Пристрій для напівбезперервного гідромеханічного пресування прутків необмеженої довжини
Номер патенту: 32306
Опубліковано: 12.05.2008
Автори: Гангало Олександр Миколайович, Давиденко Олександр Анатолійович, Коваленко Іван Михайлович, Білошенко Віктор Олександрович, Спусканюк Віктор Захарович
Формула / Реферат
1. Пристрій для напівбезперервного гідромеханічного пресування прутків, переважно необмеженої довжини, який включає пристрій для подачі прутка в матрицю, контейнер з розміщеним в ньому внутрішнім затискним патроном, заповнений рідиною високого тиску, що оточує оброблюваний матеріал, яка подається в порожнину контейнера через боковий отвір в ньому, причому тиск створюється і підтримується за допомогою спеціального зовнішнього пристрою, а внутрішній затискний патрон щільно охоплює оброблюваний пруток і має можливість стискати пруток під дією рідини, а також циклічно зворотно-поступально переміщуватися в контейнері в напрямку до матриці і в зворотному, який відрізняється тим, що встановлюється зовнішній затискний патрон, який може стискуватися навколо прутка за допомогою синхронно діючих автоматичних гідравлічних пристроїв, причому зовнішній затискний патрон жорстко з'єднаний з внутрішнім затискним патроном за допомогою обойми з автоматичним гідравлічним приводом, а для забезпечення багатоциклової інтенсивної пластичної деформації матеріалу зі збереженням первісних форми й розмірів прутка по перерізузамість конусної матриці встановлюється рівноканальна кутова матриця.
2. Пристрій за пунктом 1, який відрізняється тим, що канал в кутовій матриці виконано з двома ділянками з однаковими у них та у прутка формою і площею поперечного перерізу, причому перша з ділянок співвісна з порожниною контейнера, а кут між нею та другою ділянкою може становити 90-120°, на вході в матрицю виконана конічна вхідна частина, більші розміри якої перевищують розміри прутка на 10-20 %.
3. Пристрій за пунктами 1, 2, який відрізняється тим, що в контейнері розміщені ущільнення рідини високого тиску, одне з яких ущільнює за допомогою гайки щілину між контейнером й рухомим патроном, а друге - поверхню контакту контейнера з матрицею.
Текст
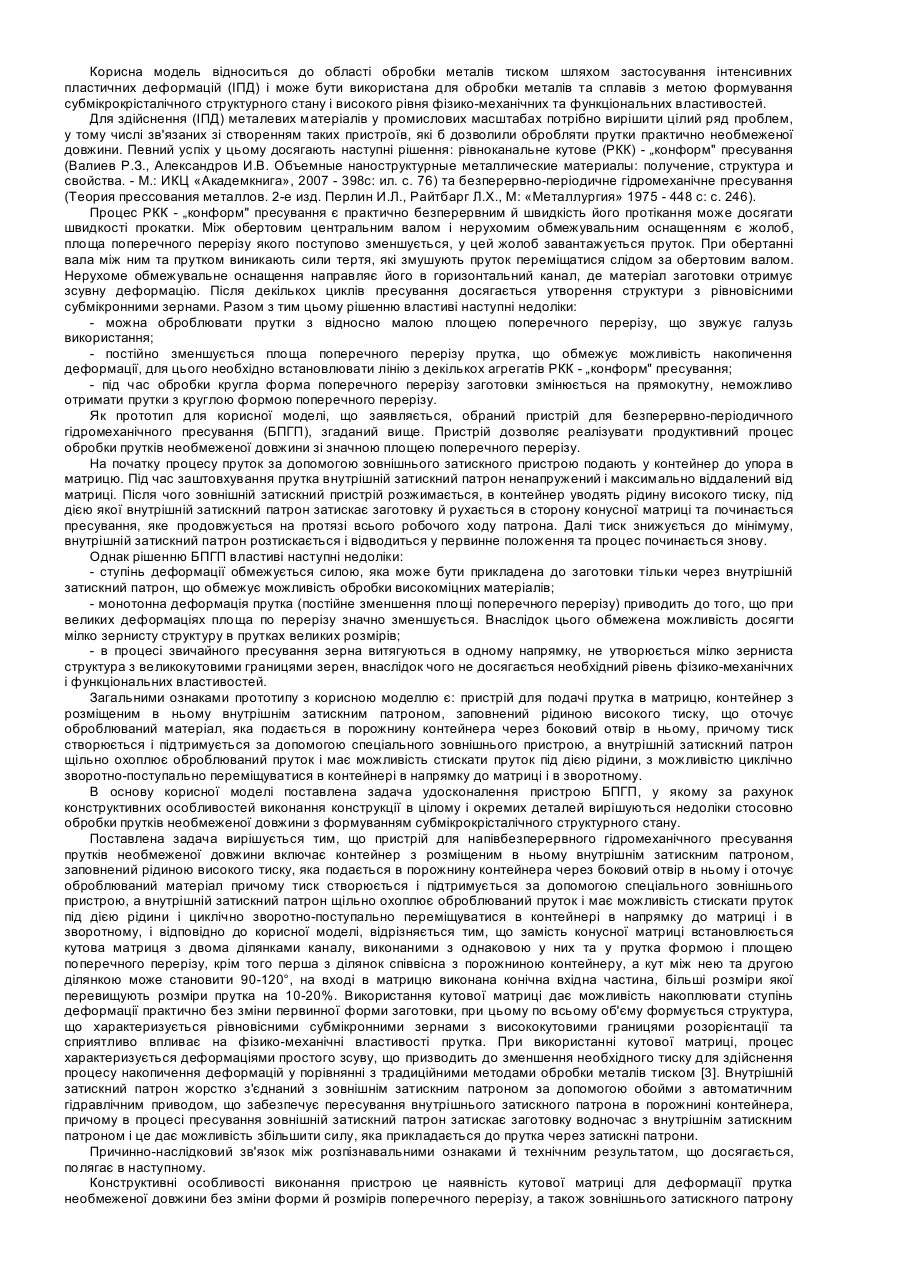
Корисна модель відноситься до області обробки металів тиском шляхом застосування інтенсивних пластичних деформацій (ІПД) і може бути використана для обробки металів та сплавів з метою формування субмікрокрісталічного структурного стану і високого рівня фізико-механічних та функціональних властивостей. Для здійснення (ІПД) металевих матеріалів у промислових масштабах потрібно вирішити цілий ряд проблем, у тому числі зв'язаних зі створенням таких пристроїв, які б дозволили обробляти прутки практично необмеженої довжини. Певний успіх у цьому досягають наступні рішення: рівноканальне кутове (РКК) - „конформ" пресування (Валиев Р.З., Александров И.В. Объемные наноструктурные металлические материалы: получение, структура и свойства. - М.: ИКЦ «Академкнига», 2007 - 398с: ил. с. 76) та безперервно-періодичне гідромеханічне пресування (Теория прессования металлов. 2-е изд. Перлин И.Л., Райтбарг Л.