Спосіб відновлення порожнистих циліндричних деталей
Номер патенту: 82361
Опубліковано: 10.04.2008
Автори: Лопатько Костянтин Георгійович, Зазимко Оксана Володимирівна, КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ, Сідорченко Дмитро Олександрович, Афтанділянц Євген Григорович
Формула / Реферат
Спосіб відновлення порожнистих циліндричних деталей, що включає направлену термопластичну деформацію в процесі нагріву та охолодження деталі, який відрізняється тим, що попередньо виконують відпал деталі, після цього спрацьовану по внутрішньому діаметру деталь встановлюють на матрицю пристрою, зовнішній діаметр якої відповідає необхідному внутрішньому діаметру деталі з урахуванням припуску на механічну обробку, та жорстко фіксують її нижньою та верхньою кришками, після чого прогрівають деталь і піддають направленій термопластичній деформації в замкнутому об'ємі пристрою по регламентованих режимах обробки.
Текст
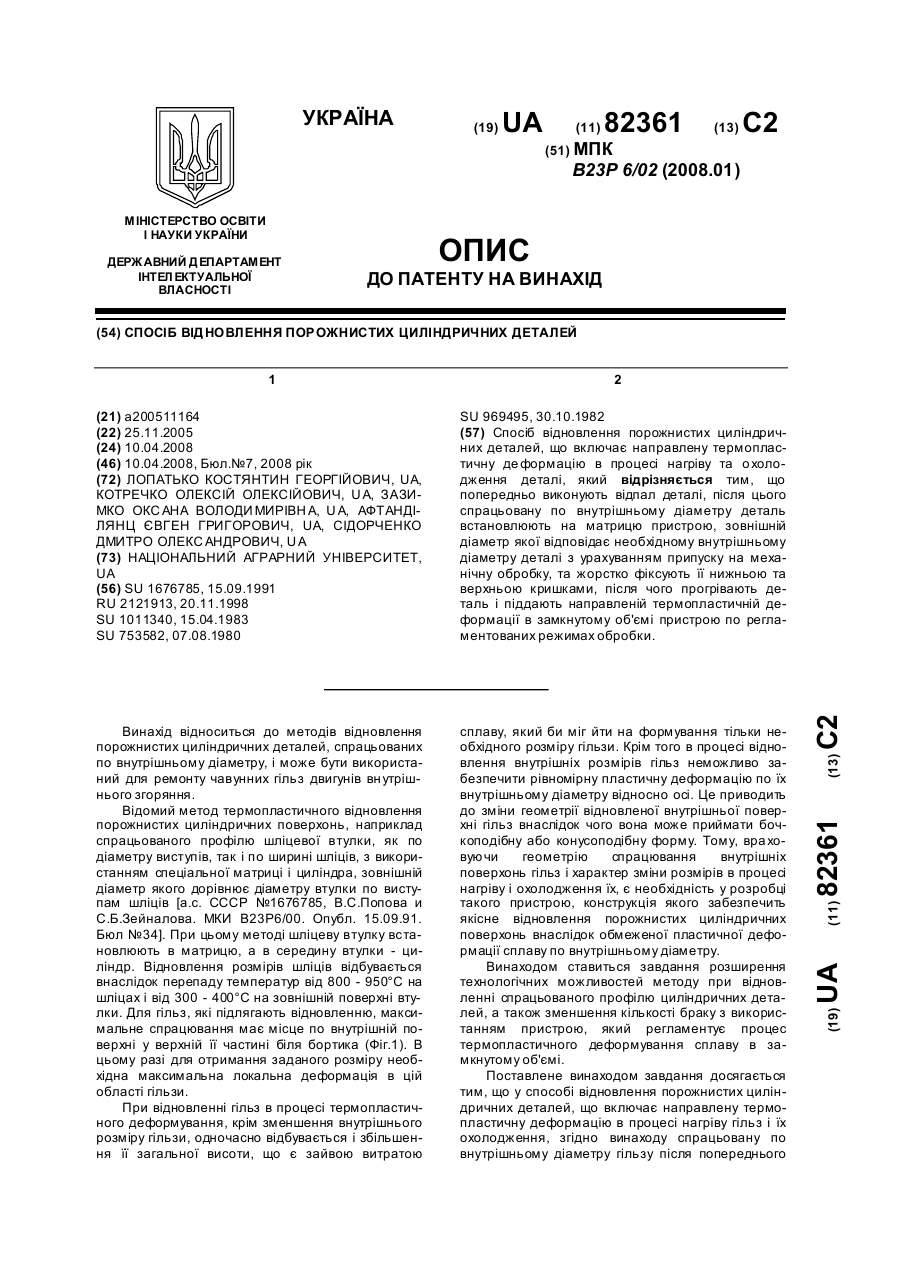
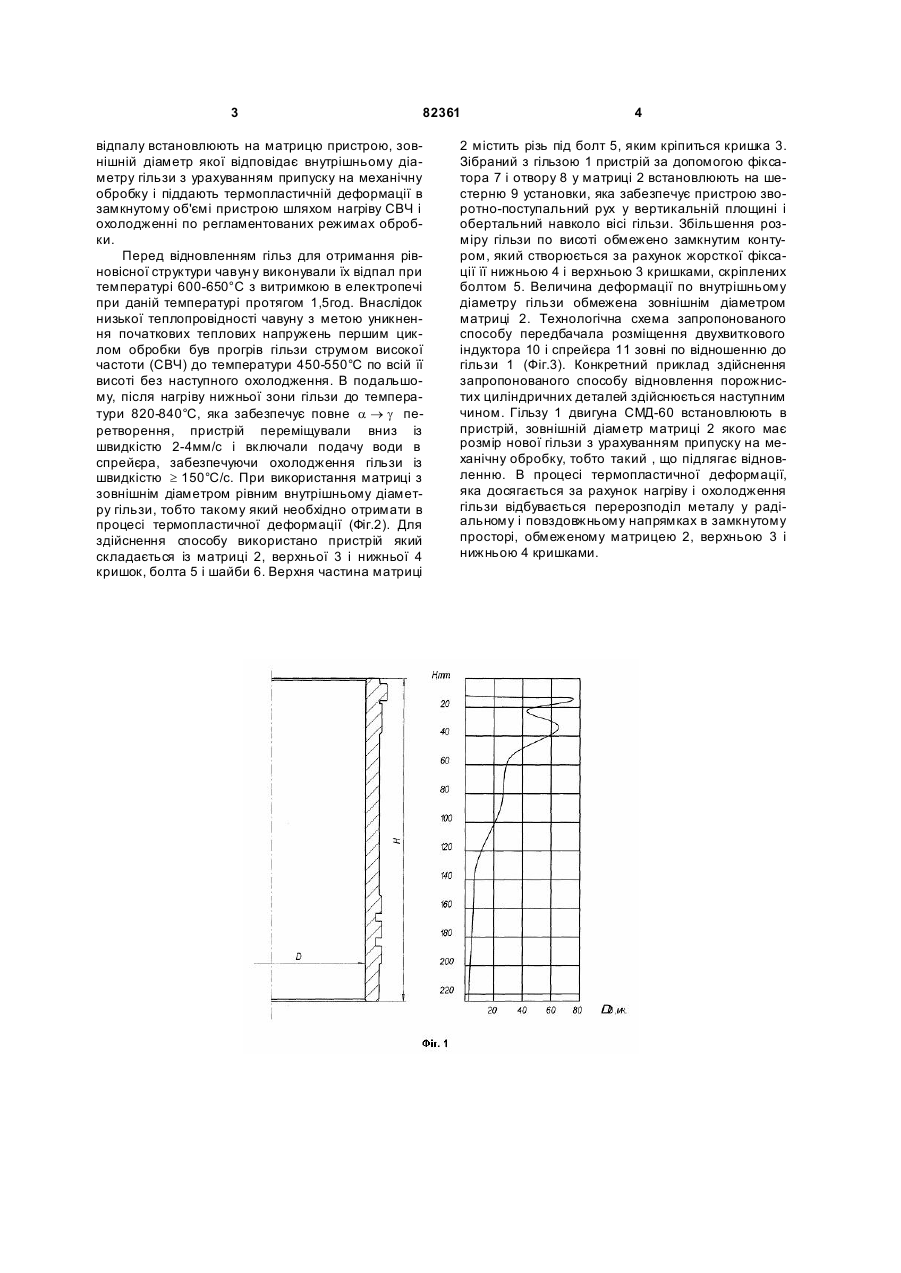
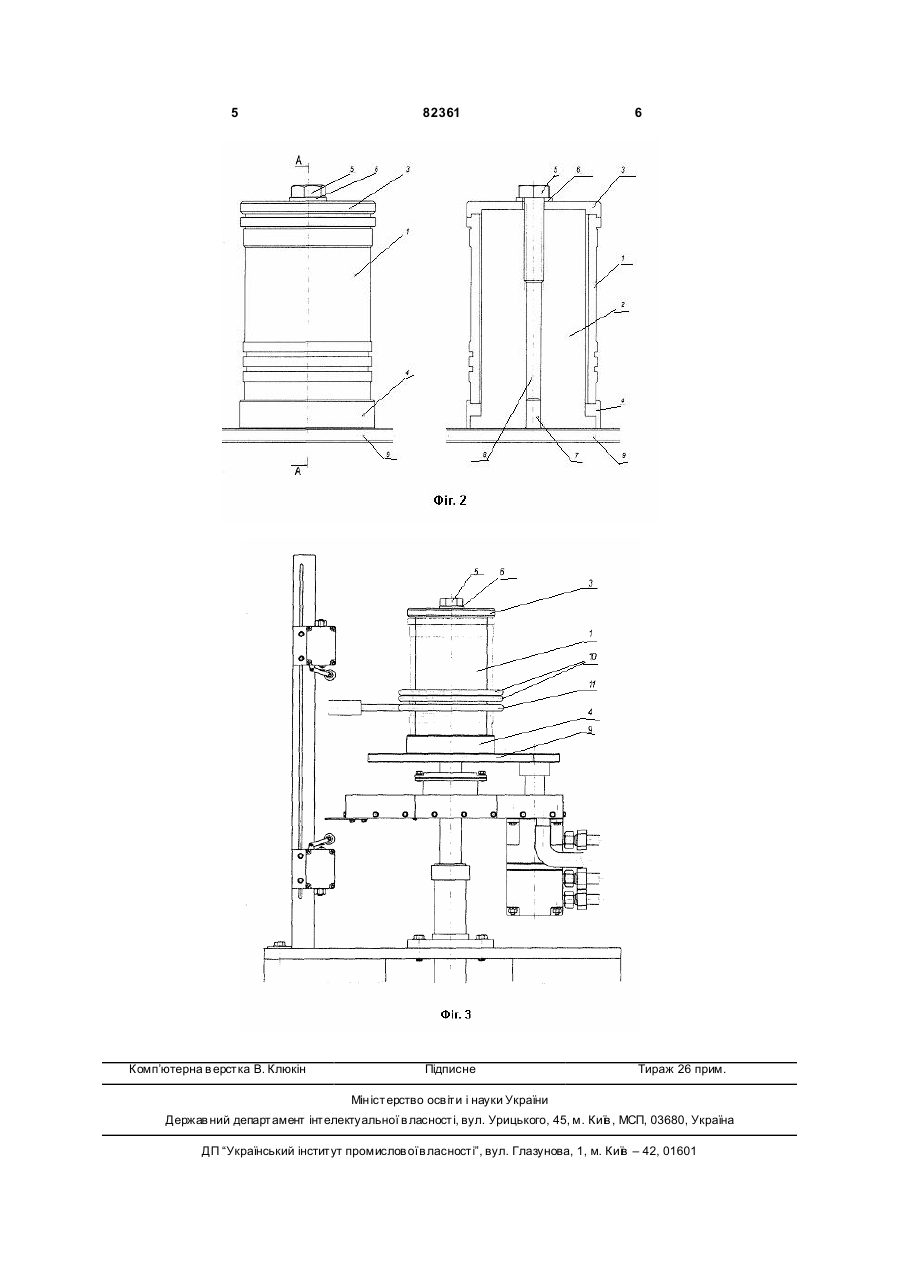
Спосіб відновлення порожнистих циліндричних деталей, що включає направлену термопластичну де формацію в процесі нагріву та о холодження деталі, який відрізняється тим, що попередньо виконують відпал деталі, після цього спрацьовану по внутрішньому діаметру деталь встановлюють на матрицю пристрою, зовнішній діаметр якої відповідає необхідному внутрішньому діаметру деталі з урахуванням припуску на механічну обробку, та жорстко фіксують її нижньою та верхньою кришками, після чого прогрівають деталь і піддають направленій термопластичній деформації в замкнутому об'ємі пристрою по регламентованих режимах обробки. (19) (21) a200511164 (22) 25.11.2005 (24) 10.04.2008 (46) 10.04.2008, Бюл.