Спосіб обрізання крайок листового прокату
Формула / Реферат
1. Спосіб обрізання крайок листового прокату, який відрізняється тим, що обрізання крайок листа виконують одночасним переміщенням уздовж подовжньої осі листового прокату на визначену відстань двох рядів плазмоводугових різаків, установлених дзеркально відносно подовжньої осі листа, причому в кожному з рядів установлено з визначеним кроком принаймні по два плазмоводугових різаки і кількість плазмоводугових різаків у ряді, що задіяні для обрізання, визначають для кожного листа, що обрізають, за формулою:
N=(L/b) - 1,
де: N - кількість плазмоводугових різаків, задіяних для обрізання крайки листа, у ряді, шт.;
L - довжина крайки листа, що обрізають, м;
b - крок, з яким установлені різаки в рядах, м,
а обрізання крайок наступного листа виконують переміщенням різаків у напрямку, протилежному попередньому.
2. Спосіб за п. 1, який відрізняється тим, що при обрізанні крайок листа кожен плазмоводуговий різак переміщають на відстань ![]() , де:
, де: ![]() - крок, з яким установлені різаки в рядах, м;
- крок, з яким установлені різаки в рядах, м; ![]() ,м - постійна величина.
,м - постійна величина.
Текст
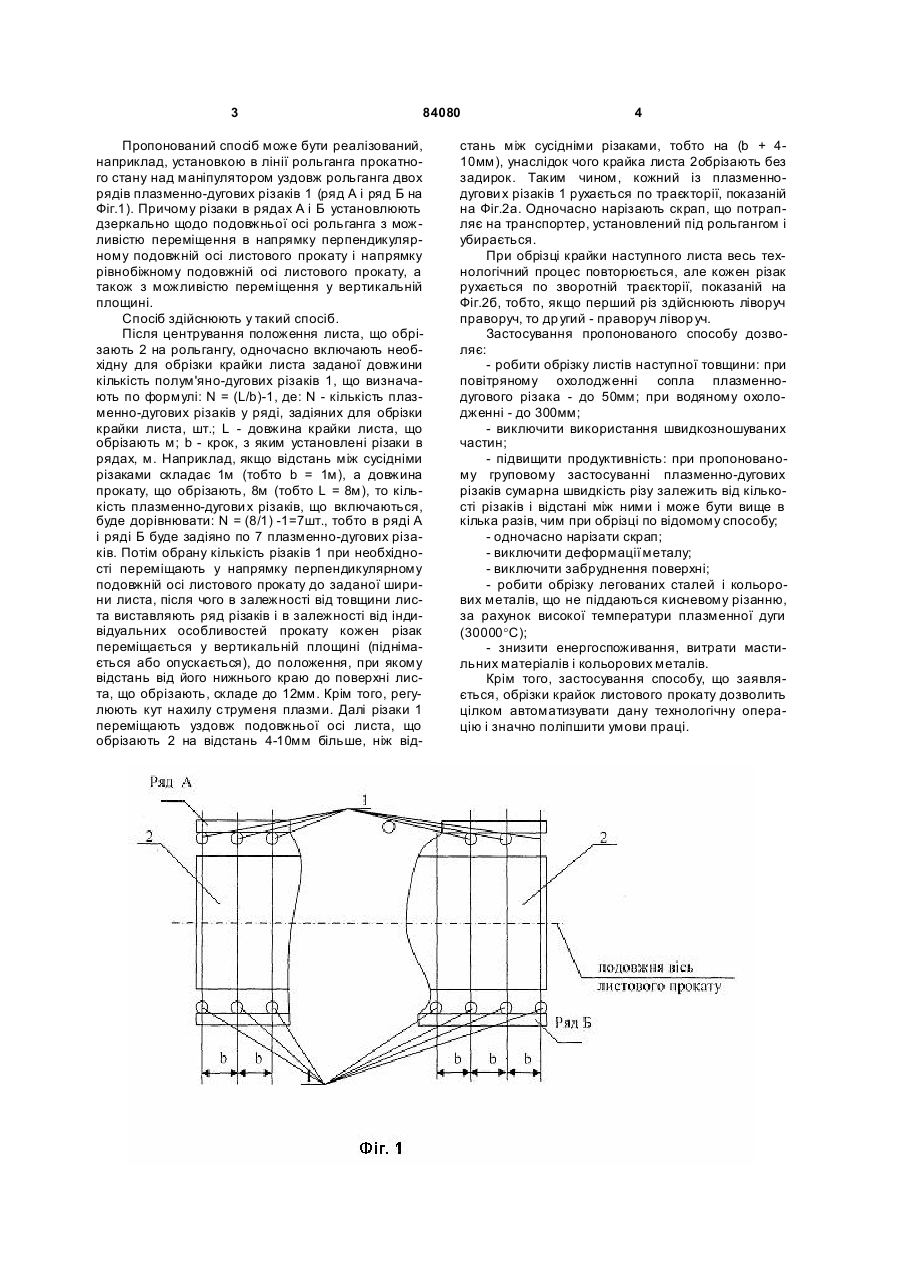
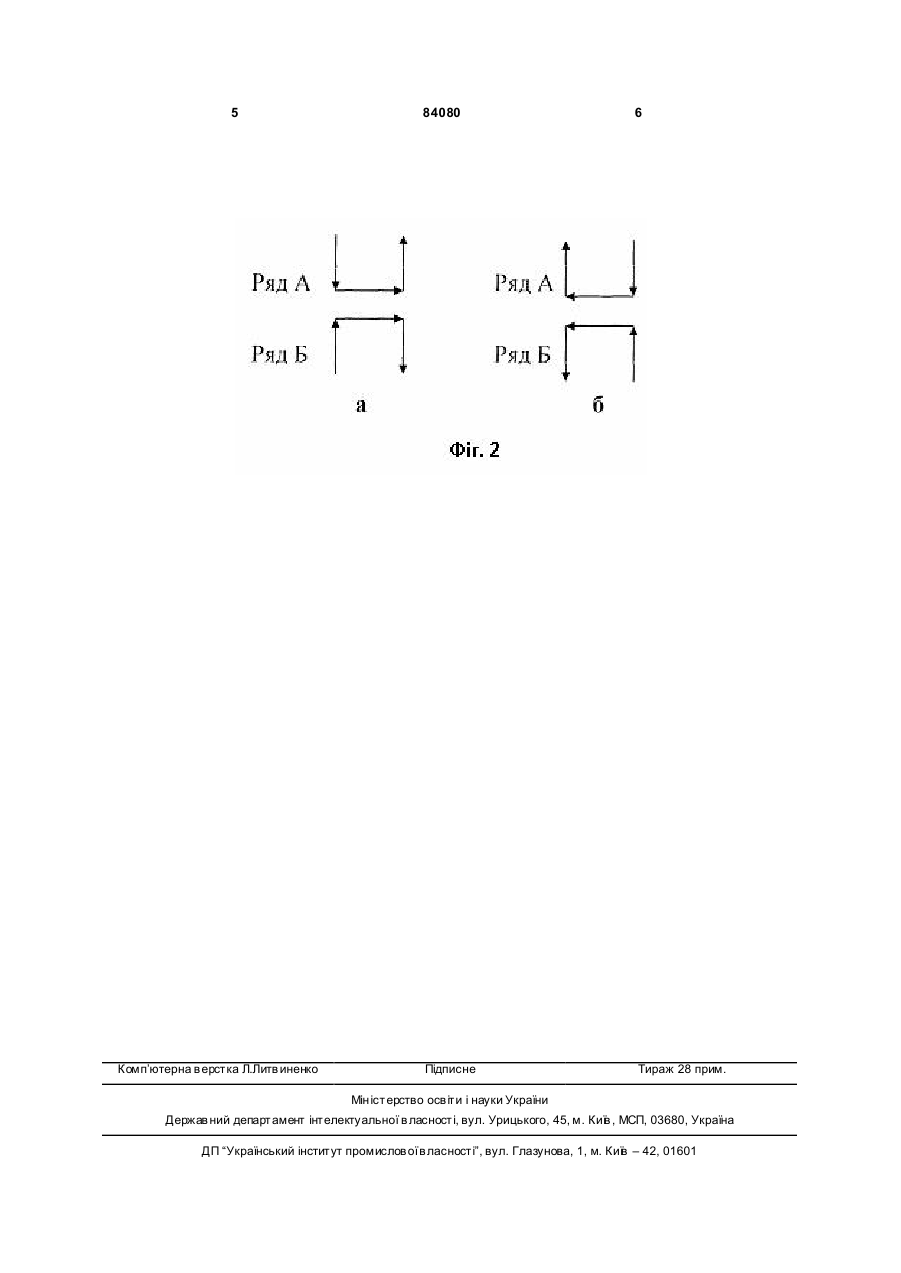
1. Спосіб обрізання крайок листового прокату, який відрізняється тим, що обрізання крайок листа виконують одночасним переміщенням уздовж подовжньої осі листового прокату на визначену відстань двох рядів плазмоводугови х різаків, установлених дзеркально відносно подовжньої осі лис 3 84080 Пропонований спосіб може бути реалізований, наприклад, установкою в лінії рольганга прокатного стану над маніпулятором уздовж рольганга двох рядів плазменно-дугових різаків 1 (ряд А і ряд Б на Фіг.1). Причому різаки в рядах А і Б установлюють дзеркально щодо подовжньої осі рольганга з можливістю переміщення в напрямку перпендикулярному подовжній осі листового прокату і напрямку рівнобіжному подовжній осі листового прокату, а також з можливістю переміщення у вертикальній