Спосіб позапічної обробки киплячої сталі
Номер патенту: 84113
Опубліковано: 10.09.2008
Автори: Комар Сергій Михайлович, Кладіті Георгій Олександрович, Омельяненко Микола Іванович, Прядкин Віталій Григорович, Прахнін Вячеслав Леонідович, Бойко Володимир Семенович, Фентісов Ігор Миколайович, Климанчук Владислав Владиславович, Годинський Олександр Анатолійович, Коваль Сергій Олексійович, Гапонов Борис Петрович, Шебаніц Едуард Миколайович, Куракін Юрій Миколайович
Формула / Реферат
Спосіб позапічної обробки киплячої сталі, що включає випуск нерозкисленої сталі зі сталеплавильного агрегату в ківш ємністю понад 150 т., розкислення металу в ковші низькокремнистим феромарганцем або брикетами на його основі й продувку розплаву продувним газом через шиберний затвор ковша, який відрізняється тим, що продувний газ є сумішшю технічно чистих азоту й кисню, при цьому об’ємний вміст кисню в газовій суміші залежно під вмісту кремнію у феромарганці визначають співвідношенням:
Vo2 = 0,8*[%Si]2 + 1,6* [%Si] + 0,2 ±{0,8[%Si] + 0.2}, % абс.,
де Vo2 - об’ємна частка кисню в продувній газовій суміші в %;
[%Si] - масова частка кремнію у феромарганці в %,
при цьому час продувки рідкого металу визначають по формулі:
Тпр = Qфм * (W/Мк)-0,33 ±10% відн.,
де Тпр - час продувки розплаву в ковші, хв;
Qфм - питома витрата феромарганцю для ківшевого розкислення, кг/т;
W - загальна витрата продувної газової суміші, нм3/г;
Мк - повна маса металу в ковші, т.
Текст
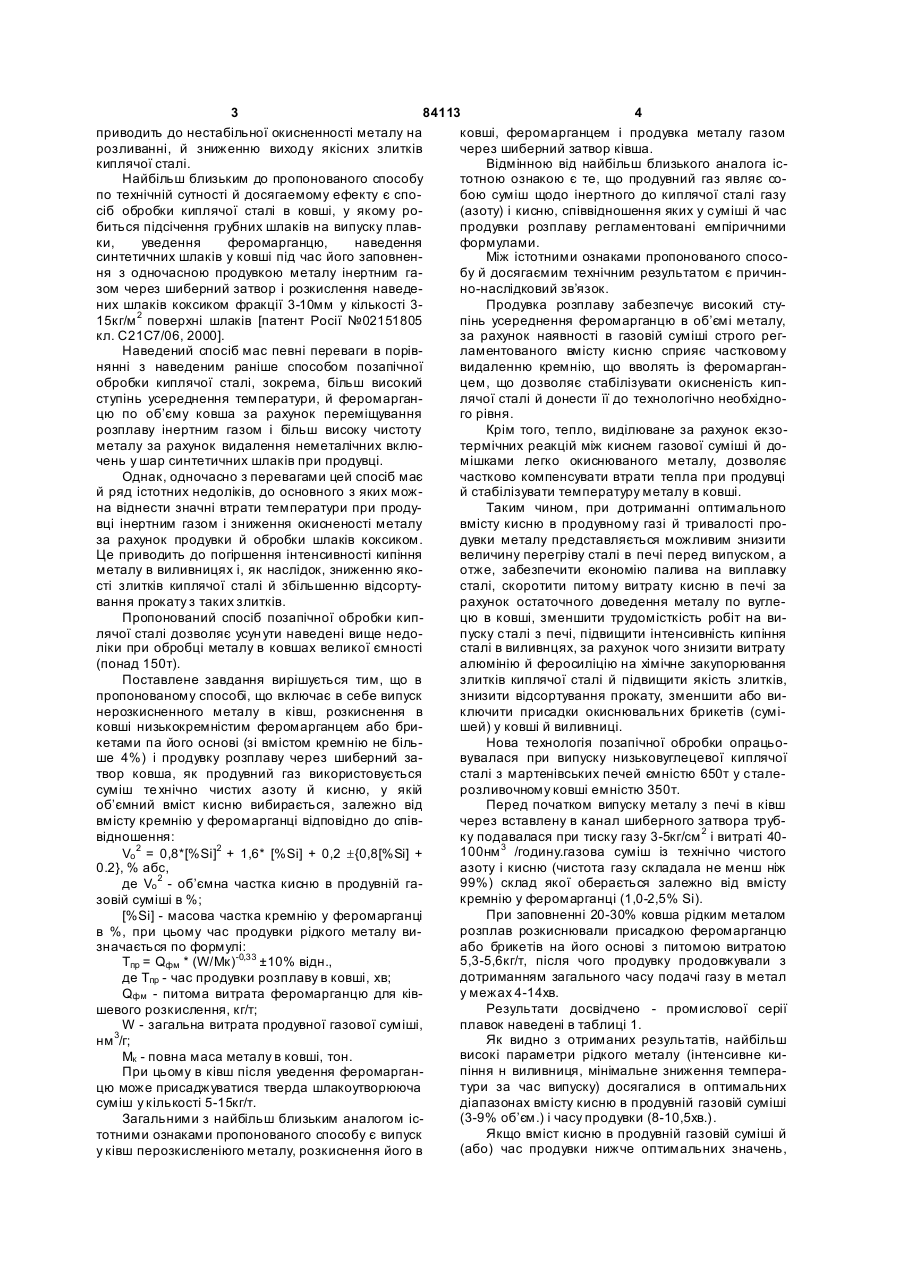
Спосіб позапічної обробки киплячої сталі, що включає випуск нерозкисленої сталі зі сталеплавильного агрегату в ківш ємністю понад 150 т., розкислення металу в ковші низькокремнистим феромарганцем або брикетами на його основі й продувку розплаву продувним газом через шиберний затвор ковша, який відрізняється тим, що продувний газ є сумішшю технічно чистих азоту й кисню, при цьому об’ємний вміст кисню в газовій суміші залежно під вмісту кремнію у феромарганці визначають співвідношенням: Vo 2 = 0,8*[%Si]2 + 1,6* [%Si] + 0,2 ±{0,8[%Si] + 0.2}, % абс., де Vo2 - об’ємна частка кисню в продувній газовій суміші в %; [%Si] - масова частка кремнію у феромарганці в %, при цьому час продувки рідкого металу визначають по формулі: Тпр = Qфм * (W/Мк)-0,33 ±10% відн., де Тпр - час продувки розплаву в ковші, хв; Qфм - питома витрата феромарганцю для ківшевого розкислення, кг/т; W - загальна витрата продувної газової суміші, нм 3/г; Мк - повна маса металу в ковші, т. UA (11) 84113 (21) a200714850 (22) 26.12.2007 (24) 10.09.2008 (46) 10.09.2008, Бюл.