№7, 2008 рік (72) ЛОПАТЬКО КОСТЯНТИН ГЕОРГІЙОВИЧ, UA, КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ, U A, ЗАЗИМКО ОКС АНА ВОЛОДИ МИРІВН А, U A, АФТАНДІЛЯНЦ ЄВГЕН ГРИГОРОВИЧ, UA, СІДОРЧЕНКО ДМИТРО ОЛЕКС АНДРОВИЧ, U A (73) НАЦІОНАЛЬНИЙ АГРАРНИЙ УНІВЕРСИТЕТ, UA (56) SU 1676785, 15.09.1991 RU 2121913, 20.11.1998 SU 1011340, 15.04.1983 SU 753582, 07.08.1980 3 82361 відпалу встановлюють на матрицю пристрою, зовнішній діаметр якої відповідає внутрішньому діаметру гільзи з урахуванням припуску на механічну обробку і піддають термопластичній деформації в замкнутому об'ємі пристрою шляхом нагріву СВЧ і охолодженні по регламентованих режимах обробки. Перед відновленням гільз для отримання рівновісної структури чавун у виконували їх відпал при температурі 600-650°С з витримкою в електропечі при даній температурі протягом 1,5год. Внаслідок низької теплопровідності чавуну з метою уникнення початкових теплових напружень першим циклом обробки був прогрів гільзи струмом високої частоти (СВЧ) до температури 450-550°С по всій її висоті без наступного охолодження. В подальшому, після нагріву нижньої зони гільзи до температури 820-840°С, яка забезпечує повне a ® g перетворення, пристрій переміщували вниз із швидкістю 2-4мм/с і включали подачу води в спрейєра, забезпечуючи охолодження гільзи із швидкістю ³ 150°С/с. При використання матриці з зовнішнім діаметром рівним внутрішньому діаметру гільзи, тобто такому