Спосіб газової цементації сталевих деталей
Номер патенту: 54731
Опубліковано: 17.03.2003
Автори: Мосолов В'ячеслав Іванович, Мірошниченко Леонід Володимирович, Борозняк Олександр Іванович
Формула / Реферат
Спосіб газової цементації сталевих деталей, який включає їх завантаження за допомогою корзин в муфель шахтної печі, його герметизацію, нагрів до температури обробки, подачу в муфель навуглецьовувального газу, відвід продуктів розпаду газу через свічу та витримку при температурі обробки, який відрізняється тим, що навуглецьовувальний газ подають в нижню частину муфеля, а взаємодію газу з деталями здійснюють при його підйомі до свічі крізь отвори перфорованих корзин та обичайок, утворюючи в садці корзин вертикальний отвір.
Текст
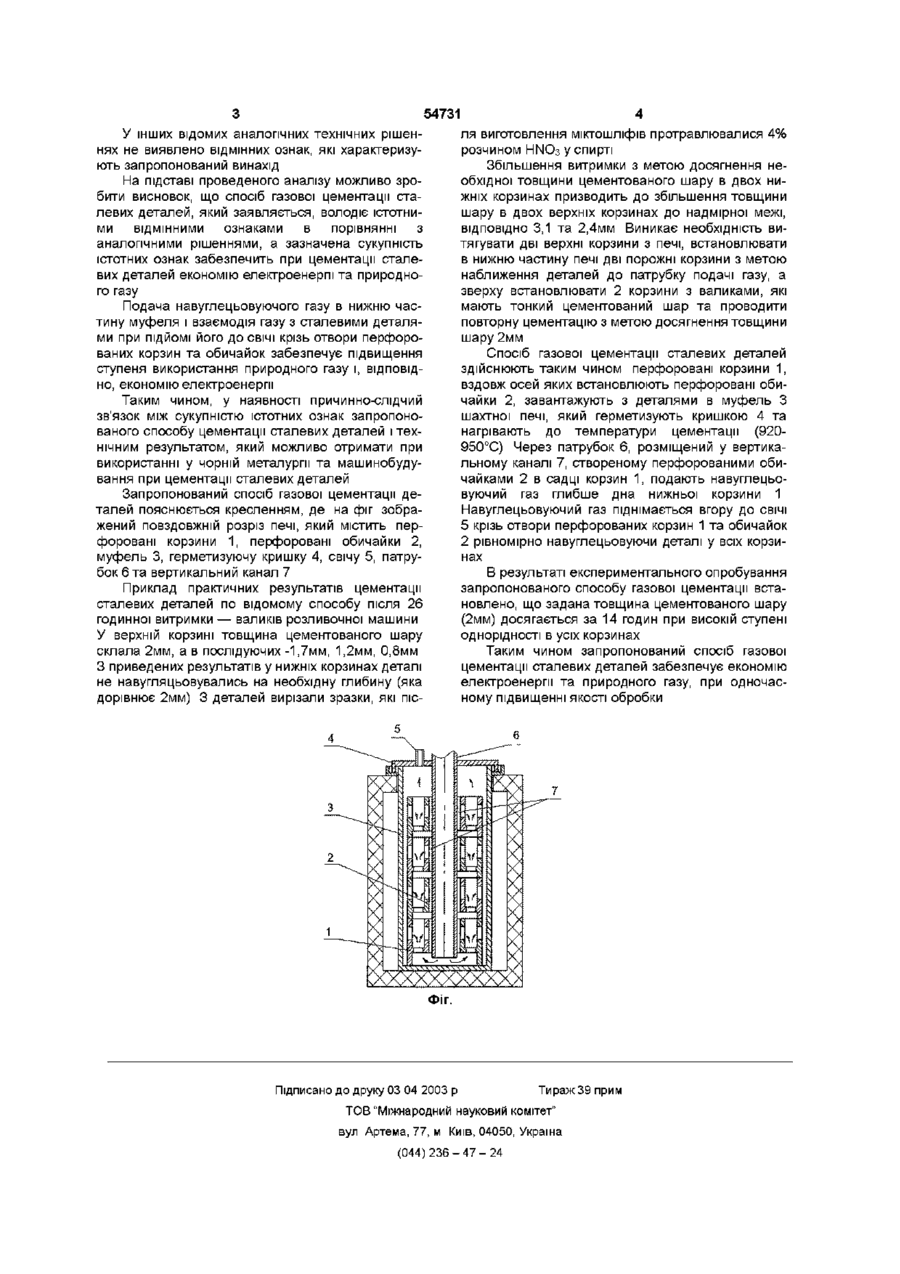
Спосіб газової цементації сталевих деталей, який включає їх завантаження за допомогою кор Винахід стосується галузі чорної металурги, зокрема хіміко-термічної обробки сталевих деталей Відомий спосіб цементації сталевих деталей в твердому карбюризаторі, який вміщує укладання деталей в короби з карбюризатором, герметизацію, завантаження в піч та витримку при температурі обробки (див Тилкин Н А Довідник терміста ремонтної служби , -М Металургія, -1981, - 409с ) Причиною, що перешкоджає досягненню поставленого завдання відомим способом цементації, є неможливість інтенсифікації навуглецьовування за причиною малої керованості процесу Відомий спосіб газової цементації сталевих деталей, ухвалений як прототип, вміщує їх завантаження за допомогою корзин в муфіль шахтної печі, його герметизацію, нагрів до температури обробки (див Долотов Г П , Кондаков Е А Устаткування термічних цехів та лабораторій випробування металів, -М Машинобудування, -1981, 37с) Причиною, що перешкоджає досягненню потрібного технічного результату прототипом, виявляється недостатній доступ газу в нижні корзини для навуглецьовування на потрібну глибину В основу винаходу поставлене завдання розробити спосіб газової цементації сталевих деталей, який забезпечує економію електроенергії та природного газу за рахунок підвищення ступеню використання газу Поставлене технічне завдання вирішується таким чином, що у відомому способі цементації зин в муфель шахтної печі, його герметизацію, нагрів до температури обробки, подачу в муфель навуглецьовувального газу, ВІДВІД продуктів розпаду газу через свічу та витримку при температурі обробки, який відрізняється тим, що навуглецьовувальний газ подають в нижню частину муфеля, а взаємодію газу з деталями здійснюють при його ПІДЙОМІ до СВІЧІ крізь отвори перфорованих корзин та обичайок, утворюючи в садці корзин вертикальний отвір сталевих деталей, який містить в собі їх завантаження за допомогою корзин в муфель шахтної печі, його герметизацію, нагрів до температури