Спосіб обробки рідкого металу в проміжному ковші
Номер патенту: 81701
Опубліковано: 25.01.2008
Автори: Смірнов Олексій Миколайович, Дубодєлов Віктор Іванович, Курпас Володимир Іванович, Горюк Максим Степанович, Якобше Ричард Якубович, Нарівський Анатолій Васильович, Найдек Володимир Леонтійович
Формула / Реферат
Спосіб обробки рідкого металу в проміжному ковші, який включає одночасне плазмове продування та нагрівання плазмоутворюючим газом вакуумованого рідкого металу у камері, вакуумне ущільнення якої здійснюють безпосередньо оброблюваним розплавом металу, який відрізняється тим, що вакуумування рідкого металу здійснюють постійно при русі його в кристалізатор машини безперервного лиття зливків через проміжний ківш та вертикальну перегородку в ньому з одночасним плазмовим та додатковим індукційним тепловим впливом на рідкий метал, при цьому висоту стовпа рідкого металу над перегородкою регулюють витратою плазмоутворюючого газу та величиною залишкового тиску в вакуумній камері.
Текст
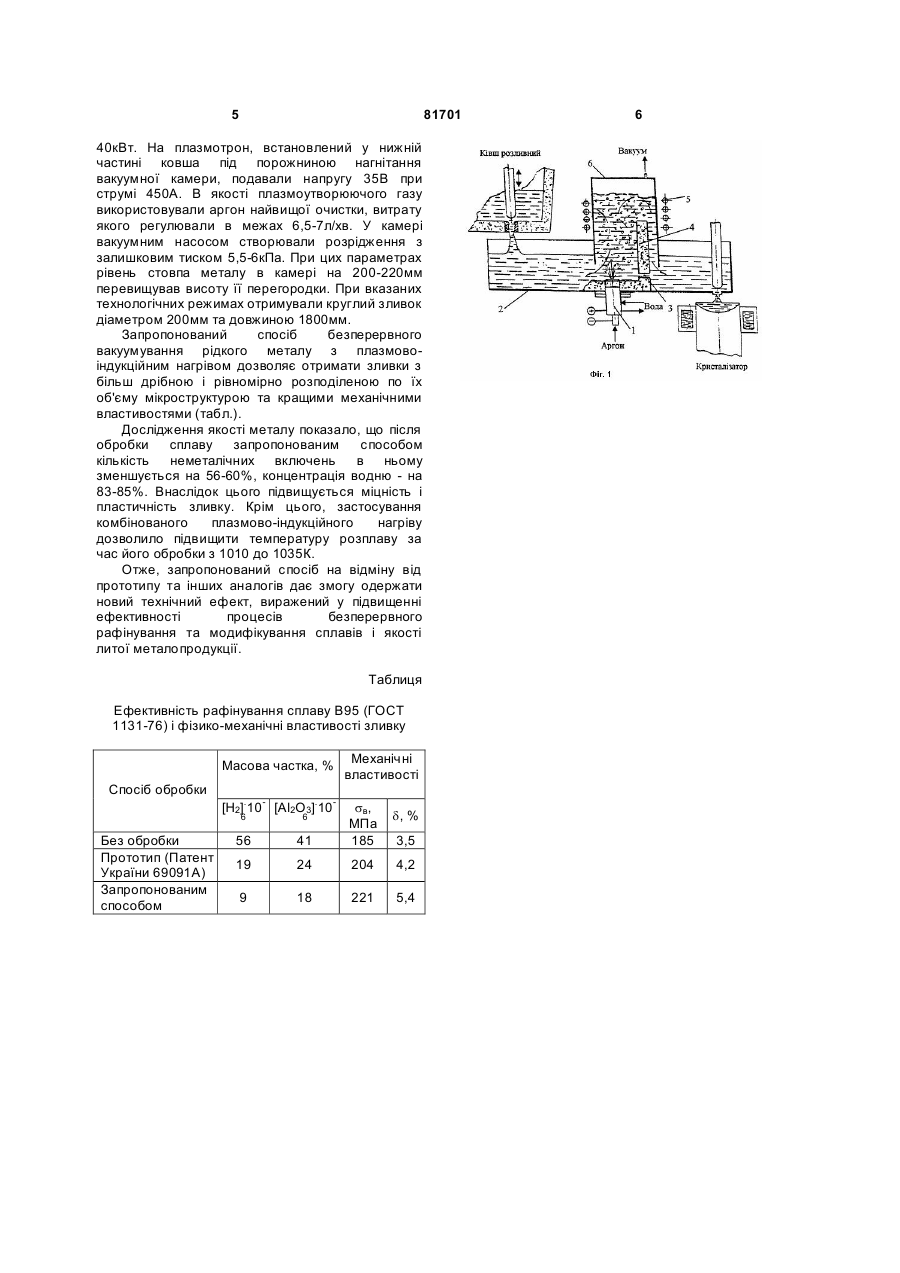
Спосіб обробки рідкого металу в проміжному ковші, який включає одночасне плазмове продування та нагрівання плазмоутворюючим газом вакуумованого рідкого металу у камері, вакуумне ущільнення якої здійснюють безпосередньо оброблюваним розплавом металу, який відрізняється тим, що вакуумування рідкого металу здійснюють постійно при русі його в кристалізатор машини безперервного лиття зливків через проміжний ківш та вертикальну перегородку в ньому з одночасним плазмовим та додатковим індукційним тепловим впливом на рідкий метал, при цьому висоту стовпа рідкого металу над перегородкою регулюють витратою плазмоутворюючого газу та величиною залишкового тиску в вакуумній камері. UA (21) a200603972 (22) 10.04.2006 (24) 25.01.2008 (72) НАЙДЕК ВОЛОДИМИР ЛЕОНТІЙОВИЧ, UA, НАРІВСЬКИЙ АНАТОЛІЙ ВАСИЛЬОВИЧ, UA, ДУБОДЄЛОВ ВІКТОР ІВАНОВИЧ, UA, СМИРНОВ ОЛЕКСІЙ МИКОЛАЙОВИЧ, UA, ЯКОБШЕ РИЧАРД ЯКУБОВИЧ, UA, КУРПАС ВОЛОДИМИР ІВАНОВИЧ, UA, ГОРЮК МАКСИМ СТЕПАНОВИЧ, UA (73) ФІЗИКО-ТЕХНОЛОГІЧНИЙ ІНСТИТУТ МЕТАЛІВ ТА СПЛАВІВ НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ, UA (56) SU, 1 279 535, A3, 23.12.1986 UA, 69 091, A, 16.08.2004 UA, 75 166, C2, 16.08.2004 UA, 75 829, C2, 15.03.2005 RU, 2 026 365, C1, 09.01.1995 Заявка RU, 2000111479, A, 10.05.2002 DE, 1 758 835, A, C21C7/08, publ. 25.03.1971 EP, 0 752 478, B1, C21C7/00,7/10,C22B9/00, publ. C2 2 (19) 1 3 (до 100кПа і більше) вакуум поширюється у розплав лише на глибину не більше 0,3м. Крім вказаних недоліків, спосіб застосовується для обробки тільки кольорових сплавів, оскільки продувку розплаву в камері здійснюють плазмотроном, який занурюють у рідкий метал згори. Реалізація цього способу на сталі та сплавах з високою температурою плавлення вельми проблематична через відсутність матеріалів для