Комбінована матриця для пресування порожнистих прес-виробів
Номер патенту: 82709
Опубліковано: 12.05.2008
Автори: Головко Олександр Миколайович, Гридін Олександр Юрійович
Формула / Реферат
Комбінована матриця для пресування порожнистих прес-виробів, що містить корпус, на робочому торці якого виконана зварювальна камера, та плоский розсікач, що має містки та розташовані між ними живильні канали змінного перерізу, яка відрізняється тим, що на дні зварювальної камери матриці виконані виступи у вигляді прямого призматичного сектора, основою кожного з яких є сектор із заокругленнями при вершинах, причому площа основи кожного призматичного сектора дорівнює 0,3...0,6 площі проекції відповідного живильного каналу на площину, нормальну до осі матриці, а середня лінія основи кожного призматичного сектора співпадає з середньою лінією проекції відповідного живильного каналу, при цьому висота виступів становить:
![]() ,
,
де ![]() - висота виступу;
- висота виступу;
![]() - глибина зварювальної камери;
- глибина зварювальної камери;
![]() - площа проекції живильного каналу на площину, нормальну до осі матриці;
- площа проекції живильного каналу на площину, нормальну до осі матриці;
![]() - площа основи виступу.
- площа основи виступу.
Текст
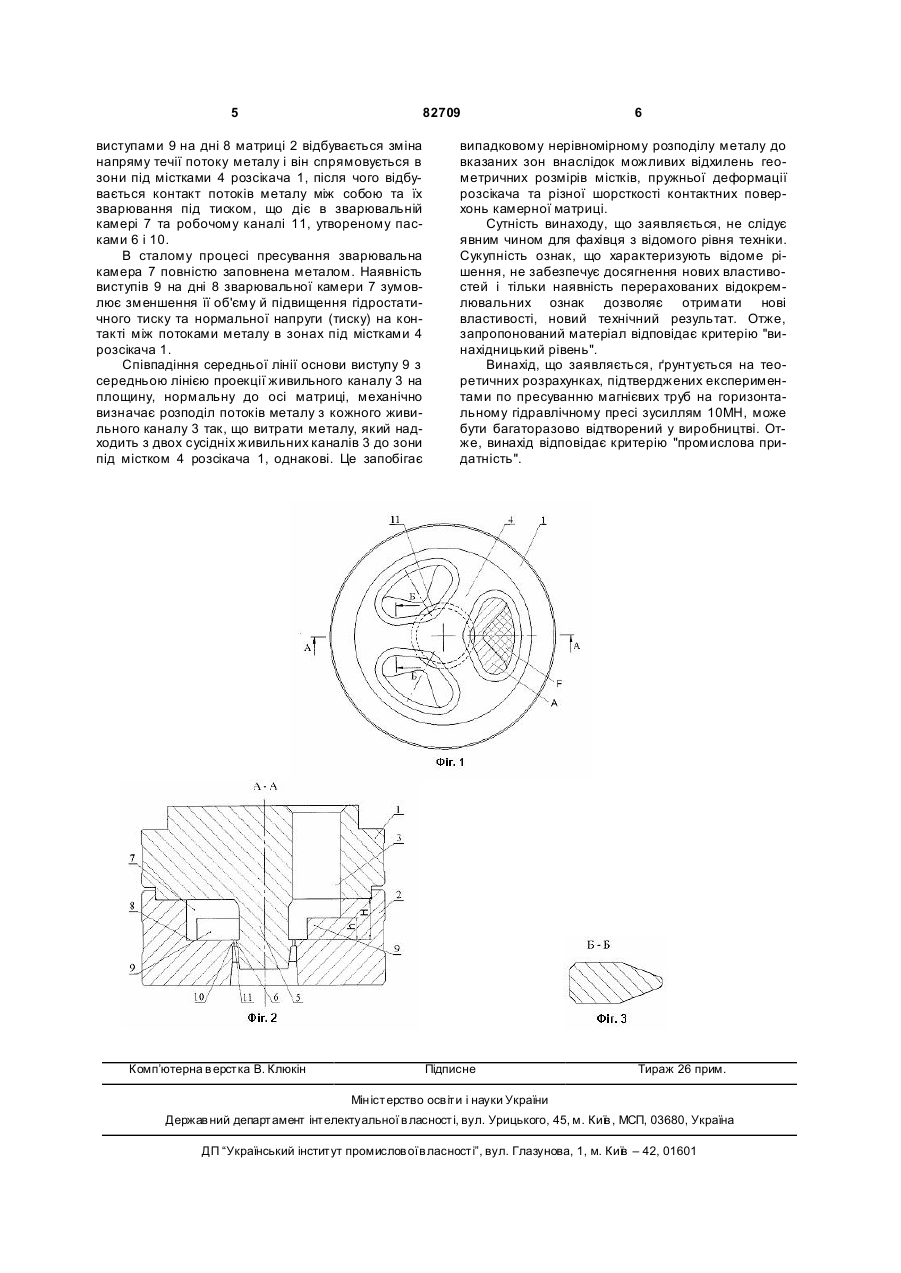
Комбінована матриця для пресування порожнистих прес-виробів, що містить корпус, на робочому торці якого виконана зварювальна камера, та плоский розсікач, що має містки та розташовані між ними живильні канали змінного перерізу, яка відрізняє ться тим, що на дні зварювальної камери матриці виконані виступи у вигляді прямого призматичного сектора, основою кожного з яких є сектор із заокругленнями при вершинах, причому площа основи кожного призматичного сектора дорівнює 0,3...0,6 площі проекції відповідного живильного каналу на площину, нормальну до осі матриці, а середня лінія основи кожного призматичного сектора співпадає з середньою лінією проекції відповідного живильного каналу, при цьому висота виступів становить: h = 0 ,3 × H × A / F , де h - висота виступу; H - глибина зварювальної камери; A - площа проекції живильного каналу на площину, нормальну до осі матриці; F - площа основи виступу. UA (21) a200602415 (22) 06.03.2006 (24) 12.05.2008 (46) 12.05.2008, Бюл.№ 9, 2008 р. (72) ГОЛОВКО ОЛЕКСАНДР МИКОЛАЙОВИЧ, UA, ГРИДІН ОЛЕКСАНДР ЮРІЙОВИЧ, U A (73) НАЦІОН АЛЬНА МЕТАЛУРГІЙНА АКАДЕМІЯ УКРАЇНИ, U A (56) Гильденгорн М.С., Керов В.Г., Кривонос Г.А. Прессование со сваркой полых изделий из алюминиевых сплавов. - М.: Металлургия, 1975. - С. 53, 55, рис. 7г. Данченко В.Н., Миленин A.A., Головко А.