Пристрій для зміцнення довгомірних прутків
Номер патенту: 83389
Опубліковано: 10.07.2008
Автори: Давиденко Олександр Анатолійович, Коваленко Іван Михайлович, Спусканюк Віктор Захарович, Варюхін Віктор Миколайович
Формула / Реферат
Пристрій для зміцнення довгомірних прутків, який виконаний з можливістю багаторазового повторення циклів продавлювання заготовки зі збереженням її первісних форми і розмірів за однокутовою схемою деформування через пару суміжних каналів, що виконані в одній площині кутової матриці та перетинаються, який відрізняється тим, що містить вузол навантаження – плунжер, контейнер високого тиску з робочою рідиною для гідроекструзії заготовок, в нижній частині якого послідовно розміщено дві матриці, перша з яких призначена для гідроекструзії прутка та має конічну вхідну лійку та калібруючий пасок, розміри яких забезпечують можливість здійснення гідроекструзії заготовок, завантажених у контейнер, зі ступенем пластичної деформації до 5%, під нею розташована кутова матриця з кутом перетину каналів 90° та діаметром вхідного вертикального каналу, що дорівнює діаметру калібруючого паска першої матриці, причому конічна матриця запресована у втулку контейнера з натягом, кутова матриця запресована у порожнину контейнера з натягом, а торці матриць щільно прилягають один до одного, вісь верхньої матриці співпадає з віссю каналу контейнера та віссю вхідного вертикального каналу кутової матриці, діаметр горизонтального вихідного каналу кутової матриці більший за діаметр її вхідного вертикального каналу на 3-5%, діаметр вертикального каналу втулки більше діаметра вхідного вертикального каналу кутової матриці на 10-20%, в стінці контейнера виконано циліндричний отвір, діаметр якого більший за діаметр горизонтального вихідного каналу кутової матриці, а осі цього отвору та вихідного каналу кутової матриці співпадають.
Текст
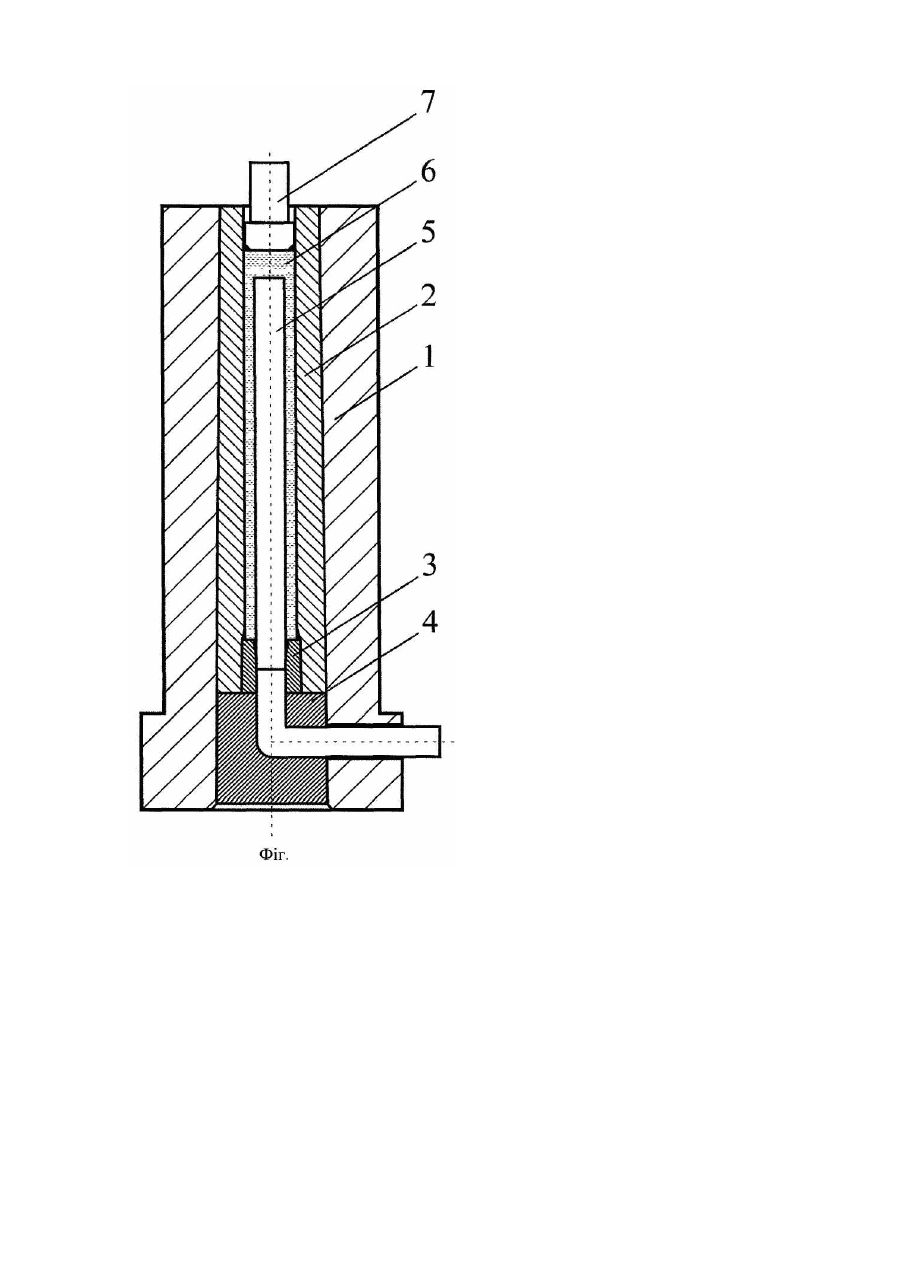
Винахід належить до обробки металів тиском і може бути використаний для одержання довгомірних прутків із субмікрокристалічною структурою шляхом застосування інтенсивних пластичних деформацій (ІПД). До ІПД відносяться процеси обробки тиском, які дозволяють здійснювати інтенсивні пластичні деформації об'ємних зразків при відносно незначному змінюванні їх розмірів. В результаті великих пластичних деформацій (від 5 до 10 одиниць за шкалою логарифмічних деформацій) завдяки процесам фрагментації розміри кристалітів зменшуються до значень, характерних для наноструктур. Внаслідок цього сильно деформовані метали отримують якісно нові властивості, багато з яких мають велике практичне значення. Зокрема, вони мають аномально високу пластичність одночасно з великою міцністю. Перспективним методом ІПД інтенсивної пластичної деформації заготовок з метою формування наноструктурного стану оброблюваного матеріалу є рівноканальна кутова екструзія (РКК екструзія) [1]. Формування в металах структури, що характеризується рівновісними субмікронними зернами з висококутовими границями розорієнтації, найбільш швидкими темпами досягається при кутах