Спосіб відновлення і зміцнення циліндричних деталей
Номер патенту: 84092
Опубліковано: 10.09.2008
Автори: Климанчук Владислав Владиславович, Бойко Володимир Семенович, Кирильченко Петро Миколайович, Щетиніна Віра Іванівна, Пушков Валерій Васильович, Щетинін Сергій Вікторович, Воробьов Андрій Олексійович
Формула / Реферат
Спосіб відновлення і зміцнення циліндричних деталей з високовуглецевих сталей автоматичним електродуговим наплавленням з попереднім і співпадаючим нагрівом і термічною обробкою після наплавлення, який відрізняється тим, що наплавлення виконують на малій погонній енергії, величину якої встановлюють у залежності від діаметра та кількості вуглецю у сталі відповідно до виразу:
G/V=(0,75-0,92)D/C, МДж/м,
де G/V - погонна енергія, МДж/м;
D - діаметр деталі, м;
С - кількість вуглецю у сталі, %.
Текст
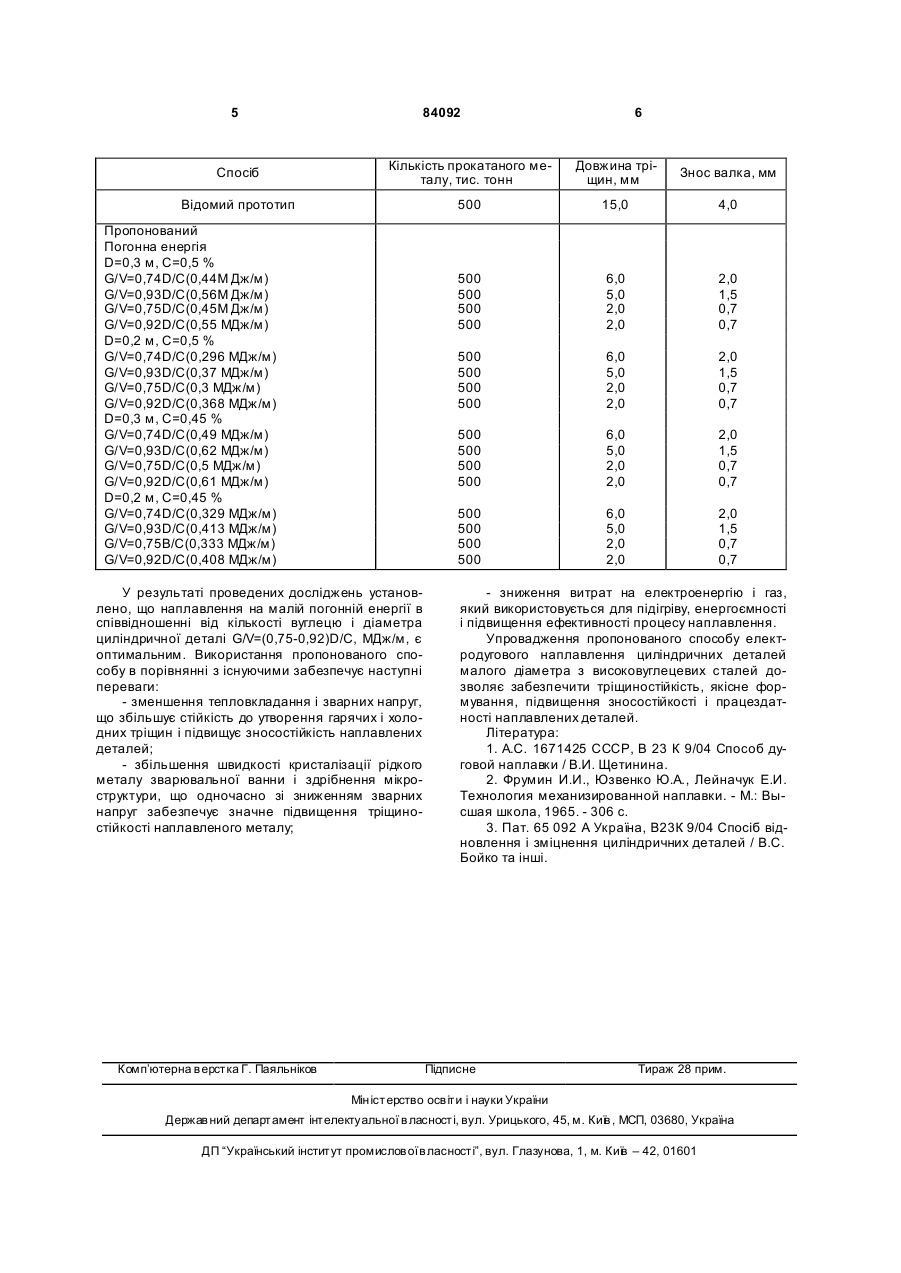
Спосіб відновлення і зміцнення циліндричних деталей з високовуглецеви х сталей автоматичним електродуговим наплавленням з попереднім і співпадаючим нагрівом і термічною обробкою після наплавлення, який відрізняється тим, що наплавлення виконують на малій погонній енергії, величину якої встановлюють у залежності від діаметра та кількості вуглецю у сталі відповідно до виразу: G/V=(0,75-0,92)D/C, МДж/м, де G/V - погонна енергія, МДж/м; D - діаметр деталі, м; С - кількість вуглецю у сталі, %. Винахід відноситься до області електродугового наплавлення і може бути використаний при відновленні і зміцненні циліндричних деталей з високовуглецевих сталей металургійного устатк ування в чорній металургії та машинобудуванні. При електродуговому наплавленні циліндричних деталей малого діаметра з високовуглецевих сталей важко забезпечити тріщиностійкість і зносостійкість внаслідок зростання зварювальних напруг та одночасно утримання рідкого металу зварювальної ванни від витікання. Всі існуючі способи забезпечення тріщиностійкості і зносостійкості при наплавленні циліндричних деталей малого діаметра з високовуглецевих сталей не враховують підвищення зварних напруг внаслідок недостатнього тепловідводу та запобігання витікання рідкого металу зі зварювальної ванни. Відомий спосіб електродугового наплавлення [1], при якому для запобігання витікання рідкого металу до крайки циліндричної деталі підгортають мідну планку, закріплену на наплавочній голівці. Однак даний спосіб використовується для запобігання витікання рідкого металу зі зварювальної ванни тільки на крайці і не забезпечує трі щи ностійкості та зносостійкості при наплавленні циліндричних деталей з високовуглецевих сталей. Відомий спосіб електродугового наплавлення циліндричних деталей [2], при якому для запобігання витікання рідкого металу зі зварювальної ванни наплавлення