виготовлення занурюючих плазмотронів. Загальним недоліком розглянутих способів є великі теплові втрати та значне зменшення (3050К/хв) температури металу при вакуумуванні, що не дозволяє досягнути необхідного ступеня рафінування сплавів через обмеження часу їх обробки. Метою запропонованого винаходу є розробка способу циркуляційного вакуумування сплавів в потоці при їх безперервній розливці з комбінованим плазмово-індукційним нагрівом і термокінетичним впливом плазмового струменя на метал, який вакуумується. Така обробка дозволяє підвищити ефективність процесів рафінування й легування сплавів за рахунок інтенсивної взаємодії газореагентних середовищ ^розплавом, отримати високоякісні безперервнолиті заготовки та прокат з них. Поставлена мета досягається тим, що у запропонованому способі безперервного вакуумування рідкого металу з його плазмовоіндукційним нагрівом в проміжному ковші МБЛЗ, який включає плазмовий нагрів, продувку сплаву, що вакуумується, високотемпературним газом у камері, вакуумне ущільнення якої здійснюють безпосередньо оброблюваним розплавом, згідно з винаходом, рідкий метал пропускають крізь вакуумну камеру, яка нагрівається індуктором над її вертикальною перегородкою, з одночасним термо-кінетичним впливом плазмотрону на розплав у нижній частині камери, при цьому висоту стовпа металу над перегородкою регулюють витратою плазмоутворюючого газу та величиною залишкового тиску в вакуумній камері. Запропонований спосіб дозволяє зменшити на 60-100К перегрівання розплаву в плавильному агрегаті та обробляти рідкий метал при безперервній розливці на МБЛЗ. Розплав при вакуумуванні інтенсивно перемішується у порожнині нагнітання (між стінками камери та перегородкою) нагрітим у плазмотроні газом. В результаті цього підвищується швидкість термодинамічної взаємодії фаз у розплаві, збільшується ступінь видалення із сплавів газів і неметалічних включень, вуглецю із сталі. Пропускання розплаву через камеру з регульованою висотою потоку над перегородкою дозволяє ефективно вакуумувати весь об'єм металу, який надходить з проміжного ковша у кристалізатор. Висота розплаву над перегородкою не повинна перевищувати 0,3м, що регулюється витратою плазмоутворюючого газу (аргон, азот або їх суміш). При більшій висоті стовпа металу над перегородкою, як відомо, вакуум не поширюється на всю глибину потоку розплаву 81701 4 навіть при високому (100кПа і більше) залишковому тиску в камері. При застосуванні у якості плазмоутворюючого газу азоту можна проводити азотування сталі у проміжному ковші нагрітим у плазмотроні та частково іонізованим газом замість важкої операції нітридного зміцнення рідкого металу. Постійний термо-кінетичний вплив плазмовим струменем на розплав, який надходить до вакуумної камери, збільшує інтенсивність взаємодії газореагентних середовищ та