№ 17, 2008 р. (72) БОЙКО ВОЛОДИМИР СЕМЕНОВИЧ, UA, КЛИМАНЧУК ВЛАДИСЛАВ ВЛАДИСЛАВОВИЧ, U A, ПРАХНІН ВЯЧЕСЛАВ ЛЕОНІДОВИЧ, UA, ШЕБАНИЦЬ ЕДУАРД МИКОЛАЙОВИЧ, UA, ФЕНТІСОВ ІГОР МИКОЛАЙОВИЧ, UA, ОМЕЛЬЯНЕНКО МИКОЛА ІВАНОВИЧ, U A, ГАПОНОВ БОРИС ПЕТРОВИЧ, UA, КУРАКІН ЮРІЙ МИКОЛАЙОВИЧ, U A, ГОДИНСЬКИЙ ОЛЕКСАНДР АН АТОЛІЙОВИЧ, U A, КОМАР СЕРГІЙ МИ ХАЙЛОВИЧ, U A, КОВАЛЬ СЕРГІЙ ОЛЕКСІЙОВИЧ, UA, КЛАДІТІ ГЕОРГІЙ ОЛЕКСАНДРОВИЧ, U A, ПРЯДКИН ВІТАЛІЙ ГРИГОРОВИЧ, UA (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "МАРІУПОЛЬСЬКИЙ МЕТАЛУРГІЙНИЙ КОМБІН АТ ІМ. ІЛЛІЧА", U A (56) UA 76140 C2, 17.07.2006 SU 1673607 A1, 30.08.1991 SU 1740435 A1, 15.06.1992 JP 59009119 A, 18.01.1984 JP 60131946 A, 13.07.1985 JP 62120418 A, 01.06.1987 JP 63262408 A, 28.10.1988 JP 2005060783 A, 10.03.2005 C2 2 (19) 1 3 84113 4 приводить до нестабільної окисненності металу на ковші, феромарганцем і продувка металу газом розливанні, й зниженню виходу якісних злитків через шиберний затвор ківша. киплячої сталі. Відмінною від найбільш близького аналога ісНайбільш близьким до пропонованого способу тотною ознакою є те, що продувний газ являє сопо технічній сутності й досягаемому ефекту є спобою суміш щодо інертного до киплячої сталі газу сіб обробки киплячої сталі в ковші, у якому ро(азоту) і кисню, співвідношення яких у суміші й час биться підсічення грубних шлаків на випуску плавпродувки розплаву регламентовані емпіричними ки, уведення феромарганцю, наведення формулами. синтетичних шлаків у ковші під час його заповненМіж істотними ознаками пропонованого спосоня з одночасною продувкою металу інертним габу й досягаємим технічним результатом є причинзом через шиберний затвор і розкислення наведено-наслідковий зв’язок. них шлаків коксиком фракції 3-10мм у кількості 3Продувка розплаву забезпечує високий сту15кг/м 2 поверхні шлаків [патент Росії №02151805 пінь усереднення феромарганцю в об’ємі металу, кл. С21С7/06, 2000]. за рахунок наявності в газовій суміші строго регНаведений спосіб мас певні переваги в порівламентованого вмісту кисню сприяє частковому нянні з наведеним раніше способом позапічної видаленню кремнію, що вволять із феромарганобробки киплячої сталі, зокрема, більш високий цем, що дозволяє стабілізувати окисненість кипступінь усереднення температури, й феромарганлячої сталі й донести її до технологічно необхідноцю по об’єму ковша за рахунок переміщування го рівня. розплаву інертним газом і більш високу чистоту Крім того, тепло, виділюване за рахунок екзометалу за рахунок видалення неметалічних вклютермічних реакцій між киснем газової суміші й дочень у шар синтетичних шлаків при продувці. мішками легко окиснюваного металу, дозволяє Однак, одночасно з перевагами цей спосіб має частково компенсувати втрати тепла при продувці й ряд істотних недоліків, до основного з яких можй стабілізувати температуру металу в ковші. на віднести значні втрати температури при продуТаким чином, при дотриманні оптимального вці інертним газом і зниження окисненості металу вмісту кисню в продувному газі й тривалості проза