роблять зі зсувом із зеніту убік, протилежний обертанню деталі. Однак при цьому не забезпечується підвищення тріщиностійкості та зносостійкості при наплавленні циліндричних деталей малого діаметра з високовуглецевих сталей внаслідок значного тепловкладення і зварювальних напруг, які приводять до виникнення тріщин. Крім того, важко забезпечити відсутність витікання рідкого металу зі зварювальної ванни. Відомий, взятий за прототип, спосіб відновлення і зміцнення циліндричних деталей [3] автоматичним електродуговим наплавленням, який відрізняється тим, що наплавлення виконують на малій погонній енергії, величину якої встановлюють у залежності від діаметра відповідно до виразу: G/V=(2-3)D, МДж/м, де G/V - погонна енергія, МДж/м; D - діаметр деталі, м. (19) UA (11) 84092 (13) C2 (21) a200704208 (22) 16.04.2007 (24) 10.09.2008 (46) 10.09.2008, Бюл.№ 17, 2008 р. (72) БОЙКО ВОЛОДИ МИР СЕМЕНОВИЧ, UA, ЩЕТИНІН СЕРГІЙ ВІКТОРОВИЧ, UA, КЛИМАНЧУК ВЛАДИСЛАВ ВЛАДИСЛАВОВИЧ, U A, КИРИЛЬЧЕНКО ПЕТРО МИКОЛАЙОВИЧ, UA, ПУШКОВ ВАЛЕРІЙ ВАСИЛЬОВИЧ, UA, ВОРОБЙОВ АНДРІЙ ОЛЕКСІЙОВИЧ, UA, ЩЕТИНІНА ВІРА ІВАНІВН А, UA (73) ПРИАЗОВСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ, UA, ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "МАРІУПОЛЬСЬКИЙ МЕТАЛУРГІЙНИЙ КОМБІНАТ ІМ. ІЛЛІЧА", UA (56) UA 65092 A, 15.03.2004 UA 75256 C2, 15.03.2006 SU 1671425 A1, 23.08.1991 3 84092 4 Однак при цьому не забезпечується підвиПропонований винахід заснований на ефектищення тріщиностійкості та зносостійкості при навному способі впливу на зварювальні напруги, плавленні деталей з високовуглецевих сталей, які магнітогідродинамічні явища і властивості наплавсхильні до виникнення холодних та гарячих тріленого металу за рахунок регулювання погонної щин. енергії і тепловнесення в залежності від кількості В основу винаходу поставлена задача розровуглецю і діаметра циліндричної деталі. бити спосіб електродугового наплавлення циліндОтже, даний спосіб виявляє свої особливості ричних деталей малого діаметра з високовуглецезменшення зварювальних напруг, збільшення вих сталей, у якому використання нових умов швидкості кристалізації і здрібнювання структури, здійснення дій дозволить підвищити тріщиностійзапобігання утворення гарячих і холодних тріщин кість, зносостійкість і працездатність наплавлених тільки за певних умов, а саме, при наплавленні на деталей. малій погонній енергії, величину якої встановлюПоставлена задача зважується за рахунок тоють у залежності від кількості вуглецю у сталі і го, що в способі відновлення і зміцнення циліндридіаметра відповідно виразу: чних деталей з високовуглецевих сталей автомаG/V=(0,75-0,92)D/C, МДж/м, тичним електродуговим наплавленням відповідно де G/V - погонна