площині. Спосіб здійснюють у такий спосіб. Після центрування положення листа, що обрізають 2 на рольгангу, одночасно включають необхідну для обрізки крайки листа заданої довжини кількість полум'яно-дугових різаків 1, що визначають по формулі: N = (L/b)-1, де: N - кількість плазменно-дугових різаків у ряді, задіяних для обрізки крайки листа, шт.; L - довжина крайки листа, що обрізають м; b - крок, з яким установлені різаки в рядах, м. Наприклад, якщо відстань між сусідніми різаками складає 1м (тобто b = 1м), а довжина прокату, що обрізають, 8м (тобто L = 8м), то кількість плазменно-дугови х різаків, що включаються, буде дорівнювати: N = (8/1) -1=7шт., тобто в ряді А і ряді Б буде задіяно по 7 плазменно-дугових різаків. Потім обрану кількість різаків 1 при необхідності переміщають у напрямку перпендикулярному подовжній осі листового прокату до заданої ширини листа, після чого в залежності від товщини листа виставляють ряд різаків і в залежності від індивідуальних особливостей прокату кожен різак переміщається у вертикальній площині (піднімається або опускається), до положення, при якому відстань від його нижнього краю до поверхні листа, що обрізають, складе до 12мм. Крім того, регулюють кут нахилу струменя плазми. Далі різаки 1 переміщають уздовж подовжньої осі листа, що обрізають 2 на відстань 4-10мм більше, ніж від 4 стань між сусідніми різаками, тобто на (b + 410мм), унаслідок чого крайка листа 2обрізають без задирок. Таким чином, кожний із плазменнодугови х різаків 1 рухається по траєкторії, показаній на Фіг.2а. Одночасно нарізають скрап, що потрапляє на транспортер, установлений під рольгангом і убирається. При обрізці крайки наступного листа весь технологічний процес повторюється, але кожен різак рухається по зворотній траєкторії, показаній на Фіг.2б, тобто, якщо перший різ здійснюють ліворуч праворуч, то др угий - праворуч лівор уч. Застосування пропонованого способу дозволяє: - робити обрізку листів наступної товщини: при повітряному охолодженні сопла плазменнодугового різака - до 50мм; при