Н. Производство профилей из алюминиевых сплавов. Теория и технология. - Днепропетровск: "Системные технологии", 2002. - С. 294, 296, 388, рис. 8.9, 11.15. JP 62263822, 16.11.1987 JP 2004209510, 29.07.2004 SU 200561, 15.08.1967 RU 2236316, 20.09.2004 C2 2 (19) 1 3 82709 Однак використання комбінованих матриць такої конструкції не дозволяє отримати якісний зварний шов в зоні під містком розсікача внаслідок недостатнього тиску між потоками металу в цій зоні. Крім того. Різниця швидкостей потоків металу, що живлять зону каналу матриці під містками розсікача, внаслідок можливих відхилень геометричних розмірів містків, пружної деформації розсікача та різної шорсткості контактних поверхонь камерної матриці призводить до викривлення порожнистого профілю. В основу винаходу поставлена задача поліпшення якості зварного шва за рахунок підвищення тиску на контакті між потоками металу з сусідніх живильних каналів розсікача та запобігання можливого викривлення прес-виробу шляхом зміни конструкції корпусу-матриці. Поставлена задача вирішується тим що, на дні зварювальної камери матриці розміщені виступи, кожний з яких виконаний у виді прямого призматичного сектору, основою якого є сектор із заокругленнями при вершинах, причому площа основи дорівнює 0,3...0,6 площі проекції живильного каналу на площину, нормальну до осі матриці, а середня лінія основи співпадає з середньою лінією проекції живильного каналу, при цьому висота виступів обчислюється за формулою: h=0,3×H×A/F (1) де h - висота виступ у; H - глибина зварювальної камери; А - площа проекції живильного каналу на площину, нормальну до осі матриці; F - площа основи виступ у. Загальною ознакою для заявленого пристрою й прототипу є те, що комбінована матриця містить корпус-матрицю, на робочому торці якої є зварювальна камера, та плоский розсікач, що містить містки та розташовані між ними живильні канали перемінного перерізу. Відрізняльною ознакою є те, що, на дні зварювальної камери матриці розміщені виступи, кожний з яких виконаний у виді прямого призматичного сектору, основою якого є сектор із заокругленнями при вершинах, причому площа основи дорівнює 0,3...0,6 площі проекції живильного каналу на площину, нормальну до осі матриці, а середня лінія основи співпадає з середньою лінією проекції живильного каналу, при цьому висота виступів обчислюється за формулою: h=0,3×H×A/F де h - висота виступ у; H- глибина зварювальної камери; А - площа проекції живильного каналу на площину, нормальну до осі матриці; F - площа основи виступ у. Наявність в запропонованій матриці виступів у виді прямих призматичних секторів, основою кожного з яких є сектор із заокругленнями при вершинах, при цьому площа основи дорівнює 0,3...0,6 площі проекції живильного каналу на площину, нормальну до осі матриці, а висота виступів обчислюється за формулою (1), забезпечує підвищення тиску між потоками металу в зонах під містками розсікача. 