енергія, МДж/м; винаходу наплавлення виконують на малій погонD - діаметр деталі, м; ній енергії, величину якої встановлюють у залежС - кількість вуглецю у сталі, %. ності від діаметра та кількості вуглецю у сталі відВиходить, ці умови є істотними. А наплавленповідно до виразу: ня циліндричних деталей малого діаметра з висоG/V=(0,75-0,92)D/C, МДж/м, ковуглецевих сталей на малій погонній енергії в де G/V - погонна енергія, МДж/м; заявленій закономірності, забезпечує зниження D - діаметр деталі, м; зварних напруг, мілкодисперсну структур у, підвиС - кількість вуглецю у сталі, %. щення стійкості до утворення гарячих і холодних Наплавлення циліндричних деталей на малій тріщин, зносостійкості і працездатності деталей. погонній енергії в пропонованому співвідношенні з При наплавленні циліндричних деталей малокількістю вуглецю і діаметром забезпечують змего діаметра з високовуглецевих сталей з погонною ншення тепловкладання і зварних напруг, які приенергією менше 0,75D/C МДж/м в наплавленому водять к виникненню гарячих і холодних тріщин з'являються пори, порушується стабільність пропри наплавленні високовуглецевих сталей. Зварні цесу і якість наплавленого металу. напруги виникають при електродуговому наплавПри наплавленні циліндричних деталей малоленні внаслідок термодеформаційного циклу стисго діаметра з високовуглецевих сталей з погонною нення при наближенні дуги, розтягу при нагріванні енергією більше 0,92D/C МДж/м збільшується тепдугою і стиснення при охолодженні, внаслідок збіловкладання, зростають зварювальні напруги, льшення відстані від дуги. Тому при наплавленні зростає розмір зерна, що приводить до зниження циліндричних деталей малого діаметра з високопластичності, підвищенню схильності до утворенвуглецевих сталей для зменшення зварних напруг ня гарячих і холодних тріщин і зниженню зносоі запобігання виникнення гарячих і холодних трістійкості наплавлених деталей. щин необхідно зменшувати погонну енергію. При Спосіб електродугового наплавлення здійснюнаплавленні циліндричних деталей малого діамеється в такий спосіб. Циліндрична деталь закріптра схильність до утворення гарячих і холодних люється на наплавочній установці. Відповідно до тріщин зростає, внаслідок меншої маси і зменшенкількості вуглецю у сталі і діаметра циліндричної ня теплоотводу, що приводить до збільшення зедеталі регулюють погонну енергію. Перед і в прорен структури. Виникнення гарячих і холодних тріцесі наплавлення деталь підігрівають газовими щин при наплавленні з малою погонною енергією горілками на установці з термокожухом. Електрод запобігається за рахунок підвищення швидкості закорочують на деталь, забезпечують захист дуги і кристалізації, що приводить к зростанню кількості починають процес