перетинання каналів, близьких до Ф=90°, що забезпечують високу інтенсивність деформації зсуву. Відомий пристрій для зміцнення матеріалу тиском [2], містить вузол для деформування, що має два сполучених канали, розташовані під кутом один до іншого 2Θ, рівним 90°, однакового діаметра, рівного діаметру заготовки, а також вузол навантаження за допомогою якого проштовхують заготовку. Пристрій дозволяє реалізувати продуктивну схему накопичення багатоциклової деформації без витягу заготовки з деформуючого вузла з прямим і зворотнім ходом заготовки. Разом з тим, цьому пристрою, обраному за прототип винаходу, що заявляться властиві недоліки: в зв'язку з високим тиском обробки, що обумовлено значними втратами прикладеного до заготовки зусилля на подолання сил тертя, екструзія міцних сплавів практично унеможливлена. Проблемою залишається не тільки надійність та довговічність технологічного оснащення, запобігання його руйнування (насамперед плунжера) при високих тисках, але й продуктивність процесу. Деякі обмеження можуть бути зняті застосуванням конструкції оснащення з дрібним режимом деформування при куті пересічних каналів 2Θ>120°. Однак, якщо знижувати інтенсивність деформації (використовувати великі кути), то обробка стає менш ефективною з погляду необхідного структуроутворення. Крім того, відомі пристрої не містять рішень стосовно до обробки довгомірних заготовок, використання яких дозволяє істотно збільшити продуктивність обробки та зменшити відносну частку відходів (обрізі передньої та задньої частини заготовки). Складність обробки довгомірних заготовок обумовлена насамперед тим, що витрати на подолання тертя зростають пропорційно довжині заготовки. Витрати на подолання сил тертя можуть бути більше, ніж власне на зсувну деформацію. Особливо великі втрати на тертя у випадку екструзії заготовок у каналі з декількома осередками пластичної деформації, тобто в процесах рівноканальної багатокутової екструзії (РКБКЕ) [2]. Основним способом рішення зазначеної проблеми при холодній РКК екструзії заготовок є зниження сил тертя. В основу винаходу поставлена задача удосконалення пристрою для РКК-екструзії (пресування), з метою багаторазової обробки довгомірних заготовок з високою інтенсивністю деформації зсуву при мінімально можливих силових параметрах. Поставлена задача досягається тим, що пристрій для зміцнення довгомірних прутків виконаний з можливістю багаторазового повторення циклів продавлювання заготовки зі збереженням її первісних форми і розмірів за однокутовою схемою деформування через пару суміжних каналів, що виконані в одній площині кутової матриці та перетинаються, включає в собі вузол навантаження - плунжер, контейнер високого тиску для гідроекструзії заготовок за допомогою рідини, в нижній частині якого послідовно розміщено дві матриці, перша з яких призначена для гідроекструзії прутка та має конічну вхідну лійку і калібруючий пасок, розміри яких забезпечують можливість здійснення гідроекструзії заготовок, завантажених у контейнер, зі ступенем пластичної деформації до 5%, під