 15.01.2004
Автори: Гальчук Тетяна Никифорівна, Повстяной Олександр Юрійович, Рудь Віктор Дмитрович
МПК: B22F 9/04
Мітки: відходів, виробництва, спосіб, шламових, металевого, підшипникового, отримання, порошку
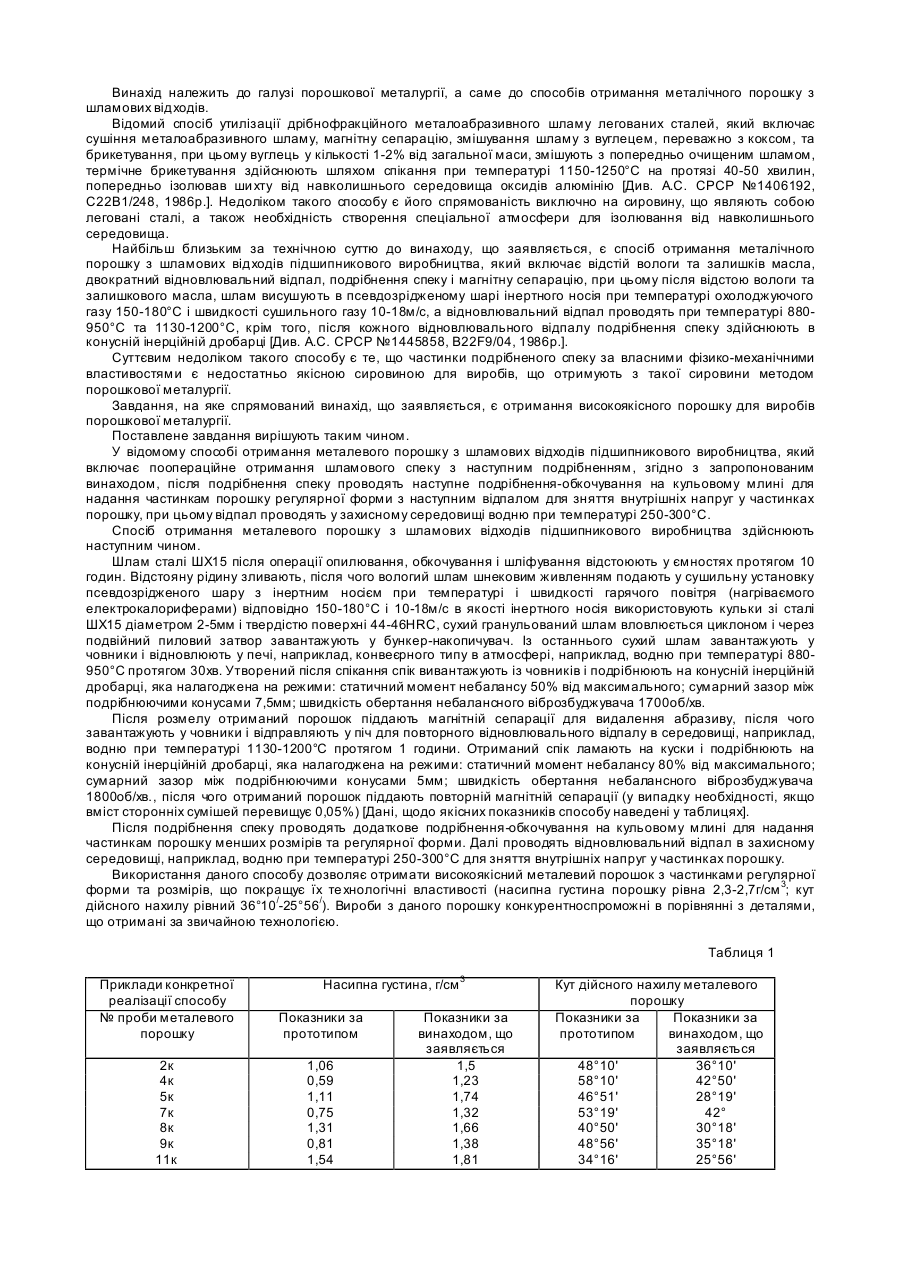
Формула / Реферат:
Спосіб отримання металевого порошку з шламових відходів підшипникового виробництва, який включає поопераційне отримання шламового спеку з наступним його подрібненням, який відрізняється тим, що після подрібнення спеку проводять додаткове подрібнення-обкочування на кульовому млині для надання частинкам порошку регулярної форми з наступним відпалом для зняття внутрішніх напруг у частинках порошку, при цьому відпал проводять у захисному...
Спосіб охолодження та зволоження прядильного гнізда центрифугальної прядильної машини для віскозної нитки і прядильне гніздо для його здійснення
Номер патенту: 30931
Опубліковано: 15.12.2000
Автори: Пополітова Тетяна Олександрівна, Турчаненко Юрій Тимофійович, Циб Валентина Іванівна, Лавріненко Світлана Миколаївна, Козак Марія Дмитрівна
МПК: D01D 7/00
Мітки: спосіб, гнізда, гніздо, віскозної, прядильного, прядильне, здійснення, прядильної, машини, зволоження, центрифугальної, охолодження, нитки
Текст:
...в центрифугальний прядильний кухоль 1, де відбувається утворення прядильної паковки кулича, віджимання з нього під дією відцентрової сили, що виникає при обертанні прядильного кухля, надлишку кількості осадової ванни, відомої під назвою віджимна ванна. Віджимна ванна з прядильного кухля викидається на внутрішню поверхню циліндричного корпусу. Рух повітряного потоку. Повітря з підкапсульного простору прядильної машини з відносною...
Вибухонепроникне ущільнення підшипникового вузла електричної машини
Номер патенту: 5027
Опубліковано: 15.02.2005
Автори: Хорунжий Павло Михайлович, Москальов Едуард Петрович, Вареник Євген Олександрович, Поршнев Юрій Васильович, Погорельский Абрам Євсійович, Ткачук Микола Миколайович
МПК: H02K 5/12
Мітки: вибухонепроникне, машини, підшипникового, вузла, ущільнення, електричної
Формула / Реферат:
1. Вибухонепроникне ущільнення підшипникового вузла електричної машини, що містить у корпусі, закритому кришкою, рухомі елементи, які утворюють вибухонепроникні щілини з валом, торцевою площиною взаємодії між собою та стінкою корпуса вузла, а також натискні пружинні елементи, встановлені між кришкою вузла і торцевою поверхнею крайнього рухомого елемента, виконаного у вигляді плескатого кільця, яке відрізняється тим, що означене плескате...
Попередній патент: Лістеріозний антиген іеквм для реакції зв’язування комплементу (рзк)
Наступний патент: Пристрій для орієнтованого укладання стрижнеподібних виробів
Випадковий патент: Спосіб виробництва цукру - спосіб бена