Матриця для пресування профілів інструментів
Номер патенту: 47660
Опубліковано: 15.09.2004
Автори: Радченко Олександр Кузьмич, Грибков Віктор Костянтинович, Гогаєв Казбек Олександрович, Воропаєв Віталій Семенович
Формула / Реферат
Матриця для пресування профілів інструментів, яка має корпус з послідовно розташованими уздовж його осі західною та формотвірною ділянками і ділянкою, що калібрує, а також гвинтовими виступами, виконаними на формотвірній ділянці та ділянці, що калібрує, яка відрізняється тим, що західна і формотвірна ділянки виконані конічними, причому західна – з кутом ![]() , формотвірна – з кутом
, формотвірна – з кутом ![]() , при цьому значення конструктивних параметрів матриці з`язані співвідношенням
, при цьому значення конструктивних параметрів матриці з`язані співвідношенням ![]() де d1 - найбільший діаметр західної ділянки, а d2 – найбільший діаметр формотвірної ділянки, а сумарний коефіцієнт витягнення l дорівнює 7-9.
де d1 - найбільший діаметр західної ділянки, а d2 – найбільший діаметр формотвірної ділянки, а сумарний коефіцієнт витягнення l дорівнює 7-9.
Текст
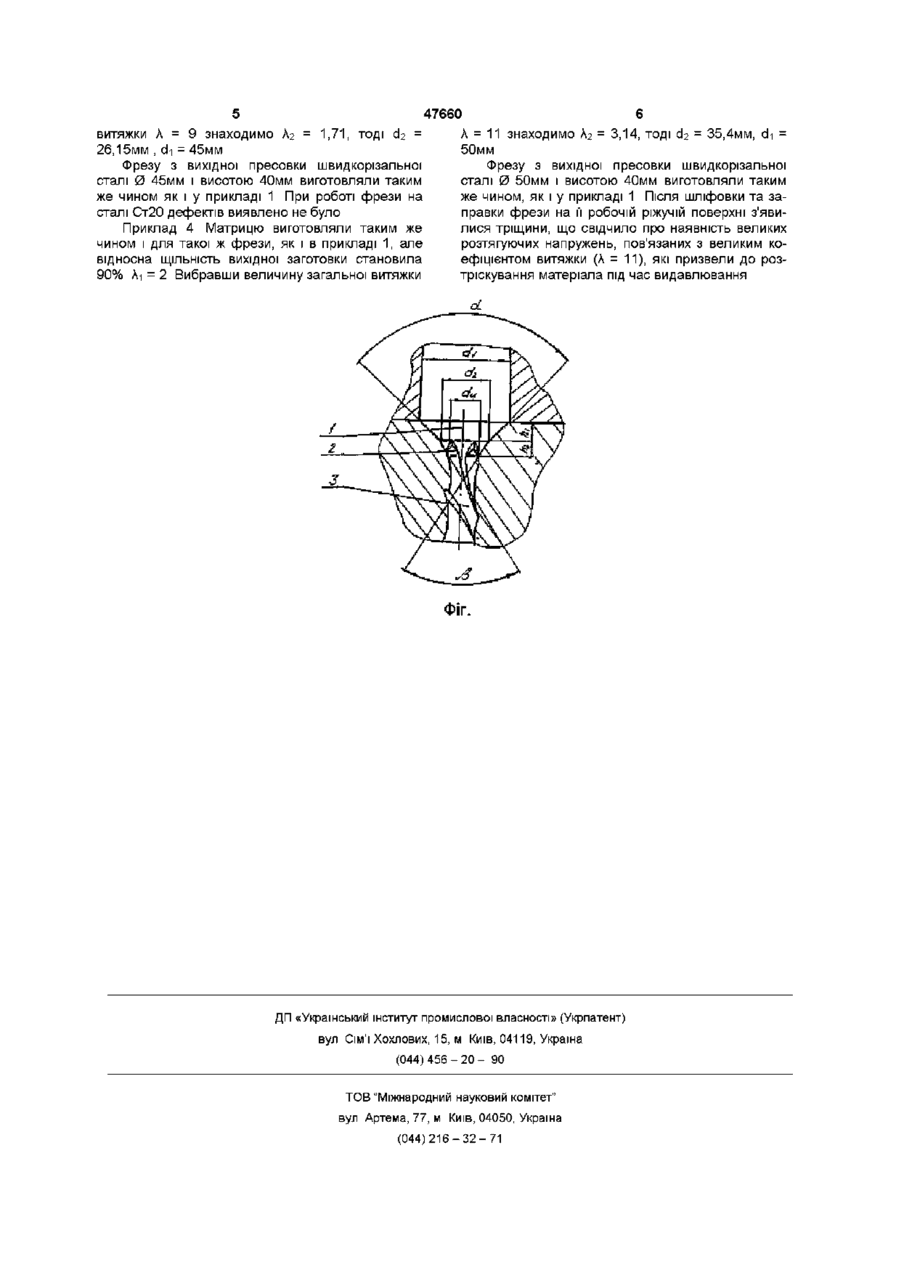
Матриця для пресування профілів інструментів з порошкових заготівок, яка має корпус з послідовно розташованими уздовж його осі вхідною та формотвірною ділянками і ділянкою, що калібрує, а також гвинтовими виступами, виконаними на формотвірній ДІЛЯНЦІ та ДІЛЯНЦІ, ЩО калібрує, яка Винахід відноситься до пристроїв для обробки металів тиском, а саме до формотворного інструмента для процесів пресування і штампування порошкових заготовок Відома конструкція матриці (а с СРСР № 776692, М кл В21С25/02, опубліковане Б И № 41, 1980), що має західну і формуючу ділянки, ділянку зі спіральними канавками, що формує а також пасок, що калібрує, причому на західній ДІЛЯНЦІ виконані спіральні канавки з нахилом до утворюючої и поверхні, протилежним нахилу канавок формуючої ділянки Недоліком даної конструкції матриці є неможливість пресування заготовок з металевих порошків, зокрема заготовок з порошків швидкорізальних сталей, отриманих у результаті холодного пресування і твердофазного спікання, з причини їхньої низької відносної ЩІЛЬНОСТІ (82-92%) Відома також матриця для пресування фасонних профілів (а с СРСР № 1172625, М кл В21С25/02, Б И № ЗО, 1985), що має робочу та калібруючу ділянки з подовжніми спіральними канавками, причому на робочій ДІЛЯНЦІ виконані додаткові спіральні канавки з перемінною глибиною Недоліком даної конструкції є те, що ця матриця не дає можливості одержувати фасонні профілі з порошкових заготовок тому, що формування відбувається на самому початку процесу пресу відрізняється тим, що західна і формотвірна ділянки виконані конічними, причому західна - з кутом СС = 80 — 1 0 0 ° , формотвірна - з кутом Р = 50 — 70°, а початок утворення гвинтових виступів на формотвірній ДІЛЯНЦІ обумовлений певною ЩІЛЬНІСТЮ порошкових заготовок, що пре—^—=2-^-3, "2 де di - найбільший