наплавлення. Наплавлення центрів кристалізації, які, розташовуючись перед роблять на малій погонній енергії, величину якої зростаючими кристалами, попереджують їх подавстановлюють у заявленому співвідношенні від льше зростання і здрібнюють структуру наплавлекількості вуглецю і діаметра циліндричної деталі: ного металу. При наплавленні високовуглецевих G/V=(0,75-0,92)D/C, МДж/м. сталей для попередження виникнення гарячих Приклад. Вироблялося автоматичне електротріщин за рахунок здрібнення структури вводять дугове наплавлення циліндричних деталей діамемодифікатори, наприклад, титан, алюміній. При тром 0,2м і 0,3м з високовуглецевих сталей з понаплавленні з малою погонною енергією це більш переднім і співпадаючим нагрівом і ефективно досягається за рахунок підвищення термообробкою після наплавлення. Наплавлення швидкості наплавлення і кристалізації, зростання вироблялося на постійному струмі обратної поляякої одночасно забезпечує відсутність витікання рності дротом Нп40Х3Г2МФ під флюсом АН-26. Як металу із ванни. Крім того, при високошвидкісному джерело живлення використовували випрямляч наплавленні змінюється розтікання струму, що ВДУ 1204. Автоматичне наплавлення вироблялося приводить до зміни магнітогідродинамічних явищ у зі швидкістю 75м/ч на різних погонних енергіях. зварювальній ванні, підвищенню швидкості руху Результати проведених досліджень впливу погонрідкого металу і, як наслідок, рівномірності хімічноної енергії на тріщиностійкість, зносостійкість і го составу наплавленого металу і тріщиностійкості працездатність наплавлених деталей представлеі працездатності деталей. ні в таблиці. 5 84092 6 Спосіб Кількість прокатаного металу, тис. тонн Довжина тріщин, мм Знос валка, мм Відомий прототип 500 15,0 4,0 500 500 500 500 6,0 5,0 2,0 2,0 2,0 1,5 0,7 0,7 500 500 500 500 6,0 5,0 2,0 2,0 2,0 1,5 0,7 0,7 500 500 500 500 6,0 5,0 2,0 2,0 2,0 1,5 0,7 0,7 500 500 500 500 6,0 5,0 2,0 2,0 2,0 1,5 0,7 0,7 Пропонований Погонна енергія D=0,3 м, С=0,5 % G/V=0,74D/C(0,44М Дж/м) G/V=0,93D/C(0,56М Дж/м) G/V=0,75D/C(0,45М Дж/м) G/V=0,92D/C(0,55 МДж/м) D=0,2 м, С=0,5 % G/V=0,74D/C(0,296 МДж/м) G/V=0,93D/C(0,37 МДж/м) G/V=0,75D/C(0,3 МДж/м) G/V=0,92D/C(0,368 MДж/м) D=0,3 м, С=0,45 % G/V=0,74D/C(0,49 МДж/м) G/V=0,93D/C(0,62 МДж/м) G/V=0,75D/C(0,5 МДж/м) G/V=0,92D/C(0,61 МДж/м) D=0,2 м, С=0,45 % G/V=0,74D/C(0,329 МДж/м) G/V=0,93D/C(0,413 МДж/м) G/V=0,75В/С(0,333 МДж/м) G/V=0,92D/C(0,408 МДж/м) У результаті проведених досліджень установлено, що наплавлення на малій погонній енергії в співвідношенні від кількості вуглецю і діаметра циліндричної деталі G/V=(0,75-0,92)D/C, МДж/м, є оптимальним. Використання пропонованого способу в порівнянні з існуючими забезпечує наступні переваги: - зменшення тепловкладання і зварних напруг, що збільшує стійкість до утворення гарячих і холодних тріщин і підвищує зносостійкість наплавлених деталей; - збільшення швидкості кристалізації рідкого металу зварювальної ванни і здрібнення мікроструктури, що одночасно зі зниженням зварних напруг забезпечує значне підвищення тріщиностійкості наплавленого металу; Комп’ютерна в ерстка Г. Паяльніков - зниження витрат на електроенергію і газ, який використовується для підігріву, енергоємності і підвищення ефективності процесу наплавлення. Упровадження пропонованого способу електродугового наплавлення циліндричних деталей малого діаметра з високовуглецевих сталей дозволяє забезпечити тріщиностійкість, якісне формування, підвищення зносостійкості і працездатності наплавлених деталей. Література: 1. А.С. 1671425 СССР, В 23 К 9/04 Способ дуговой наплавки / В.И. Щетинина. 2. Фрумин И.И., Юзвенко Ю.А., Лейначук Е.И. Технология механизированной наплавки. - М.: Высшая школа, 1965. - 306 с. 3. Пат. 65 092 А Україна, В23К 9/04 Спосіб відновлення і зміцнення циліндричних деталей / B.C. Бойко та інші. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of restoration and strengthening of cylindrical components
Автори англійськоюBoiko Volodymyr Semenovych, Schetynin Serhii Viktorovych, Klymanchuk Vladyslav Vladyslavovych, Kyrylchenko Petro Mykolaiovych, Pushkov Valerii Vasyliovych, Vorobiov Andrii Oleksiiovych, Schetynina Vira Ivanivna
Назва патенту російськоюСпособ восстановления и укрепления цилиндрических деталей
Автори російськоюБойко Владимир Семенович, Щетинин Сергей Викторович, Климанчук Владислав Владиславович, Кирильченко Петр Николаевич, Пушков Валерий Васильевич, Воробьев Андрей Алексеевич, Щетинина Вера Ивановна
МПК / Мітки
МПК: B23K 9/04
Мітки: відновлення, спосіб, деталей, циліндричних, зміцнення
Код посилання
<a href="https://ua.patents.su/3-84092-sposib-vidnovlennya-i-zmicnennya-cilindrichnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення і зміцнення циліндричних деталей</a>
Спосіб відновлення і зміцнення циліндричних деталей
Номер патенту: 65092
Опубліковано: 15.03.2004
Автори: Шебаніц Едуард Миколайович, Бойко Володимир Семенович, Щетинін Сергій Вікторович, Голі-Оглу Володимир Семенович, Климанчук Владислав Владиславович, Кирильченко Петро Миколайович
МПК: B23K 9/04
Мітки: деталей, спосіб, циліндричних, відновлення, зміцнення
Формула / Реферат:
Спосіб відновлення і зміцнення циліндричних деталей автоматичним електродуговим наплавленням, який відрізняється тим, що наплавлення виконують при малій погонній енергії, величину якої встановлюють у залежності від діаметра відповідно до виразу:G/V=(2-3)D, МДж/м,де G/V - погонна енергія, МДж/м;D - діаметр деталі, м.