нею розташована кутова матриця з кутом перетину каналів 90° та діаметром вхідного вертикального каналу, що дорівнює діаметру калібруючого паска першої матриці, причому конічна матриця запресована у втулку контейнера з натягом, кутова матриця запресована у порожнину контейнера з натягом, а торці матриць щільно прилягають один до одного, вісь верхньої матриці співпадає з віссю каналу контейнера та віссю вхідного вертикального каналу кутової матриці, діаметр горизонтального вихідного каналу кутової матриці більше за діаметр її вхідного вертикального каналу на 3 - 5%, діаметр вертикального каналу втулки більше діаметра вхідного вертикального каналу кутової матриці на 10 - 20%, в стінці контейнера зроблено циліндричний отвір, діаметр якого більше за діаметр горизонтального вихідного каналу кутової матриці, а вісі цього отвору та вихідного каналу кутової матриці співпадають. Причинно-наслідковий зв'язок між відмітними ознаками і технічним результатом, що досягається, полягає у наступному. Конструктивні особливості виконання контейнера високого тиску, в якому послідовно розміщені втулка з конічною матрицею та кутова матриця з діаметром каналу втулки більшим за діаметр каналу кутової матриці на 10 - 20%, забезпечують зменшення відносної площі контакту заготовки з інструментом внаслідок відсутності її контакту зі стінкою втулки контейнера та здійснення інтенсивної пластичної деформації довгомірних прутків з відношенням їх довжини до діаметру більше 10 (1/d>10). Завдяки розмірам вхідної лійки та калібруючого паска конічної матриці досягається ступінь відносної деформації (до 5%), мінімально необхідний для забезпечення надійного ущільнення заготовки в матриці і попередження протікання рідини при її стисненні. При такому ступені деформації забезпечується збереження первісних форми і розмірів заготовки в горизонтальному вихідному каналі кутової матриці, який за формулою винаходу більше за діаметр її вхідного вертикального каналу на 3-5%, що в комплексі дає можливість багаторазового повторення циклів продавлювання однієї й тієї самої заготовки. Багаторазове продавлювання необхідне для накопичення в заготовці пластичної деформації внаслідок простого зсуву в кутовій матриці, що забезпечує значне зміцнення матеріалу. Рішення, що заявляється, відрізняється від прототипу рядом істотних ознак, які зв'язані єдиним винахідницьким задумом зниження відносної площі поверхні контакту заготовки з інструментом та сил тертя на поверхнях контакту внаслідок застосування рідини високого тиску і забезпечують корисність, тобто винахід відповідає критерію «новизна». Виявлені на підставі аналізу науково-технічної і патентної літератури ознаки відомих рішень в повному обсязі не збігаються з ознаками рішення, що заявляється. Винахід, що пропонується, характеризується новою сукупністю ознак, забезпечує інший, що не збігається з відомим, позитивний результат, який полягає в зменшенні відносних втрат на подолання сил тертя і дає підставу вважати його відповідним критерію «винахідницький рівень». На Фіг. схематично зображений