обробки, подачу в муфель навуглецьовуючого газу, ВІДВІД продуктів розпаду газу через свічу та підтримку при температурі обробки, навуглецьовуючий газ подають в нижню частину муфеля, а взаємодію газу з деталями здійснюють при його ПІДЙОМІ до СВІЧІ крізь отвори перфорованих корзин ті обичайок, створюючи в садці корзин вертикальний канал для висхідного потоку газу Загальними для відомого та запропонованого способу газової цементації деталей є слідуючи ознаки завантаження деталей за допомогою корзин в муфель шахтної печі, його герметизація, нагрів до температури обробки, подача в муфель навуглецьовуючого газу, ВІДВІД продуктів розпаду газу через свічу та витримку при температурі обробки ВІДМІННИМИ ВІД прототипу істотними ознаками запропонованого способу газової цементації сталевих деталей виявляються - подача навуглецьовуючого газу у нижню частину муфеля, - здійснення взаємодії газу з деталями при його ПІДЙОМІ до СВІЧІ крізь отвори перфорованих кор зин та обичайок, - створення в садці корзин вертикального каналу для висхідного потоку газу Наявність цих ознак дозволяє класифікувати запропонований винахід, як ВІДПОВІДНИЙ критерію "новизна" СО Ю 54731 У інших відомих аналогічних технічних рішеннях не виявлено ВІДМІННИХ ознак, які характеризують запропонований винахід На підставі проведеного аналізу можливо зробити висновок, що спосіб газової цементації сталевих деталей, який заявляється, володіє істотними ВІДМІННИМИ ознаками в порівнянні ля виготовлення міктошліфів протравлювалися 4% розчином НІЧОз у спирті Збільшення витримки з метою досягнення необхідної товщини цементованого шару в двох нижніх корзинах призводить до збільшення товщини шару в двох верхніх корзинах до надмірної межі, ВІДПОВІДНО 3,1 та 2,4мм Виникає необхідність витягувати дві верхні корзини з печі, встановлювати в нижню частину печі дві порожні корзини з метою наближення деталей до патрубку подачі газу, а зверху встановлювати 2 корзини з валиками, які мають тонкий цементований шар та проводити повторну цементацію з метою досягнення товщини шару 2мм Спосіб газової цементації сталевих деталей здійснюють таким чином перфоровані корзини 1, вздовж осей яких встановлюють перфоровані обичайки 2, завантажують з деталями в муфель З шахтної печі, який герметизують кришкою 4 та нагрівають до температури цементації (920950°С) Через патрубок 6, розміщений у вертикальному каналі 7, створеному перфорованими обичайками 2 в садці корзин 1, подаютьнавуглецьовуючий газ глибше дна нижньої корзини 1 Навуглецьовуючий газ піднімається вгору до СВІЧІ 5 крізь отвори перфорованих корзин 1 та обичайок 2 рівномірно навуглецьовуючи деталі у всіх корзинах В результаті експериментального опробування запропонованого способу газової цементації встановлено, що задана товщина цементованого шару (2мм) досягається