Спосіб закриття торцевої або обрізної кромки стільникових плит
Формула / Реферат
1. Спосіб закриття торцевої або обрізної кромки стільникових плит спіненим полімером, який для заповнення порожнин вводять у стільникову плиту або наносять на неї з боку її кромки уздовж неї, який відрізняється тим, що стільникову плиту її закриваючою обрізною кромкою безупинно або дискретно переміщають по каліброваній стрічці або каліброваній напрямній, при цьому спінений полімер безпосередньо перед надходженням стільникової плити на калібровану стрічку або на калібровану напрямну подають в обмежувальні зовні каліброваною стрічкою або каліброваною напрямною порожнини і стільникову плиту утримують її закриваючою обрізною кромкою у контакті з каліброваною стрічкою або каліброваною напрямною шляхом притиснення до неї до ствердіння спіненого полімеру.
2. Спосіб за п. 1, який відрізняється тим, що як зовнішній обмежник порожнин подають окантовувальну стрічку, яка спіненим полімером з'єднується зі стільниковою плитою, утворюючи суцільне щільне з'єднання з нею.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що стільникову плиту або пакет стільникових плит пропускають між двома розташованими одна проти одної каліброваними стрічками або каліброваними напрямними для закриття за один технологічний перехід двох протилежних обрізних кромок.
4. Спосіб за п. 2, який відрізняється тим, що окантовувальну стрічку щільно притискають до відповідної кромки стільникової плити для додання спіненому полімеру достатньої щільності.
5. Спосіб за будь-яким з попередніх пунктів 1-4, який відрізняється тим, що довжину каліброваної стрічки або каліброваної напрямної і/або тривалість контактування з нею стільникової плити та тривалість пропущення стільникової плити по ній погоджують з тривалістю спінювання та ствердіння спіненого полімеру.
6. Спосіб за п. 1, який відрізняється тим, що на закриту стверділим спіненим полімером обрізну кромку стільникової плити наносять окантовувальну стрічку, переважно приклеюють її термоплавким клеєм.
7. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що утворюючий стільникову структуру матеріал стільникової плити ущільнюють у зоні її торцевої або обрізної кромки натискним роликом, притискним ковзним башмаком або іншим аналогічним пристосуванням для створення певного вільного простору, який заповнюють в подальшому спіненим полімером
8. Спосіб за п. 7, який відрізняється тим, що в заповнюваний спіненим полімером вільний простір поміщають і фіксують у ньому спіненим полімером у результаті його ствердіння засоби для кріплення або фіксації приладів, фурнітури, шарнірів, петель або інших аналогічних деталей.
9. Спосіб за будь-яким з попередніх пунктів 1-7, який відрізняється тим, що зовнішня панель і/або панель-основа стільникової плити мають по краю фаску.
Текст
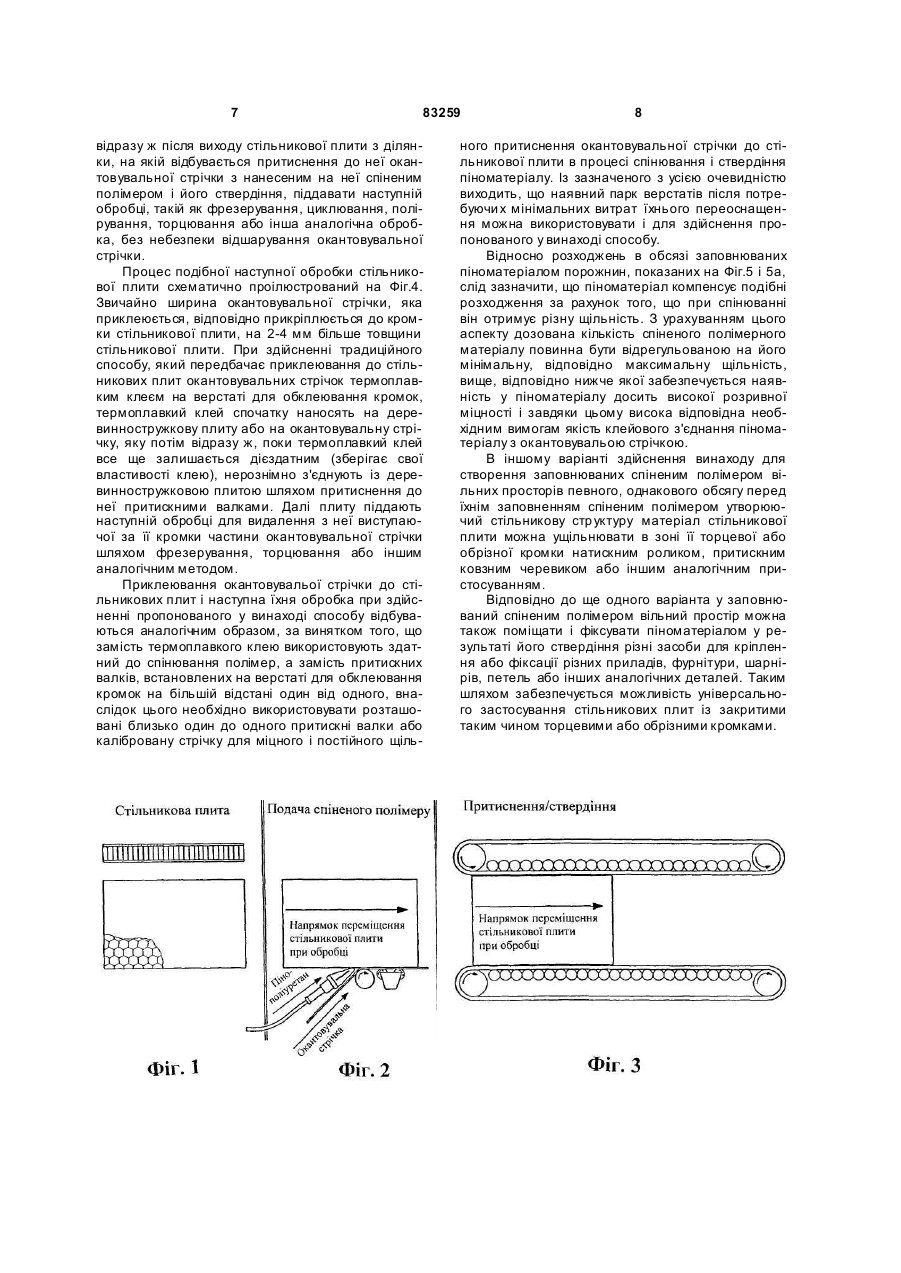
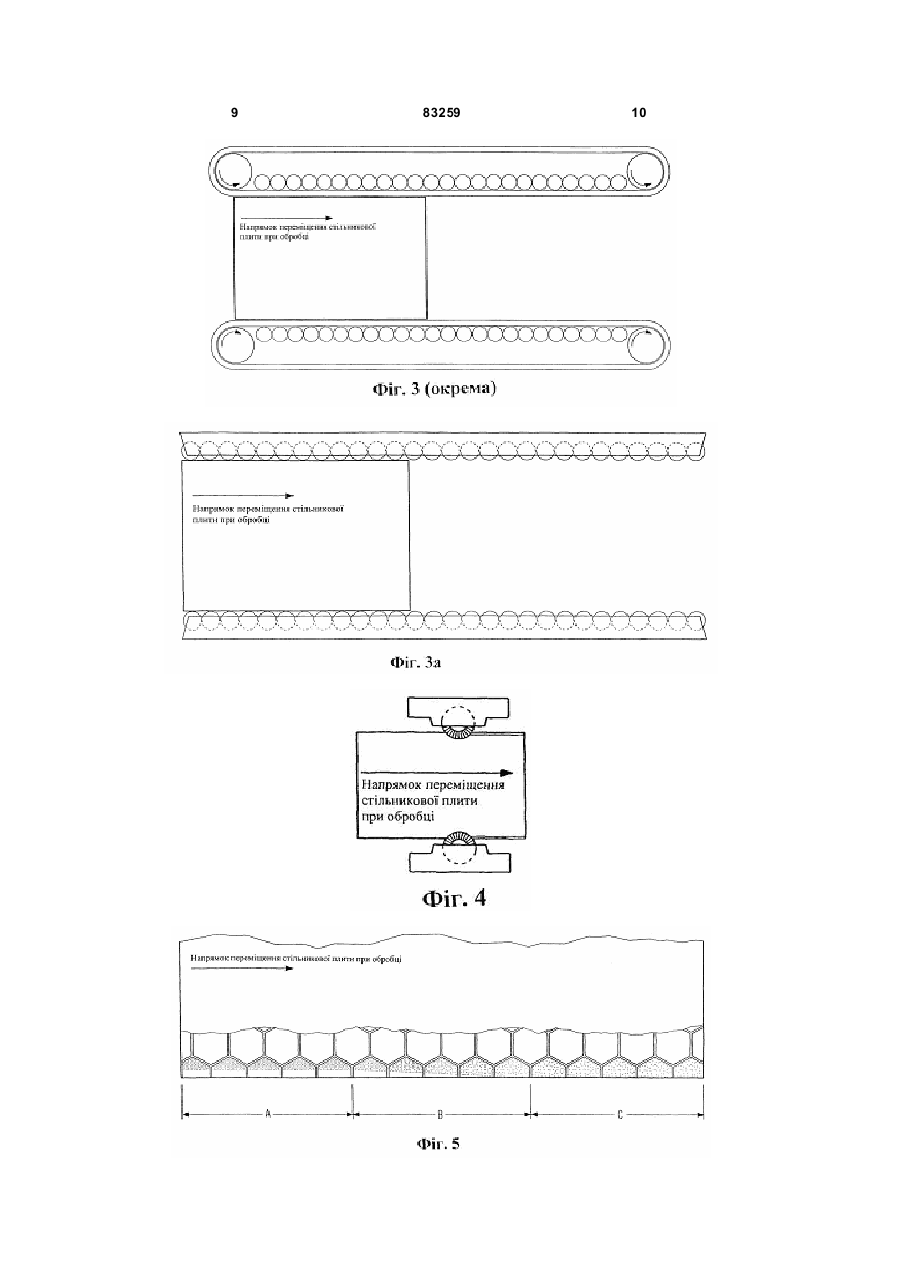