рахунок продувки й обробки шлаків коксиком. дувки металу представляється можливим знизити Це приводить до погіршення інтенсивності кипіння величину перегріву сталі в печі перед випуском, а металу в виливницях і, як наслідок, зниженню якоотже, забезпечити економію палива на виплавку сті злитків киплячої сталі й збільшенню відсортусталі, скоротити питому витрату кисню в печі за вання прокату з таких злитків. рахунок остаточного доведення металу по вуглеПропонований спосіб позапічної обробки кипцю в ковші, зменшити трудомісткість робіт на вилячої сталі дозволяє усун ути наведені вище недопуску сталі з печі, підвищити інтенсивність кипіння ліки при обробці металу в ковшах великої ємності сталі в виливнцях, за рахунок чого знизити витрату (понад 150т). алюмінію й феросиліцію на хімічне закупорювання Поставлене завдання вирішується тим, що в злитків киплячої сталі й підвищити якість злитків, пропонованому способі, що включає в себе випуск знизити відсортування прокату, зменшити або винерозкисненного металу в ківш, розкиснення в ключити присадки окиснювальних брикетів (суміковші низькокремністим феромарганцем або бришей) у ковші й виливниці. кетами па його основі (зі вмістом кремнію не більНова технологія позапічної обробки опрацьоше 4%) і продувку розплаву через шиберний завувалася при випуску низьковуглецевої киплячої твор ковша, як продувний газ використовується сталі з мартенівських печей ємністю 650т у сталесуміш те хнічно чистих азоту й кисню, у якій розливочному ковші емністю 350т. об’ємний вміст кисню вибирається, залежно від Перед початком випуску металу з печі в ківш вмісту кремнію у феромарганці відповідно до співчерез вставлену в канал шиберного затвора трубвідношення: ку подавалася при тиску газу 3-5кг/см 2 і витраті 40100нм 3 /годину.газова суміш із технічно чистого Vo 2 = 0,8*[%Si]2 + 1,6* [%Si] + 0,2 ±{0,8[%Si] + 0.2}, % абс, азоту і кисню (чистота газу складала не менш ніж 99%) склад якої оберається залежно від вмісту де Vo 2 - об’ємна частка кисню в продувній гакремнію у феромарганці (1,0-2,5% Si). зовій суміші в %; При заповненні 20-30% ковша рідким металом [%Si] - масова частка кремнію у феромарганці розплав розкиснювали присадкою феромарганцю в %, при цьому час продувки рідкого металу визначається по формулі: або брикетів на його основі з питомою витратою 5,3-5,6кг/т, після чого продувку продовжували з Тпр = Qфм * (W/Мк)-0,33 ±10% відн., дотриманням загального часу подачі газу в метал де Тпр - час продувки розплаву в ковші, хв; у межах 4-14хв. Qфм - питома витрата феромарганцю для ківРезультати досвідчено - промислової серії шевого розкислення, кг/т; W - загальна витрата продувної газової суміші, плавок наведені в таблиці 1. Як видно з отриманих результатів, найбільш нм 3/г; високі параметри рідкого металу (інтенсивне