який необхідно отримати в процесі термопластичної деформації (Фіг.2). Для здійснення способу використано пристрій який складається із матриці 2, верхньої 3 і нижньої 4 кришок, болта 5 і шайби 6. Верхня частина матриці 4 2 містить різь під болт 5, яким кріпиться кришка 3. Зібраний з гільзою 1 пристрій за допомогою фіксатора 7 і отвору 8 у матриці 2 встановлюють на шестерню 9 установки, яка забезпечує пристрою зворотно-поступальний рух у вертикальній площині і обертальний навколо вісі гільзи. Збільшення розміру гільзи по висоті обмежено замкнутим контуром, який створюється за рахунок жорсткої фіксації її нижньою 4 і верхньою 3 кришками, скріплених болтом 5. Величина деформації по внутрішньому діаметру гільзи обмежена зовнішнім діаметром матриці 2. Технологічна схема запропонованого способу передбачала розміщення двухвиткового індуктора 10 і спрейєра 11 зовні по відношенню до гільзи 1 (Фіг.3). Конкретний приклад здійснення запропонованого способу відновлення порожнистих циліндричних деталей здійснюється наступним чином. Гільзу 1 двигуна СМД-60 встановлюють в пристрій, зовнішній діаметр матриці 2 якого має розмір нової гільзи з урахуванням припуску на механічну обробку, тобто такий , що підлягає відновленню. В процесі термопластичної деформації, яка досягається за рахунок нагріву і охолодження гільзи відбувається перерозподіл металу у радіальному і повздовжньому напрямках в замкнутому просторі, обмеженому матрицею 2, верхньою 3 і нижньою 4 кришками. 5 Комп’ютерна в ерстка В. Клюкін 82361 6 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of renewal of hollow cylindrical components