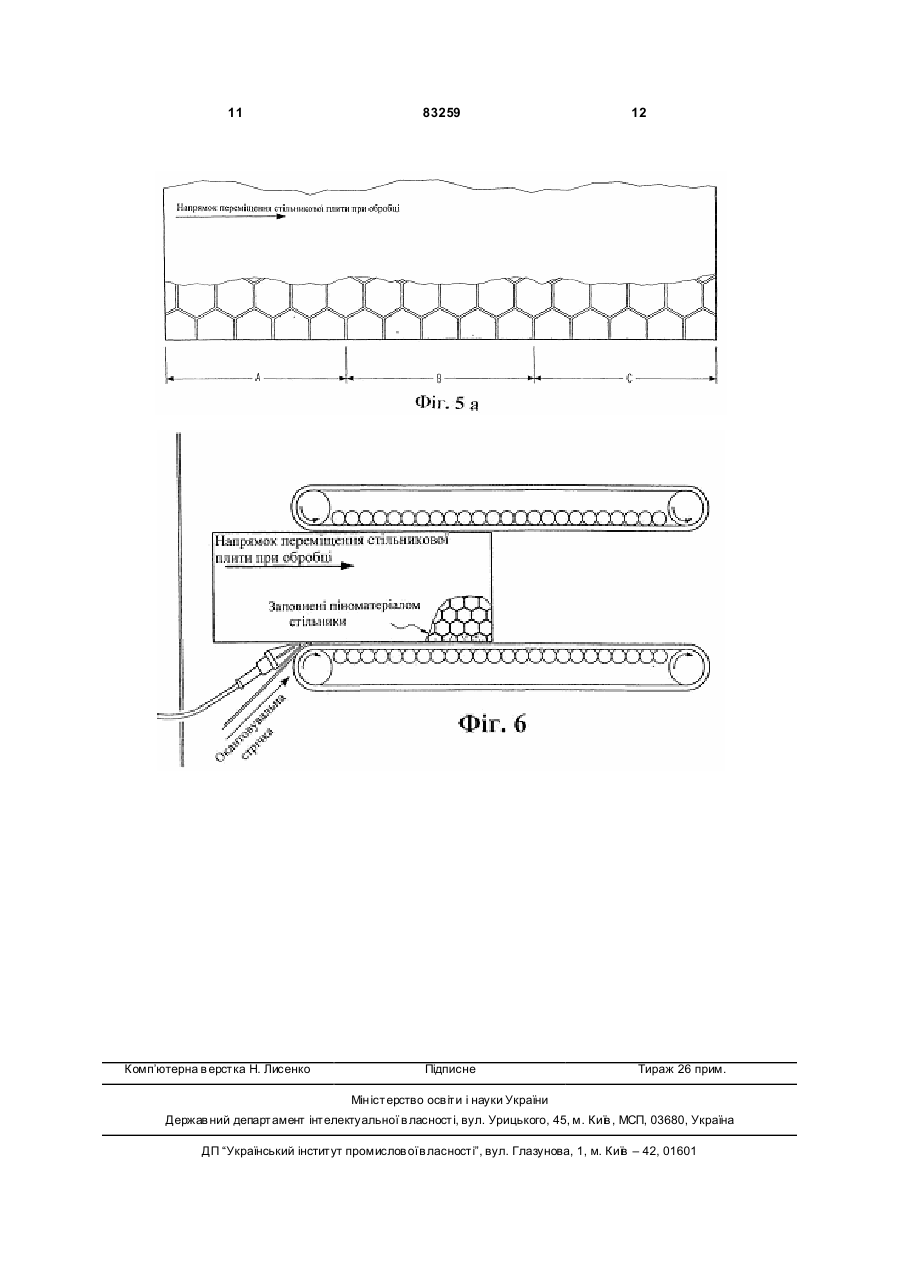
1. Спосіб закриття торцевої або обрізної кромки стільникових плит спіненим полімером, який для заповнення порожнин вводять у стільникову плиту або наносять на неї з боку її кромки уздовж неї, який відрізняється тим, що стільникову плиту її закриваючою обрізною кромкою безупинно або дискретно переміщають по каліброваній стрічці або каліброваній напрямній, при цьому спінений полімер безпосередньо перед надходженням стільникової плити на калібровану стрічку або на калібровану напрямну подають в обмежувальні зовні каліброваною стрічкою або каліброваною напрямною порожнини і стільникову плиту утримують її закриваючою обрізною кромкою у контакті з каліброваною стрічкою або каліброваною напрямною шляхом притиснення до неї до ствердіння спіненого полімеру. 2. Спосіб за п.1, який відрізняється тим, що як зовнішній обмежник порожнин подають окантовувальну стрічку, яка спіненим полімером з'єднується зі стільниковою плитою, утворюючи суцільне щільне з'єднання з нею. 3. Спосіб за п.1 або п.2, який відрізняється тим, що стільникову плиту або пакет стільникових плит C2 2 (19) 1 3 83259 Стільникові плити в порівнянні із деревинностружковими плитами мають кращі статичні властивості при набагато меншій своїй масі. Стільникова плита складається в основному зі стільникової структури, яка утворена просоченим синтетичною смолою папером або іншим аналогічним матеріалом, і виконаного з різних матеріалів покриття, яке складається з зовнішньої панелі і панелі-основи. Однак складність при виготовленні стільникових плит полягає в тому, що кожну плиту необхідно обладнувати дерев'яною окантовкою, без якої в стільниковій плиті неможливо було б виконувати ніякі отвори, необхідні для кріплення приладів, фурнітури або інших аналогічних деталей. Альтернативою подібного закриття кромок стільникових плит є заповнення кромок спіненим матеріалом. При цьому, однак, після ствердіння спіненого матеріалу потрібне трудомістке відділення його зайвої частини, а також потрібна додаткова обробка стільникових плит, насамперед при необхідності нанесення на кромки закриваючої їх окантовувальної стрічки з відповідним декоративним малюнком, який використовується як елемент зовнішньої обробки стільникової плити, що надає їй закінченого вигляду. Виходячи з вищевикладеного, в основу даного винаходу було покладене завдання запропонувати удосконалений спосіб закриття торцевої або обрізної кромки стільникових плит спіненим полімером, який для заповнення ним порожнин можна було б вводити в стільникову плиту або наносити на неї з боку її кромки уздовж неї без необхідності наступної обрізки надлишку збільшеного в обсязі піноматеріалу, який виступає зі стільникової плити або фрезерування зайвого піноматеріалу, відповідно його видалення іншим шляхом, при цьому одночасно повинна забезпечуватися можливість нанесення при необхідності на обрізну кромку окантовувальної