пристрій для кутової гідроекструзії довгомірних прутків, де 1 - контейнер високого тиску, 2 - втулка, 3 - конічна матриця, 4 - кутова матриця, 5 - заготовка, 6 - рідина високого тиску, 7 плунжер. Приклад реалізації. Пристрій для кутової гідроекструзії довгомірних прутків (Фіг.) складається з контейнера високого тиску 1, в порожнині якого містяться втулка 2 та дві змінні матриці: конічна матриця 3 - для гідроекструзії прутка та кутова матриця 4 - для здійснення ІПД. Контейнер, втулка, конічна матриця та вхідний вертикальний канал кутової матриці виконані співвісно. Конічна матриця запресована з натягом у втулку, втулка, в свою чергу, разом з кутовою матрицею запресовані у корпусну обойму контейнера високого тиску з натягом, при цьому плоскі торці матриць щільно прилягають один до одного. Вхідна конічна лійка та калібруючий пасок конічної матриці забезпечують можливість здійснення гідроекструзії круглих заготовок зі ступенем відносної пластичної деформації до 5%. Діаметр вхідного вертикального каналу кутової матриці дорівнює діаметру калібруючого паска конічної матриці. Діаметр горизонтального вихідного каналу кутової матриці більше за діаметр її вхідного вертикального каналу на 4%. Суміжні вертикальний та горизонтальний канали перетинаються під кутом 90°. В стінці контейнера співвісно з горизонтальним вихідним каналом кутової матриці зроблено циліндричний отвір для виходу заготовки. Проведена серія експериментів, в яких методом кутової гідроекструзії здійснена багаторазова ІПД заготовок зі сплаву алюміній-кремній та міді М1 діаметром 12,8мм та довжиною 150мм. Вихідну заготовку 5 завантажували у контейнер, заливали робочу рідину 6 і здійснювали її стискання плунжером 7. Поверхню вихідних заготовок попередньо обмилювали, в якості робочої рідини використовували індустріальну олію марки І 20, швидкість деформування складала 2мм/с. Заготовки продавлювалися рідиною високого тиску за схемою "заготовка за заготовкою". Для цього здійснювали пряму гідроекструзію заготовки з недохідом її верхнього торця до вхідного каналу кутової матриці на 3 - 7мм. Після цього завантажували наступну заготовку і здійснювали її пряму гідроекструзію через конічну матрицю з таким самим недоходом. При цьому попередня заготовка повністю видавлюється наступною. Далі цикл повторювали. Використання такої схеми дозволяє зберігати робочу рідину і попереджати "вистрілювання" заготовок. За такою схемою було проведено 4 цикли деформування заготовок з досягненням в них рівня накопленої логарифмічної (істинної) деформації е=4,22. При цьому зразки не мали поверхневих надривів та тріщин, а також внутрішніх дефектів. Більш однорідна здрібнена структура, бездефектна якість заготовок обумовлені сприятливими термостабільними трибологічними умовами завдяки деформації з застосуванням високих гідростатичних тисків (рідини високого тиску). Запропонована конструкція пристрою випробувана в умовах ДонФТІ НАН України, показано її працездатність та можливість досягнення у деформованій заготовці високих та надвисоких деформацій у діапазоні