водяному охолодженні - до 300мм; - виключити використання швидкозношуваних частин; - підвищити продуктивність: при пропонованому груповому застосуванні плазменно-дугових різаків сумарна швидкість різу залежить від кількості різаків і відстані між ними і може бути вище в кілька разів, чим при обрізці по відомому способу; - одночасно нарізати скрап; - виключити деформації металу; - виключити забруднення поверхні; - робити обрізку легованих сталей і кольорових металів, що не піддаються кисневому різанню, за рахунок високої температури плазменної дуги (30000°С); - знизити енергоспоживання, витрати мастильних матеріалів і кольорових металів. Крім того, застосування способу, що заявляється, обрізки крайок листового прокату дозволить цілком автоматизувати дану технологічну операцію і значно поліпшити умови праці. 5 Комп’ютерна в ерстка Л.Литв иненко 84080 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cutting edges of sheet products
Автори англійськоюSibiliev Serhii Mykolaiovych
Назва патенту російськоюСпособ обрезания кромок листового проката
Автори російськоюСибилев Сергей Николаевич
МПК / Мітки
МПК: B23K 10/00
Мітки: спосіб, обрізання, прокату, крайок, листового
Код посилання
<a href="https://ua.patents.su/3-84080-sposib-obrizannya-krajjok-listovogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обрізання крайок листового прокату</a>
Спосіб обрізання крайок листового прокату
Номер патенту: 22825
Опубліковано: 25.04.2007
Автор: Сібілєв Сергій Миколайович
МПК: B23K 10/00
Мітки: крайок, обрізання, прокату, спосіб, листового
Формула / Реферат:
1. Спосіб обрізання крайок листового прокату, який відрізняється тим, що обрізання крайок листа виконують одночасним переміщенням уздовж подовжньої осі листового прокату на визначену відстань двох рядів плазменно-дугових різаків, установлених дзеркально відносно подовжньої осі листа, причому в кожному з рядів установлено з визначеним кроком принаймні по два плазменно-дугових різаки і кількість плазменно-дугових різаків у ряді, що задіяні для...