Х., М: «Металлургия» 1975 - 448 с: с. 246). Процес РКК - „конформ" пресування є практично безперервним й швидкість його протікання може досягати швидкості прокатки. Між обертовим центральним валом і нерухомим обмежувальним оснащенням є жолоб, площа поперечного перерізу якого поступово зменшується, у цей жолоб завантажується пруток. При обертанні вала між ним та прутком виникають сили тертя, які змушують пруток переміщатися слідом за обертовим валом. Нерухоме обмежувальне оснащення направляє його в горизонтальний канал, де матеріал заготовки отримує зсувну деформацію. Після декількох циклів пресування досягається утворення структури з рівновісними субмікронними зернами. Разом з тим цьому рішенню властиві наступні недоліки: - можна оброблювати прутки з відносно малою площею поперечного перерізу, що звужує галузь використання; - постійно зменшується площа поперечного перерізу прутка, що обмежує можливість накопичення деформації, для цього необхідно встановлювати лінію з декількох агрегатів РКК - „конформ" пресування; - під час обробки кругла форма поперечного перерізу заготовки змінюється на прямокутну, неможливо отримати прутки з круглою формою поперечного перерізу. Як прототип для корисної моделі, що заявляється, обраний пристрій для безперервно-періодичного гідромеханічного пресування (БПГП), згаданий вище. Пристрій дозволяє реалізувати продуктивний процес обробки прутків необмеженої довжини зі значною площею поперечного перерізу. На початку процесу пруток за допомогою зовнішнього затискного пристрою подають у контейнер до упора в матрицю. Під час заштовхування прутка внутрішній затискний патрон ненапружений і максимально віддалений від матриці. Після чого зовнішній затискний пристрій розжимається, в контейнер уводять рідину високого тиску, під дією якої внутрішній затискний патрон затискає заготовку й рухається в сторону конусної матриці та починається пресування, яке продовжується на протязі всього робочого ходу патрона. Далі тиск знижується до мінімуму, внутрішній затискний патрон розтискається і відводиться у первинне положення та процес починається знову. Однак рішенню БПГП властиві наступні недоліки: - ступінь деформації обмежується силою, яка може бути прикладена до заготовки тільки через внутрішній затискний патрон, що обмежує можливість обробки високоміцних матеріалів; - монотонна деформація прутка (постійне зменшення площі поперечного перерізу) приводить до того, що при великих деформаціях площа по перерізу значно зменшується. Внаслідок цього обмежена можливість досягти мілко зернисту структуру в прутках великих розмірів; - в процесі звичайного пресування зерна витягуються в одному напрямку, не утворюється мілко зерниста структура з великокутовими границями зерен, внаслідок чого не досягається необхідний рівень фізико-механічних і функціональних властивостей. Загальними ознаками прототипу з корисною моделлю є: пристрій для подачі прутка в матрицю, контейнер з розміщеним в ньому внутрішнім затискним патроном, заповнений рідиною високого тиску, що оточує оброблюваний матеріал, яка подається в порожнину контейнера через боковий отвір в ньому, причому тиск створюється і підтримується за допомогою спеціального зовнішнього пристрою, а внутрішній затискний патрон щільно охоплює оброблюваний пруток і має можливість стискати пруток під дією рідини, з можливістю циклічно зворотно-поступально переміщуватися в