Автори англійськоюLopatko Kostiantyn Heorhiiovych, Kotrechko Oleksii Oleksiiovych, Zazymko Oksana Volodymyrivna, Aftandiliants Yevhen Hryhorovych, Sidorchenko Dmytro Oleksandrovych
Назва патенту російськоюСпособ восстановления полых цилиндрических деталей
Автори російськоюЛопатько Константин Георгиевич, Котречко Алексей Алексеевич, Зазимко Оксана Владимировна, Афтандилянц Евгений Григорьевич, Сидорченко Дмитрий Александрович
МПК / Мітки
МПК: B23P 6/02
Мітки: циліндричних, спосіб, відновлення, порожнистих, деталей
Код посилання
<a href="https://ua.patents.su/3-82361-sposib-vidnovlennya-porozhnistikh-cilindrichnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення порожнистих циліндричних деталей</a>
Спосіб відновлення чавунних циліндричних порожнистих не-базових деталей сільськогосподарської техніки

Номер патенту: 53477
Опубліковано: 15.01.2003
Автори: Кузьміч Ярослав Анатолійович, Василенко Михайло Олександрович, Моргун Олена Анатоліївна
Мітки: відновлення, сільськогосподарсько, спосіб, чавунних, порожнистих, техніки, не-базових, циліндричних, деталей
Формула / Реферат:
1. Спосіб відновлення чавунних циліндричних порожнистих небазових деталей сільськогосподарської техніки, що включає операції поетапного електродугового наплавлення по гвинтовій лінії, подачі в зону наплавлення кисню та природного газу, охолодження в навколишньому повітряному середовищі та токарну обробку відновлюваних деталей до номінальних розмірів, який відрізняється тим, що при виконанні поетапного електродугового наплавлення нанесення шва...