масоперенос у рідкому металі, виключає негативний вплив спадковості шихтових матеріалів на структурно-міцностні властивості литих виробів. Розташування водоохолоджуваного плазмотрона в футеровці нижньої частини проміжного ковша дозволяє підвищити надійність роботи і термін експлуатації його основних вузлів, використовувати для їх виготовлення недефіцитні матеріали. Реалізація запропонованого способу здійснюється за допомогою установки, схема якої представлена на фіг.1. Установка складається з: водоохолоджуваного плазмотрона 1; вакуумної камери 2 з індуктором 3; проміжного ковша 4 з вертикальною перегородкою 5, яка розділяє вакуумну камеру 6 на дві порожнини - нагнітання і зливу розплаву. Обробку рідкого металу запропонованим способом здійснюють так. При відкритому доступі інертного газу вмикають плазмотрон 1 і заливають рідкий метал у проміжний ківш 2 при закритому зливному отворі у кристалізатор. Розплав з позиції заливки через технологічні отвори 3 в перегородці 4 рівномірно заповнює весь простір ковша до рівня, достатнього для герметизації вакуумної камери (як правило, на 50-100 мм вище нижнього зрізу камери). Після цього вмикають індуктор 5 і вакуумний насос (на фіг.1 не показаний), відкривають доступ металу в кристалізатор. Під дією розрідження й газліфтного транспортування нагрітим у плазмотроні газом розплав підіймається у вакуумній камері 6 на певну висоту, яка залежить від величини залишкового тиску в камері при вакуумуванні та витрати газу через плазмотрон. Ці параметри регулюють так, щоб рівень стовпа металу в камері постійно не перевищував 0,3 м від верхнього краю перегородки. Рідкий метал при постійному плазмово-індукційному впливі в умовах вакууму безперервно надходить через перегородку у зливну порожнини камери до позиції заливки в кристалізатор. Реалізацію запропонованого способу здійснили на алюмінієвому сплаві В95 (ГОСТ 1131-76) при виготовленні безперервнолитих зливків у вертикальному кристалізаторі. Рідкий метал при температурі 1010К магнітодинамічною установкою МДН-6М заливали до футерованого вологра-ном проміжного ковша. У ковші встановлювали вакуумну камеру діаметром 350 мм з перегородкою, які виготовлені з листа титана товщиною 4 мм марки ВТ-1 (ОСТ 1.90013-81). Ззовні камеру нагрівали індуктором від індукційної печі ІСТ-016 при підведеній до нього потужності 5 81701 40кВт. На плазмотрон, встановлений у нижній частині ковша під порожниною нагнітання вакуумної камери, подавали напругу 35В при струмі 450А. В якості плазмоутворюючого газу використовували аргон найвищої очистки, витрату якого регулювали в межах 6,5-7л/хв. У камері вакуумним насосом створювали розрідження з залишковим тиском 5,5-6кПа. При цих параметрах рівень стовпа металу в камері на 200-220мм перевищував висоту її перегородки. При вказаних технологічних