діаметр західної ділянки, a сЬ діаметр ВІДПОВІДНИЙ початку формотвірної ділянки, при цьому загальний коефіцієнт витяжки дорівнює 7-9 сують, визначений співвідношенням вання на матеріалі, який має низьку ЩІЛЬНІСТЬ Як прототип прийнята матриця для пресування профілів, переважно для інструментів з емітовими робочими елементами (а с СРСР № 1204284, М кл В21С25/02, Б И № 2, 1986), яка має корпус з послідовно розташованими уздовж його осі західною, формотворною, та калібруючою ділянками з гвинтовими виступами і западинами, які виконані на формотворній і калібруючій ділянках Недоліком даної конструкції матриці є те, що вона дозволяє одержувати профілі інструментів тільки сортового металу з повним циклом переробки, який включає плавку, розливання у зливки, виготовлення сортового металу методами обробки металів тиском, різання на мірні заготовки, та холоднопресованих порошкових заготовок з наступним їх рідкофазним спіканням, що, як відомо, для порошкових швидкорізальних сталей є вкрай небажаним, тому що погіршується структура і механічні характеристики сталі Дана матриця не придатна для пресування порошкових заготовок з відносною ЩІЛЬНІСТЮ 82 - 92%, тому, що профіль починає формуватися з заготовки малої ЩІЛЬНОСТІ І низьким коефіцієнтом витяжки 1,5 - 2,5, що закладений у конструкції матриці (вихідна заготовка такого ж діаметра, що і готовий інструмент) Усі ці фактори призводять до того, що порошкові загото О (О (О 47660 вки в матриці або руйнуються, або виходять з деВисота західної ділянки визначається за форфеїсгами, а саме тріщинами мулою d, -d~ a В основу винаходу "Матриця для пресування профілів інструментів" поставлено задачу розшиНа формотворній ДІЛЯНЦІ коефіцієнт витяжки рення технологічних можливостей, зокрема можскладається з двох складових, k-z - обумовлена ливість використання порошкових заготовок з відкутом р, а Аз - обумовлена гвинтовими виступами носною ЩІЛЬНІСТЮ 82 - 92%, і поліпшення якості Величина сумарного коефіцієнта витяжки доріввиробів нює А = Аі * Аг * Аз Аз - визначається з конструктиПоставлена задача вирішується шляхом того, вних особливостей інструменту, по його перетині що матриця для пресування профілів інструментів, Тоді містить корпус з послідовно розташованими уздовж його осі західною, формотворною та калібруючою ділянками, а також гвинтовими виступами, Величину діаметра ВІДПОВІДНОГО початку виконаними на формотворній і калібруючій ділянформотворної ділянки і її висоту знаходимо по ках При цьому в пропонованій матриці західна і формулах формотворна ділянки виконані конічними, причому західна з кутом а = 80 -100°, формотворна з кутом | = л ^ 3 - А ч .