4 Якщо площа основи виступу менша, ніж 0,3 площі проекції живильного каналу на площину, нормальну до осі матриці, при висоті, яка обчислена за формулою (1), виступи не забезпечують необхідного підвищення тиску на контакті двох потоків металу з сусідніх живильних каналів розсікача, що зумовлює недостатність міцності поздовжнього зварного шва в порожнистому прес-виробі. Розташування виступів на дні зварювальної камери таким чином, що середня лінія основи виступу співпадає з середньою лінією проекції живильного каналу на площину, нормальну до осі матриці, забезпечує задані витрати металу, що поступає з кожного живильного каналу ч зони під містками розсікача, та запобігає можливому викривленню порожнистого профілю (труби), що пресується. Виступи, висота яких менша, ніж обчислена за формулою (1) не забезпечують заданого розподілу витрати металу по зонах під містками розсікача. Якщо площа проекції основи виступу більша ніж 0,6 площі проекції живильного каналу на площину, нормальну до осі матриці при висоті матриці, що обчислена за формулою (1), об'єм виступу є занадто великим, що суттєво зменшує об'єм зварювальної камери й приводить до значного збільшення сили пресування, а це. в свою чергу, обмежує сортамент прес-виробів та швидкість і продуктивність процесу пресування. Виконання виступів висотою більшою ніж та, що обчислена за формулою (1), приводить до можливого пошкодження виступів внаслідок перегріву при пресуванні та зумовлює підвищені витрати металу при виготовленні матриці. По наявним у заявника і авторів відомостям запропонована сукупність ознак. що характеризують сутність винаходу, не відома з рівня техніки. Отже, винахід відповідає критерію "новизна". Суть винаходу пояснюється кресленнями де зображені: Фіг.1 - загальний вид комбінованої матриці для пресування порожнистих прес-виробів, вид зверху; Фіг.2 - фронтальний переріз комбінованої матриці; Фіг.3 - частковий поздовжній переріз містка розсікача. Комбінована матриця для пресування порожнистих профілів складається з двох основних деталей: розсікача 1 і корпуса-матриці 2. Розсікач 1 має живильні канали 3, які розділяються між собою містками 4. Містки 4 мають перемінну форму поперечного перерізу, внаслідок чого живильні канали 3 також мають перемінну форму у площині, що перпендикулярна до осі матриці. Містки 4 виконані як єдине тіло з оправкою 5, яка має калібруючий пасок 6. Корпус-матриця 2 має поглиблення - зварювальну камеру 7 на дні 8 якої є виступи 9. Калібруючий пасок 10 корпусу-матриці 2 і пасок 6 розсікача 1 утворюють робочий канал 11. Пристрій працює таким чином. На початку пресування містки 4 розсікача 1 вдавлюються в торець заготовки та розділяють її на потоки, що проходять по живильних каналах 3 розсікача 1 і входять до зварювальної камери 7 матриці 2. При контакті потоку металу заготовки з 5 82709 виступами 9 на дні 8 матриці 2 відбувається зміна напряму течії потоку металу і він спрямовується в зони під містками 4 розсікача 1, після чого відбувається контакт потоків металу між собою та їх зварювання під тиском, що діє в зварювальній камері 7 та робочому каналі 11, утвореному пасками 6 і 10. В сталому процесі пресування зварювальна камера 7 повністю заповнена