за 14 годин при високій ступені однорідності в усіх корзинах Таким чином запропонований спосіб газової цементації сталевих деталей забезпечує економію електроенергії та природного газу, при одночасному підвищенні якості обробки з аналогічними рішеннями, а зазначена сукупність істотних ознак забезпечить при цементації сталевих деталей економію електроенергії та природного газу Подача навуглецьовуючого газу в нижню частину муфеля і взаємодія газу з сталевими деталями при ПІДЙОМІ його до СВІЧІ крізь отвори перфоро ваних корзин та обичайок забезпечує підвищення ступеня використання природного газу і, ВІДПОВІДНО, економію електроенергії Таким чином, у наявності причинно-слідчий зв'язок між сукупністю істотних ознак запропонованого способу цементації сталевих деталей і технічним результатом, який можливо отримати при використанні у чорній металургії та машинобудування при цементації сталевих деталей Запропонований спосіб газової цементації деталей пояснюється кресленням, де на фіг зображений повздовжній розріз печі, який містить перфоровані корзини 1, перфоровані обичайки 2, муфель 3, герметизуючу кришку 4, свічу 5, патрубок 6 та вертикальний канал 7 Приклад практичних результатів цементації сталевих деталей по відомому способу після 26 годинної витримки — валиків розпивочної машини У верхній корзині товщина цементованого шару склала 2мм, а в послідуючих -1,7мм, 1,2мм, 0,8мм З приведених результатів у нижніх корзинах деталі не навугляцьовувались на необхідну глибину (яка дорівнює 2мм) 3 деталей вирізали зразки, які піс Фіг. Підписано до друку 03 04 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for gas cementation of steel pieces
Автори англійськоюBorozniak Oleksandr Ivanovych
Назва патенту російськоюСпособ газовой цементации стальных деталей
Автори російськоюБорозняк Александр Иванович
МПК / Мітки
Мітки: цементації, сталевих, деталей, спосіб, газової
Код посилання
<a href="https://ua.patents.su/2-54731-sposib-gazovo-cementaci-stalevikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб газової цементації сталевих деталей</a>
Спосіб вакуумного дифузійного хромування сталевих деталей
Номер патенту: 30333
Опубліковано: 15.11.2000
Автори: Коваленко Василь Опанасович, Коваленко Ігор Васильович
МПК: C23C 10/12
Мітки: дифузійного, сталевих, хромування, спосіб, вакуумного, деталей
Формула / Реферат:
Спосіб вакуумного дифузійного хромування сталевих деталей, який включає насичення хромом як з парової, так і твердої фаз при температурі 1120-1140°С в вакуумі з залишковим тиском 0,133...0,013 Па, який відрізняється тим, що застосований хром у вигляді дисперсного особливо чистого порошку попередньо спікається в спеціальній прес-формі по режиму хромування на протязі 1 год. для одержання "хромового електрода" з формою поверхні,...