режимах отримували круглий зливок діаметром 200мм та довжиною 1800мм. Запропонований спосіб безперервного вакуумування рідкого металу з плазмовоіндукційним нагрівом дозволяє отримати зливки з більш дрібною і рівномірно розподіленою по їх об'єму мікроструктурою та кращими механічними властивостями (табл.). Дослідження якості металу показало, що після обробки сплаву запропонованим способом кількість неметалічних включень в ньому зменшується на 56-60%, концентрація водню - на 83-85%. Внаслідок цього підвищується міцність і пластичність зливку. Крім цього, застосування комбінованого плазмово-індукційного нагріву дозволило підвищити температуру розплаву за час його обробки з 1010 до 1035К. Отже, запропонований спосіб на відміну від прототипу та інших аналогів дає змогу одержати новий технічний ефект, виражений у підвищенні ефективності процесів безперервного рафінування та модифікування сплавів і якості литої металопродукції. Таблиця Ефективність рафінування сплаву В95 (ГОСТ 1131-76) і фізико-механічні властивості зливку Масова частка, % Спосіб обробки [H2].10- [Al2O3].10 Механічні властивості 6 Без обробки Прототип (Патент України 69091А) Запропонованим способом 6 56 41 sв, МПа 185 19 24 204 4,2 9 18 221 5,4 d, % 3,5 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treatment of liquid metal in intermediate ladle
Автори англійськоюNaidek Volodymyr Leontiiovych, Narivskyi Anatolii Vasyliovych, Dubodelov Viktor Ivanovych, Smyrnov Oleksii Mykolaiovych, Yakobshe Rychard Yakubovych, Kurpas Volodymyr Ivanovych, Horiuk Maksym Stepanovych
Назва патенту російськоюСпособ обработки жидкого металла в промежуточном ковше
Автори російськоюНайдек Владимир Леонтьевич, Наривский Анатолий Васильевич, Дубоделов Виктор Иванович, Смирнов Алексей Николаевич, Якобше Ричард Якубович, Курпас Владимир Иванович, Горюк Максим Степанович
МПК / Мітки
МПК: C22B 9/04, C22B 9/22, H05H 1/26, C22B 9/05, C22B 9/00
Мітки: металу, спосіб, рідкого, проміжному, ковші, обробки
Код посилання
<a href="https://ua.patents.su/3-81701-sposib-obrobki-ridkogo-metalu-v-promizhnomu-kovshi.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки рідкого металу в проміжному ковші</a>
Спосіб обробки рідкого металу
Номер патенту: 69091
Опубліковано: 16.08.2004
Автори: Нарівський Анатолій Васильович, Найдек Володимир Леонтійович, Федоров Андрій Олександрович, Ганжа Микола Сергійович, Біленький Давид Миронович, Сичевський Анатолій Антонович
Мітки: спосіб, обробки, металу, рідкого
Формула / Реферат:
Спосіб обробки рідкого металу, що включає плазмовий нагрів та рафінування і модифікування шляхом продувки високотемпературними середовищами вакуумованого розплаву, який відрізняється тим, що кольорові сплави рафінують та модифікують у реакційній камері, вакуумне ущільнення якої здійснюють оброблюваним розплавом.