стрічки безпосередньо в процесі заповнення порожнин піноматеріалом. Зазначене завдання вирішується за допомогою пропонованого у винаході способу, відмітні ознаки якого представлені в п.1 формули винаходу і принаймні переважні варіанти здійснення якого наведені в залежних пунктах формули винаходу. Відповідно до цього стільникову плиту її закриваючою обрізною кромкою безупинно або дискретно переміщають по каліброваній стрічці або каліброваній напрямній, при цьому спінений полімер безпосередньо перед надходженням стільникової плити на калібровану стрічку або на калібровану напрямну подають в порожнини обмежені зовні каліброваною стрічкою або каліброваною напрямною і стільникову плиту утримують її закриваючою обрізною кромкою у контакті з каліброваною стрічкою або каліброваною напрямною шляхом притиснення до неї до ствердіння спіненого полімеру. В одному з варіантів здійснення пропонованого у винаході способу як зовнішній обмежувач порожнин можна подавати окантовувальну стрічку, яка спіненим полімером з'єднується зі стільниковою плитою, утворюючи суцільне щільне з'єднання з нею. На додаток до цього на звернену до стіль 4 никової плити сторону окантовувальної стрічки можна при необхідності наносити термоплавкий клей. Для подальшого підвищення ефективності та продуктивності пропонованого у винаході способу стільникову плиту або навіть цілий пакет стільникових плит можна в процесі їхнього виготовлення пропускати між двома розташованими одна проти одної каліброваними стрічками або каліброваними напрямними для закриття за один технологічний перехід відразу двох протилежних обрізних кромок. З технологічної точки зору окантовувальну стрічку доцільно щільно притискати до відповідної кромки стільникової плити для додання спіненому полімеру достатньої щільності, причому на цій технологічній стадії можна також забезпечити начебто видавлювання певної кількості спіненого полімеру із заповнюваних ним порожнин і використовувати його як клей для приклеювання окантовувальної стрічки до зовнішньої панелі і/або панелі-основи стільникової плити. Для створення в стільниковій плиті певного вільного простору, заповнюваного надалі спіненим полімером, утворюючий стільникову стр уктуру матеріал стільникової плити пропонується ущільнювати в зоні її торцевої або обрізної кромки натискним роликом, притискним ковзним черевиком або іншим аналогічним пристосуванням. Отриманий таким шляхом обсяг потім заповнюється піноматеріалом і без застосування дерев'яної планки отримує також винятково високу стабільність, завдяки якій відповідна крайова зона стільникової плити стає придатною для просвердлювання в ній отворів. Згідно з винаходом в описаному вище варіанті в заповнюваний спіненим полімером вільний простір можна поміщати та фіксувати в ньому спіненим полімером у результаті його ствердіння засоби для кріплення або фіксації приладів, фурнітури, шарнірів, петель або інших