металом. Наявність виступів 9 на дні 8 зварювальної камери 7 зумовлює зменшення її об'єму й підвищення гідростатичного тиску та нормальної напруги (тиску) на контакті між потоками металу в зонах під містками 4 розсікача 1. Співпадіння середньої лінії основи виступу 9 з середньою лінією проекції живильного каналу 3 на площину, нормальну до осі матриці, механічно визначає розподіл потоків металу з кожного живильного каналу 3 так, що витрати металу, який надходить з двох сусідніх живильних каналів 3 до зони під містком 4 розсікача 1, однакові. Це запобігає Комп’ютерна в ерстка В. Клюкін 6 випадковому нерівномірному розподілу металу до вказаних зон внаслідок можливих відхилень геометричних розмірів містків, пружньої деформації розсікача та різної шорсткості контактних поверхонь камерної матриці. Сутність винаходу, що заявляється, не слідує явним чином для фахівця з відомого рівня техніки. Сукупність ознак, що характеризують відоме рішення, не забезпечує досягнення нових властивостей і тільки наявність перерахованих відокремлювальних ознак дозволяє отримати нові властивості, новий технічний результат. Отже, запропонований матеріал відповідає критерію "винахідницький рівень". Винахід, що заявляється, ґрунтується на теоретичних розрахунках, підтверджених експериментами по пресуванню магнієвих труб на горизонтальному гідравлічному пресі зусиллям 10МН, може бути багаторазово відтворений у виробництві. Отже, винахід відповідає критерію "промислова придатність". Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCombined matrix for pressing of hollow molded articles
Автори англійськоюHolovko Oleksandr Mykolaiovych, Hrydin Oleksandr Yuriiovych
Назва патенту російськоюКомбинированная матрица для прессования полых пресс-изделий
Автори російськоюГоловко Александр Николаевич, Гридин Александр Юрьевич
МПК / Мітки
МПК: B21C 23/02, B21C 25/00
Мітки: комбінована, пресування, матриця, порожнистих, прес-виробів
Код посилання
<a href="https://ua.patents.su/3-82709-kombinovana-matricya-dlya-presuvannya-porozhnistikh-pres-virobiv.html" target="_blank" rel="follow" title="База патентів України">Комбінована матриця для пресування порожнистих прес-виробів</a>
Матриця для багатоканального пресування профілів

Номер патенту: 60591
Опубліковано: 15.10.2003
Автори: Головко Олександр Миколайович, Гридін Олександр Юрійович, Данченко Валентин Миколайович
МПК: B21C 25/00
Мітки: пресування, матриця, багатоканального, профілів
Формула / Реферат:
Матриця для багатоканального пресування профілів, виконана у вигляді циліндричного корпуса з плоским робочим торцем, калібруючими каналами та виступами на робочому торці, яка відрізняється тим, що на робочому плоскому торці матриці довкола кожного каналу виконують заглиблення, стінки між якими утворюють виступи з прямокутною формою поперечного перерізу, що мають товщину 0,05...0,15 діаметра контейнера й висоту 1...2 товщини виступу, а центри...