Спосіб позапічної обробки рідкого металу в ковші
Номер патенту: 8076
Опубліковано: 26.12.1995
Автори: Лобачьов Владислав Тимофійович, Зражевський Олександр Данилович, Марощик Веслав, Рубін Леонід Вікторович, Бродський Сергій Сергійович, Рашка Владислав, Несвіт Володимир Васильович, Шиш Юрій Іванович
Мітки: спосіб, позапічної, ковші, металу, рідкого, обробки
Текст:
...пульсационногоперемешиватов возрастает. Экспериментальноустановния, с помощью которой в металл вводят лено, что для применяемых на практике 35 кусковой силикокальций СК-30 (ГОСТ 4762реагентов их количество, обеспечивающее 71) фракцией 20 мм. Содержание кислорода протекание процесса рафинирования меи серы в металле соответственно 0,03 и талла в камере без образования на его стен0,040%, температура его в ковше перед наках...
Спосіб обробки рідкого металу в процесі кристалізації при безперервному розливанні
Номер патенту: 55858
Опубліковано: 15.04.2003
Автори: Карлікова Яна Петрівна, Дрьомов Володимир Володимирович, Крейденко Фіра Семенівна, Бродецький Ігор Леонідович, Бєлов Борис Федорович, Харлашин Петро Степанович, Кашира Геннадій Олександрович, Александров Валерій Димитрович, Бєлоусов Вячеслав Володимирович, Троцан Анатолій Іванович
МПК: C22B 4/00
Мітки: розливанні, металу, безперервному, рідкого, обробки, спосіб, процесі, кристалізації
Формула / Реферат:
Спосіб обробки рідкого металу в процесі кристалізації при безперервному розливанні, що включає підведення електричного струму до рідкого металу, який відрізняється тим, що з'єднання металу з позитивним полюсом здійснюють із зовнішньої сторони безперервнолитого злитка, який кристалізується, на рівні дна рідкої лунки, а з негативним - через прошарок шлаку на основі силікатів кальцію, причому силу струму встановлюють у такій відповідності, щоб...
Спосіб обробки рідкого металу в ливарній формі
Номер патенту: 13646
Опубліковано: 17.04.2006
Автори: Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович
МПК: B22D 27/00
Мітки: ливарний, рідкого, обробки, металу, спосіб, форми
Формула / Реферат:
Спосіб обробки рідкого металу в ливарній формі, у якому розрахункова кількість модифікатора або лігатури вводиться в розплав за допомогою газифікованої моделі, який відрізняється тим, що газифікована модель із замішаним порошком розміщується в спеціальній реакційній камері, розташованій між стояком і живильником на шляху руху рідкого металу.
Спосіб обробки рідкого металу

Номер патенту: 59393
Опубліковано: 15.09.2003
Автори: Леус Надія Андріївна, Зінченко Артем Валерійович, Мельцер Герман Давидович
МПК: B22D 27/08, B22D 7/00
Мітки: рідкого, спосіб, металу, обробки
Формула / Реферат:
1. Спосіб обробки рідкого металу, при якому занурюють в розплав металевий стрижень та охолоджують його водою з наданням коливань для переводу кірки, що намерзає на стрижень, в розплав, який відрізняється тим, що коливанням стрижня надають зворотно-обертальної форми навколо його поздовжньої осі.2. Спосіб обробки рідкого металу за п. 1, який відрізняється тим, що амплітуду коливань беруть в межах 5°-180°.3. Спосіб обробки рідкого...
Попередній патент: Масообмінний контактний пристрій
Наступний патент: Очисник головок коренеплодів від залишків гички на корені
Випадковий патент: Установка для забору і очищення води з поверхневих водних джерел