контейнері в напрямку до матриці і в зворотному. В основу корисної моделі поставлена задача удосконалення пристрою БПГП, у якому за рахунок конструктивних особливостей виконання конструкції в цілому і окремих деталей вирішуються недоліки стосовно обробки прутків необмеженої довжини з формуванням субмікрокрісталічного структурного стану. Поставлена задача вирішується тим, що пристрій для напівбезперервного гідромеханічного пресування прутків необмеженої довжини включає контейнер з розміщеним в ньому внутрішнім затискним патроном, заповнений рідиною високого тиску, яка подається в порожнину контейнера через боковий отвір в ньому і оточує оброблюваний матеріал причому тиск створюється і підтримується за допомогою спеціального зовнішнього пристрою, а внутрішній затискний патрон щільно охоплює оброблюваний пруток і має можливість стискати пруток під дією рідини і циклічно зворотно-поступально переміщуватися в контейнері в напрямку до матриці і в зворотному, і відповідно до корисної моделі, відрізняється тим, що замість конусної матриці встановлюється кутова матриця з двома ділянками каналу, виконаними з однаковою у них та у прутка формою і площею поперечного перерізу, крім того перша з ділянок співвісна з порожниною контейнеру, а кут між нею та другою ділянкою може становити 90-120°, на вході в матрицю виконана конічна вхідна частина, більші розміри якої перевищують розміри прутка на 10-20%. Використання кутової матриці дає можливість накоплювати ступінь деформації практично без зміни первинної форми заготовки, при цьому по всьому об'єму формується структура, що характеризується рівновісними субмікронними зернами з висококутовими границями розорієнтації та сприятливо впливає на фізико-механічні властивості прутка. При використанні кутової матриці, процес характеризується деформаціями простого зсуву, що призводить до зменшення необхідного тиску для здійснення процесу накопичення деформацій у порівнянні з традиційними методами обробки металів тиском [3]. Внутрішній затискний патрон жорстко з'єднаний з зовнішнім затискним патроном за допомогою обойми з автоматичним гідравлічним приводом, що забезпечує пересування внутрішнього затискного патрона в порожнині контейнера, причому в процесі пресування зовнішній затискний патрон затискає заготовку водночас з внутрішнім затискним патроном і це дає можливість збільшити силу, яка прикладається до прутка через затискні патрони. Причинно-наслідковий зв'язок між розпізнавальними ознаками й технічним результатом, що досягається, полягає в наступному. Конструктивні особливості виконання пристрою це наявність кутової матриці для деформації прутка необмеженої довжини без зміни форми й розмірів поперечного перерізу, а також зовнішнього затискного патрону з автоматичними гідравлічними циліндрами з'єднаного з внутрішнім затискним патроном за допомогою обойми з автоматичним гідравлічним приводом для збільшення сили, що передається прутку в осьовому напрямку. Рішення, що заявляється, відрізняється від прототипу, його розпізнавальні ознаки зв'язані єдиним змістом і забезпечують корисність, тобто воно відповідає критерію „новизна". Виявлені в рамках науково-технічного пошуку ознаки відомих рішень в області обладнання й технології для обробки прутків необмеженої