Спосіб відновлення чавунних циліндричних порожнистих не-базових деталей сільськогосподарської техніки

Номер патенту: 53477
Опубліковано: 15.01.2003
Автори: Василенко Михайло Олександрович, Моргун Олена Анатоліївна, Кузьміч Ярослав Анатолійович
Мітки: чавунних, не-базових, порожнистих, відновлення, деталей, спосіб, техніки, сільськогосподарсько, циліндричних
Формула / Реферат:
1. Спосіб відновлення чавунних циліндричних порожнистих небазових деталей сільськогосподарської техніки, що включає операції поетапного електродугового наплавлення по гвинтовій лінії, подачі в зону наплавлення кисню та природного газу, охолодження в навколишньому повітряному середовищі та токарну обробку відновлюваних деталей до номінальних розмірів, який відрізняється тим, що при виконанні поетапного електродугового наплавлення нанесення шва...
Спосіб відновлення внутрішніх циліндричних поверхонь деталей
Номер патенту: 69653
Опубліковано: 15.09.2004
Автори: Іщенко Анатолій Олексійович, Семенюта Анатолій Ніканорович, Кирильченко Петро Миколайович
МПК: B23P 6/02
Мітки: поверхонь, циліндричних, деталей, внутрішніх, спосіб, відновлення
Формула / Реферат:
Спосіб відновлення внутрішніх циліндричних поверхонь деталей, котрий включає підготовку поверхні і заливання полімерного матеріалу з використанням шаблону, який відрізняється тим, що відновлення поверхні здійснюють переміщенням шаблону до упирання у встановлену перед тим чи наявну донну частину деталі після заливання в неї полімерного матеріалу.
Спосіб відновлення порожнистих циліндричних деталей
Номер патенту: 82361
Опубліковано: 10.04.2008
Автори: Афтанділянц Євген Григорович, КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ, Сідорченко Дмитро Олександрович, Лопатько Костянтин Георгійович, Зазимко Оксана Володимирівна
МПК: B23P 6/02
Мітки: відновлення, деталей, спосіб, циліндричних, порожнистих
Формула / Реферат:
Спосіб відновлення порожнистих циліндричних деталей, що включає направлену термопластичну деформацію в процесі нагріву та охолодження деталі, який відрізняється тим, що попередньо виконують відпал деталі, після цього спрацьовану по внутрішньому діаметру деталь встановлюють на матрицю пристрою, зовнішній діаметр якої відповідає необхідному внутрішньому діаметру деталі з урахуванням припуску на механічну обробку, та жорстко фіксують її нижньою...
Пристрій для зміцнення зовнішніх циліндричних поверхонь деталей вигладжуванням
Номер патенту: 58864
Опубліковано: 15.08.2003
Автори: Русских Віктор Васильович, Осін Руслан Анатолійович, Саловський Віталій Семенович, Щербина Андрій Михайлович, Наливайко Володимир Миколайович, Чайковський Олександр Борисович
МПК: B24B 39/00
Мітки: поверхонь, деталей, пристрій, зміцнення, вигладжуванням, циліндричних, зовнішніх
Формула / Реферат:
Пристрій для зміцнення зовнішніх циліндричних поверхонь деталей вигладжуванням, який містить привід обертання деталі, циліндричний інструмент, торець якого є робочою поверхнею, навантажуюче пристосування, механізм обертання інструмента навколо своєї осі, який відрізняється тим, що містить джерело живлення та електроконтактні пристрої, один з яких контактує з приводом деталі, а інший - з навантажуючим пристосуванням.
Попередній патент: Сталь для вагонобудування
Наступний патент: Спосіб відновлення протекторних властивостей захисного шару бетону
Випадковий патент: Запобіжна вибухова речовина