аналогічних деталей, які після ствердіння спіненого полімеру надійно фіксуються ним і надалі залишаються в стільниковій плиті начебто в міцно впровадженому в неї стані. На зовнішній панелі і/або панелі-основі стільникової плити, тобто на зовнішніх кромках цієї її частини, можна передбачити внутрішню фаску, наявність якої дозволяє збільшити кількість спіненого полімеру у зовнішній крайовій зоні стільникової плити, до якої тим самим і з її торцевої сторони можна буде кріпити петлі або аналогічні механічні засоби. Нижче винахід більш докладно розглянутий на прикладі одного з варіантів його здійснення з посиланням на прикладені креслення, на яких показане: на Фіг.1-4 - приклад послідовності стадій обробки стільникової плити при закритті її бічних кромок, на Фіг.5 і 5а - розрізнені між собою за своїм обсягом заповнювані піноматеріалом порожнини, розходження в обсязі яких можуть бути зумовлені нарізуванням стільникових плит різних розмірів при незмінній їхній стільниковій структурі, при 5 83259 цьому різний рівень заповнення порожнин піноматеріалом ілюструє протікання в часі процесу його спінювання, на Фіг.6 - збільшене зображення стільникової плити в процесі заповнення її порожнин піноматеріалом і на Фіг.3а - збільшене зображення стільникової плити в процесі щільного притиснення до її відповідної кромки окантовувальної стрічки при спінюванні піноматеріалу. Згідно з наведеними на Фіг.1 і 6 зображеннями порожнини стільникових плит у зоні їхніх торців, відповідно уздовж їхніх поздовжніх кромок заповнюють спіненим полімером (піноматеріалом), який ще в неспіненому стані наносять на обмежуючу його збільшення в обсязі калібровану стрічку незадовго до втягування стільникової плити в проміжок між транспортувальними стрічками. Сам процес спінювання піноматеріалу починається в зоні транспортувальних стрічок (див. Фіг.3 і 3а), в момент виходу з яких піноматеріал перебуває у вже остаточно ствердженому стані і вже не збільшується в обсязі. У показаному на Фіг.6 прикладі піноматеріалом закривають лише одну поздовжню кромку стільникової плити, однак у принципі піноматеріалом при використанні відповідного пристрою його подачі можна одночасно закривати і дві протилежні поздовжні кромки стільникової плити. Плити, виготовлені з використанням показаного на Фіг.1 і 6 пристрою проілюстрованим на цих кресленнях способом, можна піддавати подальшій обробці на звичайних верстата х для обклеювання кромок, тобто наклеювати окантовувальну стрічку на підготовлену плиту із стверділим піноматеріалом, який заповнює порожнини в зоні її кромок. При здійсненні показаної на Фіг.1-4 послідовності технологічних стадій порожнини в крайовій зоні стільникових плит також заповнюють піноматеріалом, збільшення якого в обсязі, однак, у цьому варіанті обмежують не каліброваною стрічкою, а саме окантовувальною стрічкою. Окантовувальна стрічка у свою чергу притискається до стільникової