киМк - повна маса металу в ковші, тон. піння н виливниця, мінімальне зниження темпераПри цьому в ківш після уведення феромаргантури за час випуску) досягалися в оптимальних цю може присаджуватися тверда шлакоутворююча суміш у кількості 5-15кг/т. діапазонах вмісту кисню в продувній газовій суміші (3-9% об’єм.) і часу продувки (8-10,5хв.). Загальними з найбільш близьким аналогом ісЯкщо вміст кисню в продувній газовій суміші й тотними ознаками пропонованого способу є випуск (або) час продувки нижче оптимальних значень, у ківш перозкисленіюго металу, розкиснення його в 5 84113 6 обумовлених розрахунковими формулами пропоЗ наведених результатів випливає, що оптинованого способу, інтенсивність кипіння металу в мальний технологічний ефект, що виражається н виливницях знижується, що приводить до погірмінімальному зниженні температури металу за час шення якості злитків, а спад температури металу випуску й добрій інтенсивності кипіння сталі и виза час випуску збільшується. ливницях (котрі, в свою чергу, підвищують якість Якщо вміст кисню в продувній газовій суміші й злитків і забезпечують економію матеріальних (або) пас продувки птице оптимальних значень, ресурсів но відношенню до аналогічних характеобумовлених розрахунковими формулами пропористик прототипа), досягається повною мірою нованого способу, інтенсивність кипіння металу в тільки при збігу фактичних параметрів позапічної виливницях стає надмірно бурхливою, ростуть обробки з ознаками пропонованого способу (рядки втрати металу й погіршується якість злитків кипля3-5 таблиці 1). чої сталі, при цьому втрати температури металу за Очікуваний економічний ефект від впровачас випуску також зростають. дження пропонованого способу, що забезпечуєтьПрисадка твердої шлакоутворюючої суміші під ся за рахунок економії палива на виплавку сталі, час продувки в кількості 7-12кг/т підвищує чистоту скорочення питомої витрати кисню в печі, киплячої сталі по неметалічним включенням окси.зниження витрати алюмінію й феросилицію на дного типу, при цьому витрата суміші меньш ніж хімічне закупорювання злитків киплячої сталі, зме5кг/т практично не поліпшує якості киплячих станшення або виключення присадки окислювальних лей, а витрата суміші більш ніж 15кг/т значно знибрикетів (сумішей) у ковші й виливниці, а також жує температур у металу за час випуску. підвищення якості злитків і прокату, складає близько 1,5...2,5млн.