довжини шляхом застосування ІПД у повному обсязі не збігаються з ознакою рішення, що заявляється. Пропоноване рішення характеризується новою сукупністю ознак, забезпечує інший позитивний ефект, що дає підставу вважати його відповідним критерію „корисна модель". На фіг. 1 схематично зображений пристрій для напівбезперервного гідромеханічного пресування прутків необмеженої довжини, де 1- пруток, 2 - зовнішній затискний патрон, 3 і 4 автоматичні гідравлічні циліндри, 5 обойма, 6 - внутрішній затискний патрон, 7 - гайка, 8 і 12 ущільнювачі, 9 - контейнер високого тиску, 10 - рідина високого тиску, 11 - пристрій для утворення тиску, 13 - кутова матриця, 14 - пристрій для першого завантаження прутка в контейнер. Пруток заштовхується в кутову матрицю 13, що притиснута до торця контейнеру високого тиску 9, причому кутова матриця виконана з двома ділянками каналу з однаковою у них та у прутка формою і площею поперечного перерізу, крім того перша з ділянок співвісна з порожниною контейнеру, а кут між нею та другою ділянкою становить 90°, на вході в матрицю виконана конічна вхідна частина, більші розміри якої перевищують розміри прутка на 10-20%, Перше завантаження прутка у контейнер здійснюється за допомогою пристрою 14, який затискає і переміщує пруток в напрямку кутової матриці, при цьому зовнішній 2 і внутрішній 6 патрони розтиснуті, а внутрішній затискний патрон 6 максимально віддалений від конусної матриці. Після заправки прутка пристрій 14 розтискається і при гідромеханічному пресуванні не використовується. Після цього пруток затискається зовнішнім затискним патроном 2 за допомогою автоматичних гідравлічних циліндрів 3, приводиться в дію автоматичний гідравлічний привід 4, який через обойму 5, затискний патрон 2 з регульованим незначним зусиллям піджимає затиснутий пруток в кутовій матриці 13 до упора в стінку вертикальної ділянки каналу. Внаслідок цього забезпечується ущільнення західної частини прутка в кутовій матриці, попереджається можливість витікання рідини через кутову матрицю, після чого через отвір в контейнері в робочу камеру подається рідина високого тиску 10, яка охоплює оброблюваний матеріал, причому тиск рідини утворюється і підтримується за допомогою спеціального пристрою 11. Витіканню рідини запобігають також ущільнювачі 8 і 12, розташовані з обох торців контейнеру, причому для надійного ущільнення ущільнювач з лівого торцю контейнеру попередньо піджимається гайкою 7. Під дією рідини конічна частина внутрішнього затискного патрону пружно деформується й щільно притискається до прутка. Витисканню патрону 6 з контейнеру запобігає обойма 5, яка жорстко зв'язана з патроном 6, а сама утримується автоматичним гідравлічним приводом 4. Відповідність діаметрів порожнини внутрішнього затискного патрону 6 й прутка запобігає витіканню рідини між ними, при цьому пружна деформація конічної частини патрону забезпечує необхідне ущільнення. При необхідних для здійснення процесу зусиллях гідравлічних циліндрів 3 і 4 обойма переміщує в напрямку кутової матриці зовнішній й внутрішній затискні патрони й затиснутий пруток 1. Максимальний хід обойми до упору в контейнер відповідає відстані між матрицею й внутрішнім затискним патроном у вихідному положенні. Його максимальна величина