мінімально можливих силових параметрів. Таким чином, пропоноване конструктивне рішення за рахунок своїх особливостей виконання забезпечує рішення поставленої задачі і досягнення необхідного технічного результату. Пропоноване рішення дозволяє розширити технологічні можливості (підвищити ефективність роботи): - проводити деформаційну обробку довгомірних заготовок з досягненням при збереженні вихідної площі поперечного перетину високих та надвисоких деформацій у діапазоні мінімально можливих силових параметрів; - здійснювати деформацію матеріалів при меншому рівні тиску деформування і відповідно напружень в інструменті, в порівнянні зі звичайною РКК екструзією; - поліпшувати трибологічні умови процесу деформації, підвищувати ефективність структуроутворення і зміцнення внаслідок застосування рідини високого тиску; - здійснювати деформацію матеріалів з низьким природним ресурсом пластичності, внаслідок більш рівномірної деформації заготовок при менших силах тертя; - підвищити стійкість інструменту, насамперед плунжера; - збільшити продуктивність обробки та зменшити відносну частку відходів (обрізі передньої та задньої частини заготовки). Винахід може бути використаний в машинобудівній, авіабудівній, приладобудівній, електротехнічній та іншій галузях науки та техніки, що використовують матеріали з високим рівнем міцності, пластичності, фізичних властивостей. Джерела інформації 1. В.М.Сегал, В.И.Резников, В.И.Копылов и др. Процессы пластического структурообразования. Минск: Навука і тзхніка, 1994, С.29. 2. А.с. 492780 СРСР GO1n ЗЮО, надрук. 23.02.1976.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for reinforcing of long bars
Автори англійськоюVariukhin Viktor Mykolaiovych, Spuskaniuk Viktor Zakharovych, Davydenko Oleksandr Anatoliiovych, Kovalenko Ivan Mykhailovych
Назва патенту російськоюУстройство для укрепления длинномерных прутков
Автори російськоюВарюхин Виктор Николаевич, Спусканюк Виктор Захарович, Давыденко Александр Анатольевич, Коваленко Иван Михайлович
МПК / Мітки
МПК: B21C 25/00, B21J 5/00, B21C 23/00
Мітки: прутків, пристрій, довгомірних, зміцнення
Код посилання
<a href="https://ua.patents.su/3-83389-pristrijj-dlya-zmicnennya-dovgomirnikh-prutkiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для зміцнення довгомірних прутків</a>
Пристрій для зміцнення поверхонь довгомірних циліндричних деталей
Номер патенту: 51720
Опубліковано: 16.12.2002
Автори: Грицай Ігор Євгенович, Кусий Ярослав Маркіянович, Афтаназів Іван Семенович
МПК: B23P 9/00
Мітки: поверхонь, циліндричних, деталей, зміцнення, довгомірних, пристрій
Формула / Реферат:
Пристрій для зміцнення поверхонь довгомірних циліндричних деталей, що містить кільцеві статор і якір електромагнітного приводу та встановлені з можливістю коливання ударні елементи, виконані у вигляді циліндричних дисків із рівномірно розташованими по їх периферії і виступаючими за їх межі деформуючими кульками, який відрізняється тим, що кожен із ударних елементів з'єднаний відповідно із статором чи якорем пружними елементами рівної...