Спосіб визначення тріщиностійкості листового прокату
Номер патенту: 13208
Опубліковано: 15.03.2006
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
Мітки: визначення, листового, тріщиностійкості, спосіб, прокату
Формула / Реферат:
Спосіб визначення тріщиностійкості листового прокату, що включає заготовку зразків з випробувального листового прокату, який відрізняється тим, що для визначення зусилля старту тріщини використовують призматичні зразки прямокутного перерізу, вирізані із поперечного і радіального перерізів листового прокату, у зразках виконують надрізи різної глибини і визначають значення тріщиностійкості по всьому перерізу в горизонтальній і вертикальних...
Спосіб плазмового різання листового прокату
Номер патенту: 32588
Опубліковано: 26.05.2008
Автори: Ставров Володимир Михайлович, Кушко Володимир Володимирович, Рокало Юлія Олександрівна
МПК: B23K 10/00
Мітки: прокату, спосіб, плазмового, листового, різання
Формула / Реферат:
1. Спосіб плазмового різання листового прокату, що включає нагрівання металу, що розрізається електричною дугою, стабілізованою потоком газу, і який утворює плазму, що проходить через сопло плазмотрона круглого перерізу, який відрізняється тим, що встановлюють телевізійний датчик (телекамеру і монітор) і контролюють вихідний факел плазмового потоку і крайки листа, що розрізається, одержують і фіксують параметри якісного різання.2....
Спосіб охолодження довгомірного прокату, наприклад листового
Номер патенту: 79223
Опубліковано: 25.05.2007
Автори: Радзінський Віктор Самуілович, Мурашкін Олександр Вікторович, Бойко Володимир Семенович, Климанчук Владислав Владиславович, Большаков Володимир Іванович, Волевач Боріс Юрійович, Пушков Валерій Васильович, Носенко Олег Павлович, Шебаніц Едуард Миколайович
МПК: B21B 45/02, C21D 9/46, C21D 1/84
Мітки: прокату, охолодження, довгомірного, листового, наприклад, спосіб
Формула / Реферат:
Спосіб охолодження довгомірного прокату, наприклад листового, що включає нагрівання заготовки до температури аустенізації, прокатку заготовки в чорновій кліті й охолодження прокату до заданої середньомасової температури, який відрізняється тим, що після нагрівання і прокатки заготовки в чорновій кліті здійснюють прискорене синхронне та ідентичне охолодження верхньої і нижньої поверхонь прокату до заданої середньомасової температури напірним...
Спосіб зміцнення листового прокату
Номер патенту: 75518
Опубліковано: 17.04.2006
Автор: Максимов Олександр Борисович
МПК: C21D 1/02, C21D 9/46, C21D 9/48
Мітки: листового, зміцнення, спосіб, прокату
Формула / Реферат:
1. Спосіб зміцнення листового прокату шляхом нагрівання всього листа й охолодження окремих вибіркових його ділянок, який відрізняється тим, що охолоджують окремі ділянки у вигляді похилих штаб, кут нахилу яких до довжини листа визначають із співвідношення:де: - модулі пружності відповідно...
Попередній патент: Роторний подрібнювач
Наступний патент: Приціл-далекомір
Випадковий патент: Пристрій для плазмового нагрівання рухомих довгих виробів