визначається умовами запобігання можливої втрати стійкості вільної частини прутка при робочому тиску рідини. Слід відмітити, що процес деформації прутка в кутовій матриці можна здійснювати навіть без застосування рідини, але саме високий тиск рідини забезпечує гідравлічний підпір прутка і більшу величину робочого ходу затискних патронів без втрати стійкості вільної частини прутка. Цим забезпечується більша продуктивність пристрою. Крім того, рідина високого тиску виконує роль мастила, зменшує сили контактного тертя прутка по матриці. Під дією горизонтальної сили здійснюється гідромеханічне пресування прутка через кутову матрицю. Після цього знімається сила із зовнішнього затискного патрону, знижується рівень тиску рідини, в результаті чого знімається пружна деформація з конічної частини внутрішнього затискного патрону, пруток звільняється від радіального утиску патронів, обойма й затискні патрони переміщуються у крайнє ліве положення. Далі цикл операцій гідромеханічного пресування повторюється необхідне число раз для оброблювання всього прутка. Джерела інформації 1. Валиев Р.З., Александров И.В. Объемные наноструктурные металлические материалы: получение, структура и свойства. - М.: ИКЦ «Академкнига», 2007 - 398с: ил., с. 76. 2. Теория прессования металлов. 2-е изд. Перлин И.Л., Райтбарг Л.Х., М: «Металлургия» 1975 - 448 с: с. 249. 3. В.М. Сегал, В.И. Резников, В.И. Копылов и др. Процессы пластического структурообразования. Минск: Навука і тзхніка, 1994, с. 44.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for semi-continuous hydro-mechanical pressing of bars, mainly of unlimited length
Автори англійськоюBiloshenko Viktor Oleksandrovych, Spuskaniuk Viktor Zakharovych, Hanhalo Oleksandr Mykolaiovych, Davydenko Oleksandr Anatoliiovych, Kovalenko Ivan Mykhailovych
Назва патенту російськоюУстройство для полунепрерывного гидромеханического прессования прутков неограниченной длины
Автори російськоюБилошенко Виктор Александрович, Спусканюк Виктор Захарович, Гангало Александр Николаевич, Давыденко Александр Анатольевич, Коваленко Иван Михайлович
МПК / Мітки
МПК: B21C 37/00
Мітки: гідромеханічного, довжини, пристрій, необмеженої, напівбезперервного, прутків, пресування
Код посилання
<a href="https://ua.patents.su/2-32306-pristrijj-dlya-napivbezperervnogo-gidromekhanichnogo-presuvannya-prutkiv-neobmezheno-dovzhini.html" target="_blank" rel="follow" title="База патентів України">Пристрій для напівбезперервного гідромеханічного пресування прутків необмеженої довжини</a>
Спосіб пресування алюмінієвих прутків із стружки
Номер патенту: 71720
Опубліковано: 15.12.2004
Автори: Синков Сергій Григорович, Шевелєв Олександр Іванович, Бейгельзимер Яків Юхимович
МПК: B21C 25/00
Мітки: стружки, прутків, алюмінієвих, спосіб, пресування
Формула / Реферат:
Спосіб пресування алюмінієвих прутків із стружки, що включає операції брикетування стружки, нагрівання брикетів у печі і пресування їх у контейнері через деформуючу матрицю із витяжкою, який відрізняється тим, що із метою зниження трудомісткості процесу стружку відпалюють, завантажують у канал контейнера для пресування, розігрітий до температури рекристалізації пресувального матеріалу, і пресують послідовно інтенсивним гвинтовим пресуванням...