Спосіб відновлення сталевих деталей
Номер патенту: 20750
Опубліковано: 07.10.1997
Автори: Черновол Михайло Іванович, Коровайченко Юрій Миколайович, Тончева Ніна Миколаївна
МПК: C21D 8/00
Мітки: сталевих, відновлення, деталей, спосіб
Формула / Реферат:
Спосіб відновлення сталевих деталей, включаючий попереднє та кінцеве термоциклювання, наплавку та пластичне деформування, який відрізняється тим, що перед і після наплавки з пластичним деформуванням деталь піддають комбінованій почерговій термоциклічній обробці з змінними параметрами: в інтервалі температур з швидкостями нагріву та охолодження 50°C/с; в інтервалі температур з швидкістю нагріву 100°C/с і охолодження 50°C/с, при цьому...
Спосіб низькотемпературного нітроцементування сталевих деталей
Номер патенту: 2256
Опубліковано: 26.12.1994
Автори: Вітчук Рафаїл Якимович, Хайтін Борис Шейликович, Городецький Данило Борисович
МПК: C23C 4/12
Мітки: спосіб, сталевих, низькотемпературного, нітроцементування, деталей
Формула / Реферат:
Способ низкотемпературной нитроцементации стальных деталей, включающий загрузку деталей в контейнер, нагрев, введение насыщающего азотсодержащего органического реагента, выдержку и охлаждение, отличающийся тем, что, с целью улучшения качества покрытия, насыщающий реагент вводят одновременно с загружаемыми деталями, контейнер герметизируют, а в качестве азотсодержащего органического реагента используют полиамиды.
Спосіб поверхневого зміцнення сталевих деталей
Номер патенту: 3349
Опубліковано: 27.12.1994
Автори: Бондарюк Микола Миколайович, Малимон Валентина Ігорівна, Бондаренко Олександр Вікторович, Жуков Андрій Олександрович
МПК: C23C 8/08
Мітки: сталевих, поверхневого, зміцнення, спосіб, деталей
Формула / Реферат:
Способ поверхностного упрочнения стальных деталей, преимущественно профильных, включающий их нагрев до температуры эвтектического плавления токами высокой частоты в контакте с углеродсодержащим материалом и выдержку, отличающийся тем, что в качестве углеродсодержащего материала используют углеродный волокнистый материал, который прижимают к поверхности детали керамическим прижимом, повторяющим конфигурацию детали, а выдержку ведут в течение...
Спосіб відновлення сталевих та чавунних деталей машин
Номер патенту: 19594
Опубліковано: 25.12.1997
Автори: Вербовська Ніна Іванівна, Ткачук Володимир Микитович, Канарчук Вадім Євгенович, Барилович Леонід Павлович
МПК: C23C 8/00
Мітки: сталевих, чавунних, машин, деталей, спосіб, відновлення
Формула / Реферат:
Способ восстановления стильных и чугунных деталей машин, включающий наплавку изношенной поверхности детали, отличающийся тем, что наплавку проводят низкоуглеродистой сталью, после чего осуществляют электролитическое борирование наплавленного слоя.
Попередній патент: Спосіб захисту міокарда при корекції вад серця в умовах штучного кровообігу
Наступний патент: Окуляри і спосіб регулювання оптичних параметрів лінзи
Випадковий патент: Спосіб отримання інактивованої вакцини проти лейкозу великої рогатої худоби