к^ф^-ущр. р = 50 - 70°, а діаметр конуса (сЬ), який відповідає початку формотворної ділянки та утворенню гвинПриклад 1 Зі сталі Р6М5 була виготовлена тових виступів, і обумовлений ЩІЛЬНІСТЮ порошкоматриця фрези 020мм для пресування заготовок з вих заготовок, що пресують, визначається зі співпорошкових швидкорізальних сталей в універсальному штампі зі зворотним виштовхуванням заготовок фрез Кут нахилу західної ділянки складав а = 90°, а формотворної р = 60° Відносна ЩІЛЬНІСТЬ U відношення 2 , де d-i - максимальний вихідної заготовки 92% Конструктивні параметри діаметр західної ділянки, при цьому загальний матриці визначалися в такий спосіб По кресленню коефіцієнт витяжки заготовки (А) знаходиться в фрези визначався коефіцієнт витяжки, обумовлеінтервалі 7 - 9 ний профілем (гвинтовими виступами) Аз = 1,75 Конструкція пропонованої матриці для пресуТому, що відносна ЩІЛЬНІСТЬ ВИХІДНОЇ заготовки вання профілів інструментів дає можливість, при 92%, то Аі = 2 Вибравши величину загальної виВИХІДНІЙ ВІДНОСНІЙ ЩІЛЬНОСТІ заготовок з порошків тяжки А = 5 знаходимо k-z швидкорізальних сталей з відносною ЩІЛЬНІСТЮ 82 - 92%, на західній ДІЛЯНЦІ одержувати матеріал із А- А, t І ЩІЛЬНІСТЮ близькою до теоретичної, а зміна кута а ТОДІ = 80 - 100° на кут р = 50 - 70° на формотворній ДІЛЯНЦІ дозволяє витримати величину швидкості , d, = 33,8лш. деформації при видавлюванні на західній та формотворній ділянках приблизно на одному рівні, що Пресовку 0 34мм і висотою 40мм виготовляли сприятливо позначається на якості профільних з порошку швидкорізальної сталі марки заготовок інструментів Р9М4К8МП і спікали в вакуумі при температурі 1180 ± 10°С з витримкою ЗО хвилин Спечену преПри цьому початок утворення гвинтових висовку нагрівали в індукторі до 820 ± 10°С та видаступів на формотворній ДІЛЯНЦІ при пресуванні влювали через запропоновану матрицю на кривозаготовок з відносною ЩІЛЬНІСТЮ 82 - 86% знахошипному пресі марки KB 2132, зусиллям 160 тон Виштовхування заготовки проводили виштовхувачем вмонтованим в стіл преса Одержана таким U дяться зі співвідношення 2 , а для заготовок чином фреза була підвергнута шліфовці, заточена 2 та заправлена ВІДПОВІДНИМ ЧИНОМ При різанні за4 =2 готовки зі сталі Ст20 спостерігали викришування з відносною ЩІЛЬНІСТЮ 87 - 92% — "2 На фігурі представлена пропонована матриця для пресування профілів інструментів Вона складається з західної ділянки 1, формотворної ділянки 2 і ділянки, що калібрує, 3 di - максимальний діаметр західної частини, d u - діаметр інструмента, a, h-i - кут і висота західної ділянки, р, гі2 - кут і висота формотворної ділянки Початок формотворної ділянки визначиться зі співвідношення 4 . = (2 + 3) = "2 де Лі - коефіцієнт витяжки d2 = західної ділянки, звідси ' "' , для заготовок з відносною ЩІЛЬНІСТЮ 82 - 86% Аі = 3, а для заготовок з відносною ЩІЛЬНІСТЮ 87 - 92% А = 2 робочої кромки фрези, що свідчило про низьку якість одержаного інструменту Приклад 2 Матрицю виготовляли таким же чином і для такої ж фрези, як і в прикладі 1 Кут нахилу західної ділянки складав а = 80°, а формотворної р = 50° Відносна ЩІЛЬНІСТЬ ВИХІДНОЇ заготовки 90% Вибираємо величину загальної витяжки А = 7, тоді Аг = 2, d2 = 28,3мм, di = 40мм Фрезу з вихідної пресовки швидкорізальної сталі 0 40мм і висотою 