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей
Номер патенту: 60194
Опубліковано: 15.09.2003
Автори: Гринько Павло Васильович, Кононогов Юрій Андрійович, Хітров Ігор Олександрович, Молодик Микола Володимирович
МПК: B23P 6/00
Мітки: спрацьованих, спосіб, відновлення, циліндричних, поверхонь, внутрішніх, деталей
Формула / Реферат:
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей, який полягає в механічній обробці спрацьованої поверхні, нанесенні на неї полімерного матеріалу, вклеюванні ремонтної втулки в отвір, який відрізняється тим, що проводять фіксацію ремонтної втулки з наступним центруванням її в відновлювальному отворі, а вклеювання ремонтної втулки в відновлювальний отвір здійснюють в вакуумній камері.
Спосіб відновлення внутрішніх циліндричних поверхонь деталей
Номер патенту: 28263
Опубліковано: 26.11.2007
Автор: Очеретній Костянтин Валерійович
МПК: B23P 6/00
Мітки: спосіб, внутрішніх, поверхонь, відновлення, циліндричних, деталей
Формула / Реферат:
Спосіб відновлення внутрішніх циліндричних поверхонь деталей, що включає попередню підготовку деталі, виготовлення втулки і зміцнення її внутрішньої поверхні мікродуговим оксидуванням, установку втулки в деталь на клей, сушіння і фінішну механічну обробку деталі з встановленою втулкою до необхідного розміру, який відрізняється тим, що мікродугове оксидування ведуть в електроліті, що містить 8 г/л гідроксиду калію і 35 г/л натрієвого рідкого...
Спосіб відновлення і зміцнення циліндричних деталей
Номер патенту: 65092
Опубліковано: 15.03.2004
Автори: Шебаніц Едуард Миколайович, Кирильченко Петро Миколайович, Щетинін Сергій Вікторович, Голі-Оглу Володимир Семенович, Климанчук Владислав Владиславович, Бойко Володимир Семенович
МПК: B23K 9/04
Мітки: зміцнення, циліндричних, відновлення, деталей, спосіб
Формула / Реферат:
Спосіб відновлення і зміцнення циліндричних деталей автоматичним електродуговим наплавленням, який відрізняється тим, що наплавлення виконують при малій погонній енергії, величину якої встановлюють у залежності від діаметра відповідно до виразу:G/V=(2-3)D, МДж/м,де G/V - погонна енергія, МДж/м;D - діаметр деталі, м.
Спосіб відновлення порожнистих тіл обертання, спрацьованих по внутрішньому діаметру
Номер патенту: 8845
Опубліковано: 15.08.2005
Автори: Аулін Віктор Васильович, Магопець Сергій Олександрович, Капелюшний Федір Михайлович, Калита Микола Миколайович, Бобрицький Віталій Миколайович, Жулай Олександр Юрійович, Солових Євгеній Костянтинович
МПК: B23P 6/02
Мітки: порожнистих, спрацьованих, обертання, внутрішньому, відновлення, спосіб, діаметру, тіл
Формула / Реферат:
Спосіб відновлення порожнистих тіл обертання, спрацьованих по внутрішньому діаметру, при якому деталь, що відновлюється, розміщують в матрицю, нагрівають до температури 800-950°С з наступним охолодженням, який відрізняється тим, що для отримання необхідної якості відновлення геометрії внутрішньої поверхні та прискорення його процесу нагрівання проводиться електроконтактним методом, а охолодження - внутрішнім спреєром зі змінною інтенсивністю...
Попередній патент: Спосіб реєстрації тепловиділення в процесі деформування матеріалу
Наступний патент: Інерційний двигун
Випадковий патент: Функціонально-інвазійний пристрій для вимірювання розмірів біологічних структур з ноніусом