Пристрій для рівноканального багатокутового пресування довгомірних заготовок

Номер патенту: 23137
Опубліковано: 10.05.2007
Автори: Чишко В'ячеслав Валерійович, Матросов Микола Іванович, Медведська Ельвіда Олександрівна, Білошенко Віктор Олександрович
Мітки: довгомірних, пресування, багатокутового, рівноканального, пристрій, заготовок
Формула / Реферат:
Пристрій для рівноканального багатокутового пресування довгомірних заготовок, що містить деформуючий вузол з чотирьох і більше деформуючих елементів, посаджених у корпусну швидкорозрізну обойму, з перетинаннями під половинним кутом від 60 і більше градусів каналами однакового перерізу, рівними перерізу заготовки, при співвісно виконаних каналах вхідного і вихідного деформуючих елементів, а також вузол для проштовхування заготовки у вигляді...
Пристрій для напівбезперервного гідромеханічного пресування прутків необмеженої довжини
Номер патенту: 32306
Опубліковано: 12.05.2008
Автори: Гангало Олександр Миколайович, Білошенко Віктор Олександрович, Спусканюк Віктор Захарович, Коваленко Іван Михайлович, Давиденко Олександр Анатолійович
МПК: B21C 37/00
Мітки: прутків, напівбезперервного, пресування, пристрій, довжини, необмеженої, гідромеханічного
Формула / Реферат:
1. Пристрій для напівбезперервного гідромеханічного пресування прутків, переважно необмеженої довжини, який включає пристрій для подачі прутка в матрицю, контейнер з розміщеним в ньому внутрішнім затискним патроном, заповнений рідиною високого тиску, що оточує оброблюваний матеріал, яка подається в порожнину контейнера через боковий отвір в ньому, причому тиск створюється і підтримується за допомогою спеціального зовнішнього пристрою, а...
Спосіб пресування прутків з металевих порошкових матеріалів і стружки та пристрій для його здійснення
Номер патенту: 67213
Опубліковано: 15.06.2004
Автори: Ковалівський Олексій Вікторович, Блохін Олександр Григорович
МПК: B30B 11/02, B22F 3/20
Мітки: порошкових, спосіб, металевих, пристрій, здійснення, пресування, стружки, прутків, матеріалів
Формула / Реферат:
1. Спосіб пресування прутків з металевих порошкових матеріалів і стружки, що включає нагрівання і пресування за допомогою витікання в напрямку, перпендикулярному осі пресування, при одночасній екструзії з витяжкою 14...30, який відрізняється тим, що процес витікання здійснюють під кутом до напрямку, перпендикулярного осі пресування, при цьому нагрівання матеріалу, що пресують, у взаємно перпендикулярних напрямках і під кутом до напрямку,...
Пристрій для рівноканального багатокутового пресування довгомірних заготовок
Номер патенту: 77493
Опубліковано: 15.12.2006
Автори: Варюхін Віктор Миколайович, Чишко В'ячеслав Валерійович, Спусканюк Віктор Захарович, Матросов Микола Іванович, Медведська Ельвіда Олександрівна
МПК: B21C 23/00, B21C 1/00, B21J 5/00
Мітки: багатокутового, заготовок, рівноканального, пресування, пристрій, довгомірних
Формула / Реферат:
Пристрій для рівноканального багатокутового пресування довгомірних заготовок, що містить вузол для деформування з набору щонайменше чотирьох деформуючих елементів з пересічними під половинним кутом мінімум 60 градусів каналами однакового перерізу, рівними перерізу заготовки, при співвісно виконаних каналах вхідного і вихідного елементів, а також містить вузол для...
Попередній патент: Суміщена покрівля з теплоізолювальним шаром із монолітного ніздрюватого бетону
Наступний патент: Гексилкарбоксаніліди та спосіб боротьби з небажаними мікроорганізмами
Випадковий патент: Транзисторний перетворювач частоти міліметрового діапазону довжини хвиль