плити каліброваною стрічкою. Відповідно до цього на відміну від розглянутого вище варіанта в цьому випадку за один технологічний перехід заповнюють піноматеріалом порожнини стільникових плит і закріплюють на їхні х кромках, насамперед наклеюють на них, окантовувальну стрічку. Виступаючу за межі поздовжньої кромки частину окантовувальної стрічки надалі видаляють фрезеруванням, циклюванням, поліруванням, торцюванням або іншим аналогічним шляхом, як це показано на Фіг.4. На Фіг.1 показана обрізана до остаточних розмірів стільникова плита із заповнюваними піноматеріалом порожнинами в крайовій зоні. Згідно з Фіг.2 у зону обрізної кромки стільникової плити через, наприклад, плоскощілинне сопло подають пінополіуретан, який наносять при цьому на окантовувальну стрічку, яка обмежує його збільшення в обсязі і яка системою роликів приводиться в контакт із відповідною поздовжньою кромкою стільникової плити. Після закінчення 6 короткого проміжку часу полімер спінюється і заповнює порожнини стільникової плити, утворюючи клейове з'єднання з окантовувальною стрічкою, відповідно в розглянутому вище іншому варіанті здійснення винаходу збільшення пінополіуретану в обсязі обмежується з боків відповідною каліброваною стрічкою. Згідно Фіг.3 і 3а окантовувальну стрічку в процесі спінювання піноматеріалу щільно притискають до бічних кромок стільникової плити для забезпечення необхідної щільності піноматеріалу і запобігання його просочування назовні в місці стику між окантовувальною стрічкою і стільниковою плитою. Оскільки стільникові плити нарізають різних розмірів, при незмінній їхній стільниковій структурі утворюються розрізнені між собою за своїм обсягом порожнини, які необхідно заповнити піноматеріалом (див. Фіг.5 і 5а). Звичайно полімер дозують у постійній кількості з розрахунку на одиницю довжини. Із цієї причини в деяких випадках у замкнутому просторі порожнин збільшення піноматеріалу в обсязі при його спінюванні приводить до створення різного тиску, який повинен компенсуватися зусиллям притиснення до стільникової плити каліброваної стрічки, відповідно передбачених для цього притискних валків щоб уникнути просочування піноматеріалу назовні в місцях стику між окантовувальною стрічкою і стільниковою плитою. Момент початку і тривалість ствердіння спінених полімерів які спінюються і стверджуються з рідкого або пастоподібного стану, можна регулювати, використовуючи відповідні багатокомпонентні системи, такі як поліуретани, прості поліефіри або складні поліефіри. Характеристики збільшення в обсязі екструдованих піноматеріалів також можна регулювати і оптимізувати з ура хуванням особливостей їхнього застосування. Для можливості дотримання в технологічному процесі необхідної часової черговості між моментом притиснення до стільникової плити каліброваної, відповідно окантовувальної стрічки з нанесеним на неї спіненим полімером і моментом його наступного ствердіння