грн у рік. Таблиця 1 Витрата Маса газов ої су міші мета лу в N 2+O2 напр оков ші, Мк , дув ку в ков ші, тон. 3 нм /го д Питома в итрата, фер омарга нцю в ків ш Qфм, кг/т Вміст кремнію в FeMn, [%Si] Об’ємний в міст кисню в 2 газов ій су міші, Vo % об’єм розраху нок факт Час продув ки металу в ков ші Тп р, хв розраху нок 0-2 4-6 2-3 5-7 : 310...340 типов е:320 40...100 типов е: 60 5...6 типов е: 5,4 1,0...2,5 типов е: 1,5 2,6...9,2 типов е: 4,4 3-4 5-7 8-9 7,8...10,5 типов е: 9,2 8-9 10-12 Комп’ютерна в ерстка Г. Паяльніков Підписне Досягаємий е фект факт 8,5-9,5 9,5-10,5 1214 Кипіння сер едньоінтенсив не, в трати температу ри - 50...60°С Кипіння сер едньоінтенсв не, в трати температу ри - 45...55°С Кипіння і нтенсив не, в трати темпер ату ри – 40...50°С Кипіння ду же інтенсив не, в трата темп ерату ри 35...45°С Кипіння ду же інтенсив не, в трати темпе рату ри 40...45°С Кипіння бу рне, зростання в ідходів , в трати температу ри - 45...50°С Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for out-of-furnace treatment of unkilled steel
Автори англійськоюBoiko Volodymyr Semenovych, Klymanchuk Vladyslav Vladyslavovych, Prakhnin Viacheslav Leonidovych, Shebanyts Eduard Mykolaiovych, Fentisov Ihor Mykolaiovych, Omelianenko Mykola Ivanovych, Haponov Borys Petrovych, Kurakin Yurii Mykolaiovych, Hodynskyi Oleksandr Anatoliiovych, Komar Serhii Mykhailovych, Koval Serhii Oleksiovych, Kladiti Heorhii Oleksandrovych, Priadkyn Vitalii Hryhorovych
Назва патенту російськоюСпособ внепечной обработки кипящей стали
Автори російськоюБойко Владимир Семенович, Климанчук Владислав Владиславович, Прахнин Вячеслав Леонидович, Шебаниц Эдуард Николаевич, Фентисов Игорь Николаевич, Омельяненко Николай Иванович, Гапонов Борис Петрович, Куракин Юрий Николаевич, Годинский Александр Анатольевич, Комар Сергей Михайлович, Коваль Сергей Алексеевич, Кладити Георгий Александрович, Прядкин Виталий Григорьевич
МПК / Мітки
МПК: C21C 7/06, C21C 7/072
Мітки: киплячої, сталі, обробки, спосіб, позапічної
Код посилання
<a href="https://ua.patents.su/3-84113-sposib-pozapichno-obrobki-kiplyacho-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб позапічної обробки киплячої сталі</a>
Спосіб позапічної обробки киплячої сталі
Номер патенту: 32609
Опубліковано: 26.05.2008
Автори: Фентісов Ігор Миколайович, Гапонов Борис Петрович, Климанчук Владислав Владиславович, Кладіті Георгій Олександрович, Шебаніц Едуард Миколайович, Коваль Сергій Олексійович, Годинський Олександр Анатолійович, Прахнін Вячеслав Леонідович, Куракін Юрій Миколайович, Комар Сергій Михайлович, Омельяненко Микола Іванович, Бойко Володимир Семенович, Прядкин Віталій Григорович
МПК: C21C 7/06
Мітки: обробки, сталі, позапічної, киплячої, спосіб
Формула / Реферат:
Спосіб позапічної обробки киплячої сталі, що включає випуск нерозкисненого металу зі сталеплавильного агрегату в ківш ємністю понад 150 т, розкислення металу в ковші низькокрем’янистим феромарганцем або брикетами на його основі й продувку розплаву через шиберний затвор ковша, який відрізняється тим, що продувний газ являє собою суміш технічно чистих азоту й кисню, при цьому об'ємний вміст кисню в газовій суміші залежно від вмісту кремнію у...