40мм виготовляли таким же чином як і у прикладі 1 При різанні сталі Ст20 дефектів виявлено не було Приклад 3 Матрицю виготовляли таким же чином і для такої ж фрези, як і в прикладі 1, але кут нахилу західної ділянки в цьому випадку складав а = 100°, а формотворної — р = 70° Аі = З, тому, що відносна ЩІЛЬНІСТЬ ВИХІДНОЇ заготовки становила 84% Вибравши величину загальної 47660 витяжки А = 9 знаходимо Аг = 1,71, тоді d2 = 26,15мм , di = 45мм Фрезу з вихідної пресовки швидкорізальної сталі 0 45мм і висотою 40мм виготовляли таким же чином як і у прикладі 1 При роботі фрези на сталі Ст20 дефектів виявлено не було Приклад 4 Матрицю виготовляли таким же чином і для такої ж фрези, як і в прикладі 1, але відносна ЩІЛЬНІСТЬ вихідної заготовки становила 90% Аі = 2 Вибравши величину загальної витяжки А = 11 знаходимо k-z = 3,14, тоді d2 = 35,4мм, di = 50мм Фрезу з вихідної пресовки швидкорізальної сталі 0 50мм і висотою 40мм виготовляли таким же чином, як і у прикладі 1 Після шліфовки та заправки фрези на її робочій ріжучій поверхні з'явилися тріщини, що свідчило про наявність великих розтягуючих напружень, пов'язаних з великим коефіцієнтом витяжки (А = 11), які призвели до розтріскування матеріала під час видавлювання ФІГ. ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMatrix for pressing instrument profiles
Автори англійськоюHohaiev Kazbek Oleksandrovych, Radchenko Oleksandr Kuzmych, Voropaiev Vitalii Semenovych
Назва патенту російськоюМатрица для прессования профилей инструментов
Автори російськоюГогаев Казбек Александрович, Радченко Александр Кузьмич, Воропаев Виталий Семенович
МПК / Мітки
МПК: B22F 3/20, B21C 25/00
Мітки: матриця, пресування, інструментів, профілів
Код посилання
<a href="https://ua.patents.su/3-47660-matricya-dlya-presuvannya-profiliv-instrumentiv.html" target="_blank" rel="follow" title="База патентів України">Матриця для пресування профілів інструментів</a>
Матриця для пресування вигнутих профілів
Номер патенту: 60655
Опубліковано: 15.10.2003
Автори: Данченко Валентин Миколайович, Гридін Олександр Юрійович, Головко Олександр Миколайович, Міленін Андрій Анатолійович
МПК: B21C 25/00
Мітки: матриця, вигнутих, профілів, пресування
Формула / Реферат:
Матриця для пресування вигнутих профілів, що виконана у вигляді циліндричного корпуса з плоским робочим торцем, каналом та форкамерою, яка відрізняється тим, що стінки каналу утворюють поясок з постійною вздовж каналу товщиною центр ваги каналу співпадає з віссю матриці, а середня лінія форкамери зміщена відносно середньої лінії каналу на величину
Матриця для багатоканального пресування профілів

Номер патенту: 60591
Опубліковано: 15.10.2003
Автори: Гридін Олександр Юрійович, Данченко Валентин Миколайович, Головко Олександр Миколайович
МПК: B21C 25/00
Мітки: багатоканального, пресування, матриця, профілів
Формула / Реферат:
Матриця для багатоканального пресування профілів, виконана у вигляді циліндричного корпуса з плоским робочим торцем, калібруючими каналами та виступами на робочому торці, яка відрізняється тим, що на робочому плоскому торці матриці довкола кожного каналу виконують заглиблення, стінки між якими утворюють виступи з прямокутною формою поперечного перерізу, що мають товщину 0,05...0,15 діаметра контейнера й висоту 1...2 товщини виступу, а центри...
Пристрій для пресування порошкових заготовок
Номер патенту: 39448
Опубліковано: 15.06.2001
Автори: Лазоркін Віктор Андрійович, Безкровний Михайло Григорович, Бедросова Лариса Василівна, Артамонов Юрій Вікторович, Терновий Юрій Федорович
МПК: B22F 3/02
Мітки: пресування, порошкових, пристрій, заготовок
Формула / Реферат:
Пристрій для пресування порошкових заготовок, що складається з двох утримувачів, верхнього та нижнього інструменту, кінематично поєднаних між собою, який відрізняється тим, що утримувачі верхнього та нижнього інструменту кінематично пов'язані між собою через утримувачі бічних інструментів, виконані з похилими поверхнями та спряжені з похилими поверхнями утримувачів верхнього та нижнього інструменту, кут нахилу спряжених похилих поверхонь...
Технологічна лінія по виробництву різальних інструментів з порошків швидкорізальних сталей
Номер патенту: 53200
Опубліковано: 15.01.2003
Автори: Гогаєв Казбек Олександрович, Грибков Віктор Костянтинович, Ульшин Віктор Іванович, Позняк Леонід Олександрович
МПК: B22F 3/20
Мітки: сталей, технологічна, різальних, інструментів, порошків, швидкорізальних, лінія, виробництву
Формула / Реферат:
Технологічна лінія по виробництву різальних інструментів з порошків швидкорізальних сталей, що містить установку розпилення розплаву сталі водою, установки для сушіння, відпалу, сортування і сепарації порошку, установку для холодного ізостатичного пресування заготовок, установку для спікання заготовок у вакуумі, установку індукційного нагрівання, прес для гарячого пресування, яка відрізняється тим, що вона оснащена двома нагрівальними...
Спосіб пресування металевого порошку
Номер патенту: 62879
Опубліковано: 15.12.2003
Автори: Алаторцев Олександр Олександрович, Блохін Олександр Григорович, Кравцова Юлія Вікторівна
МПК: B22F 3/02
Мітки: порошку, спосіб, пресування, металевого
Формула / Реферат:
Спосіб пресування металевого порошку, що включає попереднє формування та остаточне пресування заготовки, поєднане з деформацією зрушенням у напрямку, перпендикулярному напрямку пресування, який відрізняється тим, що попереднє формування виконують із зусиллям (0,5-0,7) Рпр., а остаточне пресування виконують у процесі зрушення в локальному шарі з постійно діючим навантаженням попереднього пресування, причому кут зрушення призначається від 0° до...
Попередній патент: Спосіб одержання поліквазікристалічних злитків з порошків системи алюміній-мідь-залізо
Наступний патент: Спосіб нанесення зносостійких дискретних композиційних покриттів на робочу поверхню металевої деталі
Випадковий патент: Силова різенарізувальна головка