проміжок часу, який проходить з моменту заповнення порожнин у стільниковій плиті спіненим полімером до моменту початку його ствердіння, можна відповідним чином варіювати. Тривалість ствердіння піноматеріалу можна варіювати, змінюючи швидкість переміщення стільникової плити і довжину ділянки, на якій відбувається притиснення до стільникової плити каліброваної, відповідно окантовувальої стрічки з нанесеним на неї спіненим полімером і його ствердіння. Наприкінці цієї технологічної ділянки піноматеріал твердіє настільки, що він по суті перестає збільшуватися в обсязі. У результаті запобігається спучування окантовувальної стрічки. При цьому клейове з'єднання між піноматеріалом, відповідно стільниковою плитою та окантовувальною стрічкою досягає настільки високої міцності, що стільникову плиту для видалення з неї виступаючої за її кромки частини окантовувальної стрічки можна 7 83259 відразу ж після виходу стільникової плити з ділянки, на якій відбувається притиснення до неї окантовувальної стрічки з нанесеним на неї спіненим полімером і його ствердіння, піддавати наступній обробці, такій як фрезерування, циклювання, полірування, торцювання або інша аналогічна обробка, без небезпеки відшарування окантовувальної стрічки. Процес подібної наступної обробки стільникової плити схематично проілюстрований на Фіг.4. Звичайно ширина окантовувальної стрічки, яка приклеюється, відповідно прикріплюється до кромки стільникової плити, на 2-4 мм більше товщини стільникової плити. При здійсненні традиційного способу, який передбачає приклеювання до стільникових плит окантовувальних стрічок термоплавким клеєм на верстаті для обклеювання кромок, термоплавкий клей спочатку наносять на деревинностружкову плиту абона окантовувальну стрічку, яку потім відразу ж, поки термоплавкий клей все ще залишається дієздатним (зберігає свої властивості клею), нерознімно з'єднують із деревинностружковою плитою шляхом притиснення до неї притискними валками. Далі плиту піддають наступній обробці для видалення з неї виступаючої за її кромки частини окантовувальної стрічки шляхом фрезерування, торцювання або іншим аналогічним методом. Приклеювання окантовувальої стрічки до стільникових плит і наступна їхня обробка при здійсненні пропонованого у винаході способу відбуваються аналогічним образом, за винятком того, що замість термоплавкого клею використовують здатний до спінювання полімер, а замість притискних валків, встановлених на верстаті для обклеювання кромок на більшій відстані один від одного, внаслідок цього необхідно використовувати розташовані близько один до одного притискні валки або калібровану стрічку для міцного і постійного щіль 8 ного притиснення окантовувальної стрічки до стільникової плити в процесі спінювання і ствердіння піноматеріалу. Із зазначеного з усією очевидністю виходить, що наявний парк верстатів після потребуючи х мінімальних витрат їхнього