Спосіб позапічної обробки киплячої сталі
Номер патенту: 44804
Опубліковано: 15.03.2002
Автори: Лещенко Єгор Миколайович, Прядкін Олексій Григорович, Овсянніков Олександр Матвійович, Бойко Володимир Семенович, Чичкарьов Євген Анатолійович, Остроушко Анатолій Вікторович, Волков Анатолій Іванович, Бондар Владислав Іванович
Мітки: киплячої, спосіб, позапічної, сталі, обробки
Формула / Реферат:
Спосіб позапічної обробки киплячої сталі, що включає введення феромарганцю під час випуску частки металу та окислювача в кількості, пропорційній вмісту силіцію в феромарганці, який відрізняється тим, що окислювач вводять двома порціями: першу - з початком введення феромарганцю під струмінь металу, а другу після закінчення введення феромарганцю за загальною масою, що визначається з виразу:
Спосіб позапічної обробки сталі у ковші
Номер патенту: 35678
Опубліковано: 16.04.2001
Автори: Ромадикін Сергій Дмитрович, Ярославцев Юрій Григорович, Бузун Ігор Леонідович, Буга Ілля Дмитрович, Курдюков Анатолій Андрійович, Крутіков Василій Петрович, Рогоз Ігор Борисович
МПК: C21C 7/00
Мітки: позапічної, ковші, обробки, сталі, спосіб
Формула / Реферат:
1. Спосіб позапічної обробки сталі у ковші, що включає присадку алюмінію, перемішування інертним газом та підігрівання киснем, який відрізняється тим, що при швидкості нагрівання до 5°С/хв. перемішування інертним газом з питомою масовою витратою (0,01...0,05)нм3/т і підігрівання киснем з питомою масовою витратою (0,015... 0,15) нм3/t виконують послідовно за декілька прийомів, а при швидкості нагрівання більшій 5°С /хв. присадку...
Спосіб розливання киплячої сталі

Номер патенту: 5645
Опубліковано: 15.03.2005
Автори: Соколовська Леокадія Антонівна, Мамішев Валентин Адольович, Осіпов Володимир Прокопович
МПК: B22D 7/00
Мітки: розливання, спосіб, киплячої, сталі
Формула / Реферат:
Спосіб розливання киплячої сталі, який включає подачу стального дробу на струмінь рідкого металу, який відрізняється тим, що по ходу розливання металу по виливницях в розплав нерозкисленої сталі вводять різну дозу стального дробу по ступінчастому режиму: в об'єм перших 2-х зливків вводять 1% дробу, у наступні зливки послідовно збільшують дозу дробу з 1,5-1,7% до 2-2,2%, поступово зменшуючи кількість введеного в зливок дробу до 1% в кінці...
Спосіб позапічної обробки сталі
Номер патенту: 77127
Опубліковано: 16.10.2006
Автори: Неклеса Анатолій Тимофійович, Нечепоренко Володимир Андрійович, Новінскій Вадім Владіславовіч, Боровиков Геннадій Федорович
МПК: C21C 7/072, C21C 7/00, C22B 9/22, H05H 1/24, F27D 23/00, C22B 9/00, C21C 7/064, C22B 9/05
Мітки: позапічної, сталі, обробки, спосіб
Формула / Реферат:
1. Спосіб позапічної обробки сталі, що включає корегування хімічного складу розплаву сталі введенням твердих легуючих домішок у ківш, продувку металу інертним газом через заглиблені фурми з заглибленням їх у розплав сталі, який відрізняється тим, що вказаний розплав продувають і нагрівають інертним газом, що виходить із плазмотронів непрямої дії, на двох рівнях вказаного розплаву в ковші, причому на верхньому рівні плазмовий струмінь...
Попередній патент: Спосіб передавання цифрової інформації
Наступний патент: Компакт-матеріал для ківшової обробки чавуну
Випадковий патент: Мобільний авіаційний тренажер