Спосіб пресування прутків з металевих порошкових матеріалів і стружки та пристрій для його здійснення
Номер патенту: 67213
Опубліковано: 15.06.2004
Автори: Блохін Олександр Григорович, Ковалівський Олексій Вікторович
МПК: B30B 11/02, B22F 3/20
Мітки: здійснення, пресування, порошкових, матеріалів, прутків, пристрій, металевих, спосіб, стружки
Формула / Реферат:
1. Спосіб пресування прутків з металевих порошкових матеріалів і стружки, що включає нагрівання і пресування за допомогою витікання в напрямку, перпендикулярному осі пресування, при одночасній екструзії з витяжкою 14...30, який відрізняється тим, що процес витікання здійснюють під кутом до напрямку, перпендикулярного осі пресування, при цьому нагрівання матеріалу, що пресують, у взаємно перпендикулярних напрямках і під кутом до напрямку,...
Пристрій для пофарбування виробу необмеженої довжини
Номер патенту: 48419
Опубліковано: 15.10.2004
Автори: Єрмаков Віталій Вікторович, Шиляєв Володимир Миколайович, Михайлов Микола Петрович, Плютін Іван Іванович, Дроздов Анатолій Іванович, Воронович Віктор Петрович, Приходько Володимир Іванович, Прохоров Володимир Михайлович
МПК: B05C 3/02, B05C 13/02
Мітки: виробу, пристрій, довжини, пофарбування, необмеженої
Формула / Реферат:
1. Пристрій для пофарбування виробу необмеженої довжини, який має в своєму складі кільцевий кантувач з двома скріпленими між собою на заданій відстані колесами з прорізом для жорсткого закріплення в середині цього прорізу виробу, який відрізняється тим, що кільцевий кантувач закріплено на платформі залізничного типу, яку обладнано роликовими пристроями, розташованими в створі коліс і відстань між якими дорівнює відстані між колесами...
Пристрій для гідромеханічного пресування
Номер патенту: 16189
Опубліковано: 29.08.1997
Автори: Матросов Микола Іванович, Чернишев Владислав Анатолійович, Раханський Генадій Афанасійович, Медведська Ельвіда Олександрівна
МПК: B21J 5/00, B21C 23/02
Мітки: пресування, пристрій, гідромеханічного
Формула / Реферат:
Устройство для гидромеханического прессования, содержащее контейнер, деформирующий узел в виде уплотнительной и деформирующей матриц, размещенных соосно в его рабочей камере, узел осевой подачи заготовки с полой направляющей проводкой и подвижными клиновыми зажимами, выполненными с возможностью возвратно-поступательного перемещения один относительно другого вдоль продольной оси устройства, установленные на общей силовой раме, включающей...
Прийомний пристрій для гідромеханічного пресування дроту
Номер патенту: 16190
Опубліковано: 29.08.1997
Автори: Авдеев Віталій Гаврилович, Матросов Микола Іванович, Раханський Генадій Афанасійович, Медведська Ельвіда Олександрівна
МПК: B21J 5/00
Мітки: прийомний, гідромеханічного, пресування, пристрій, дроту
Формула / Реферат:
Приемное устройство для гидромеханического прессования проволоки, содержащее механизмы вращения тяговой, приемной катушек и их приводы, механизм раскладки проволоки на приемной катушке, контрольно-регулирующую аппаратуру и направляющие элементы, отличающееся тем, что, с целью повышения надежности путем уменьшения инерционности привода устройства и повышения плавности регулировки, привод вращения тяговых и приемных катушек снабжен...
Попередній патент: Самофіксуючий будівельний блок пк-3
Наступний патент: Ротор асинхронного електродвигуна
Випадковий патент: Спосіб пресування кінців волокнистооптичних жгутів