переоснащення можна використовувати і для здійснення пропонованого у винаході способу. Відносно розходжень в обсязі заповнюваних піноматеріалом порожнин, показаних на Фіг.5 і 5а, слід зазначити, що піноматеріал компенсує подібні розходження за рахунок того, що при спінюванні він отримує різну щільність. З урахуванням цього аспекту дозована кількість спіненого полімерного матеріалу повинна бути відрегульованою на його мінімальну, відповідно максимальну щільність, вище, відповідно нижче якої забезпечується наявність у піноматеріалу досить високої розривної міцності і завдяки цьому висока відповідна необхідним вимогам якість клейового з'єднання піноматеріалу з окантовувальою стрічкою. В іншому варіанті здійснення винаходу для створення заповнюваних спіненим полімером вільних просторів певного, однакового обсягу перед їхнім заповненням спіненим полімером утворюючий стільникову стр уктуру матеріал стільникової плити можна ущільнювати в зоні її торцевої або обрізної кромки натискним роликом, притискним ковзним черевиком або іншим аналогічним пристосуванням. Відповідно до ще одного варіанта у заповнюваний спіненим полімером вільний простір можна також поміщати і фіксувати піноматеріалом у результаті його ствердіння різні засоби для кріплення або фіксації різних приладів, фурнітури, шарнірів, петель або інших аналогічних деталей. Таким шляхом забезпечується можливість універсального застосування стільникових плит із закритими таким чином торцевими або обрізними кромками. 9 83259 10 11 Комп’ютерна в ерстка Н. Лисенко 83259 Підписне 12 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for sealing border or edge of cut of honeycomb boards
Автори англійськоюEschbach Mathias
Назва патенту російськоюСпособ закрытия торцевой или обрезной кромки сотовых плит
Автори російськоюЭшбах Матиас
МПК / Мітки
МПК: B29C 44/00, B29C 44/02
Мітки: закриття, торцевої, кромки, стільникових, обрізної, спосіб, плит
Код посилання
<a href="https://ua.patents.su/6-83259-sposib-zakrittya-torcevo-abo-obrizno-kromki-stilnikovikh-plit.html" target="_blank" rel="follow" title="База патентів України">Спосіб закриття торцевої або обрізної кромки стільникових плит</a>
Спосіб формування перекриттів круглих рамп із збірних плит
Номер патенту: 22922
Опубліковано: 25.04.2007
Автори: Осадчий Ігор Вікторович, Шандрук Петро Потапович, Скорук Леонід Миколайович
МПК: E04B 5/02
Мітки: збірних, рамп, формування, круглих, перекриттів, спосіб, плит
Формула / Реферат:
1. Спосіб формування перекриттів круглих рамп із збірних плит, що включає укладання плит на стіни коротшими заокругленими сторонами, який відрізняється тим, що довші прямолінійні сторони плити розміщують в напрямку дотичних до кола визначеного розрахунком діаметра, а меншу діагональ плити - в напрямку діаметра циліндричної рампи.2. Спосіб за п. 1, який відрізняється тим, що діаметр кола для розміщення збірних плит розраховують в...