Матриця для пресування вигнутих профілів
Номер патенту: 60655
Опубліковано: 15.10.2003
Автори: Гридін Олександр Юрійович, Данченко Валентин Миколайович, Міленін Андрій Анатолійович, Головко Олександр Миколайович
МПК: B21C 25/00
Мітки: профілів, вигнутих, матриця, пресування
Формула / Реферат:
Матриця для пресування вигнутих профілів, що виконана у вигляді циліндричного корпуса з плоским робочим торцем, каналом та форкамерою, яка відрізняється тим, що стінки каналу утворюють поясок з постійною вздовж каналу товщиною центр ваги каналу співпадає з віссю матриці, а середня лінія форкамери зміщена відносно середньої лінії каналу на величину
Матриця для пресування профілів інструментів
Номер патенту: 47660
Опубліковано: 15.09.2004
Автори: Воропаєв Віталій Семенович, Грибков Віктор Костянтинович, Гогаєв Казбек Олександрович, Радченко Олександр Кузьмич
МПК: B21C 25/00, B22F 3/20
Мітки: профілів, інструментів, пресування, матриця
Формула / Реферат:
Матриця для пресування профілів інструментів, яка має корпус з послідовно розташованими уздовж його осі західною та формотвірною ділянками і ділянкою, що калібрує, а також гвинтовими виступами, виконаними на формотвірній ділянці та ділянці, що калібрує, яка відрізняється тим, що західна і формотвірна ділянки виконані конічними, причому західна – з кутом , формотвірна – з...
Спосіб пресування виробів з порошкових матеріалів і прес-форма для його здійснення
Номер патенту: 75885
Опубліковано: 15.06.2006
Автори: Двіліс Едгар Сєргєєвіч, Соколов Віталій Міхайловіч, Похолков Юрій Пєтровіч, Хасанов Олєг Леонідовіч
МПК: B30B 15/02, B22F 3/03, B22F 3/02
Мітки: виробів, спосіб, пресування, матеріалів, порошкових, прес-форма, здійснення
Формула / Реферат:
1. Спосіб пресування виробів з порошкових матеріалів, який полягає в тому, що вміщують порошковий матеріал в формоутворюючу порожнину прес-форми, обмежену активними і пасивними формоутворюючими поверхнями суцільних або складових формоутворюючих елементів прес-форми, здійснюють взаємне переміщення формоутворюючих елементів прес-форми вздовж осі пресування, при цьому здійснюють передачу зусилля пресування від формоутворюючих елементів...
Шнековий прес для формування порожнистих виробів
Номер патенту: 33209
Опубліковано: 15.02.2001
Автори: Мікульонок Ігор Олегович, Сезонов Максим Вікторович
МПК: B27N 3/08
Мітки: прес, порожнистих, виробів, формування, шнековий
Текст:
...шнека має щонайменше один радіальний отвір і споряджений циліндричним наконечником, який відповідає формі порожнини виробу й розташований у кінці формуючої втулки. Виконання шнека з вказаними відмінними ознаками забезпечує своєчасне відведення вологи, яка виділяється з деревини (у вигляді крапель чи пари), крізь радіальний, а далі осьовий отвори шнека за межі преса. При цьому виключається вихід вологи за межі формуючої втулки в...
Попередній патент: Пристрій для регулювання потужності газодизеля
Наступний патент: Пептид, що зв’язується з тромбопоетиновим рецептором (варіанти), та спосіб лікування тромбоцитопенії (варіанти)
Випадковий патент: Спосіб лікування ревматоїдного артриту