Спосіб облицьовування плит
Номер патенту: 28803
Опубліковано: 16.10.2000
Автори: Шуляцький Аркадій Львович, Стальський Альберт Іванович, Щербін Арнольд Іванович, Аріст Леонід Михайлович, Маковенко Анатолій Павлович, Гребницький Олександр Олександрович, Мандровний Володимир Борисович
МПК: B44C 3/00
Мітки: плит, спосіб, облицьовування
Формула / Реферат:
1. Спосіб облицьовування плит, що містить нанесення клею на плиту, укладання облицювального матеріалу на неї, переміщення плити до пресу, формування пакету плит, завантаження його до пресу, просування та розвантаження, який відрізняється тим, що укладання облицювального матеріалу на плиту, переміщення її до пресу та пресування здійснюють на піддоні, а формування нового пакету з піддонів з плитами та облицювальним матеріалом та розбирання вже...
Спосіб виробництва облицювальних плит з природного каменю
Номер патенту: 36172
Опубліковано: 16.04.2001
Автори: Блажієвський Петро Вікторович, Кондратюк Віктор Іванович
МПК: B28D 1/02, B24B 1/00, B28D 1/00
Мітки: спосіб, каменю, плит, облицювальних, виробництва, природного
Текст:
...сумі ширини пропилу і товщини двох плит). Наведені дані свідчать, що запропоноване рішення відповідає критерію "новизна". При вивченні інших відомих способів виробництва облицювальних плит з блоків природного каменю не було виявлено подібного способу. Суть винаходу пояснюється кресленнями на фіг. 1-4. Фіг. 1 - операція I - розпиловка. Блок розпилюють, наприклад, штрипсовим станком. Н- товщина заготовки: H=h1+h2+t+D, де h1, h2 -...
Спосіб виготовлення стружкових плит з використанням соломи
Номер патенту: 21438
Опубліковано: 15.03.2007
Автори: Бехта Павло Антонович, Салабай Роман Григорович
МПК: B27N 3/00
Мітки: плит, використанням, соломи, стружкових, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення стружкових плит з використанням соломи, який включає операції приготування стружки, сушіння стружки, змішування стружки з клеєм, формування і підпресування стружкового килима, пресування плит, який відрізняється тим, що як внутрішній, так і зовнішні шари плит сформовані із деревинних частинок із додаванням до них 10 % солом'яних частинок.2. Спосіб за п. 1, який відрізняється...
Форма для виготовлення плит багатопустотних посилених для перегородок
Номер патенту: 14927
Опубліковано: 15.06.2006
Автори: Бараненко Михайло Станіславович, Бараненко Станіслав Григорович
Мітки: форма, виготовлення, багатопустотних, перегородок, посилених, плит
Формула / Реферат:
1. Форма для виготовлення плит багатопустотних посилених для перегородок, що містить власне форму, всередині якої розміщені пустоутворювачі, яка відрізняється тим, що форма виготовлена у вигляді розкладної коробки, закритої з п'яти сторін спеціальними листами, внутрішні поверхні яких відповідають поверхням плит, пустоутворювачі виконані у формі конусів, у кожному отворі форми розміщено два конуси, які фіксуються в торцевих листах в статичному...
Попередній патент: Спосіб виготовлення санітарних керамічних виробів
Наступний патент: Пристрій для лікувальної гімнастики дітей з церебральним паралічем
Випадковий патент: Сошник прямого посіву