Спосіб позапічної обробки чавуну магнієм
Номер патенту: 84530
Опубліковано: 27.10.2008
Автори: Косолап Микола Володимирович, Ларіонов Олександр Олексійович, Мастицький Анатолій Іванович, Аріх Сергій Георгієвич, Гладкий Павло Анатольович, Матвієнков Сергій Анатольович, Доля Сергій Миколайович, Пампуха Михайло Петрович, Горпинич Олег Анатольович
Формула / Реферат
Спосіб позапічної обробки чавуну магнієм, що включає регульоване введення в чавун порошкового дроту з наповнювачем, який містить магній у суміші з металевим пасиватором, який відрізняється тим, що як металевий пасиватор використовують феромарганець, що містить 55-85 мас. % марганцю, причому масове співвідношення магнію і феромарганцю в 1 м дроту встановлюють рівним 1:(2-6), а витрату наповнювача підтримують у межах 3-9 кг/т чавуну.
Текст
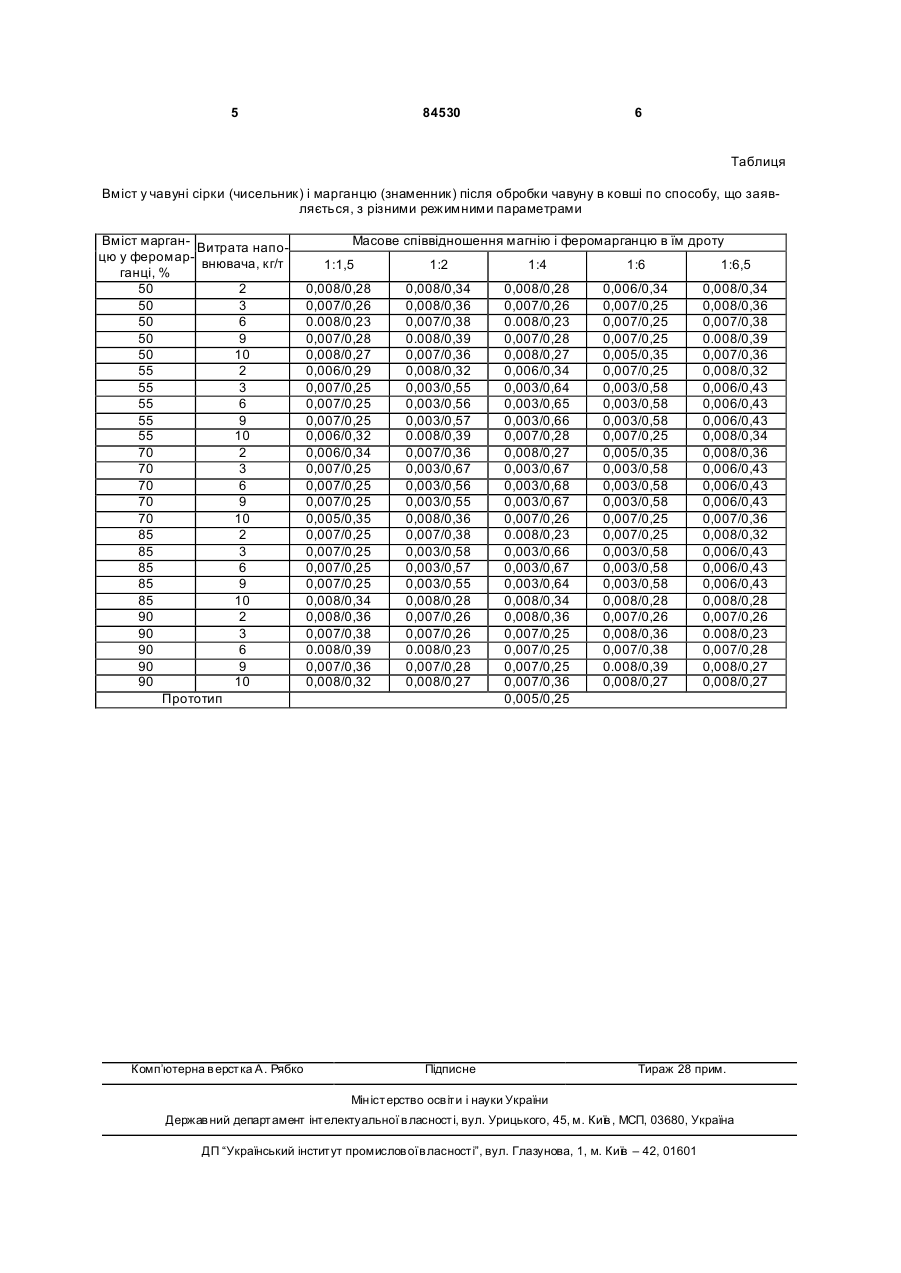
Спосіб позапічної обробки чавуну магнієм, що включає регульоване введення в чавун порошкового дроту з наповнювачем, який містить магній у суміші з металевим пасиватором, який відрізняється тим, що як металевий пасиватор використовують феромарганець, що містить 55-85мас.% марганцю, причому масове співвідношення магнію і феромарганцю в 1 м дроту встановлюють рівним 1:(2-6), а витрату наповнювача підтримують у межах 3-9кг/т чавуну. Винахід відноситься до чорної металургії і може бути вико-ристован при позапічної обробці чавун у магнієм у доменних, ливарних, фасоноливарних цеха х металургійних і машинобудівних підприємств. Відомий спосіб позапічної обробки чавуну магнієм, що включає введення магнію в розплав у виді порошкового дроту, причому введення магнію здійснюється в суміші зі ставролітовим концентратом у співвідношенні 1:(0,5-2,2) [Патент на винахід, 7 С21С1/00, 15.11.2001. Бюл. № 10, 2001p.]. Основним мотивом введення в суміш ставролітового концентрату є запобігання викидів чавуну з ковша парами магнію (пасивація). Однак при цьому знижується температура в зоні взаємодії магнію і чавун у, що приводить до зниження ступеня десульфурації чавун у магнієм до значень 3-5 % від теоретично можливого. Крім того, розрідження шлаку ста вролітовим концентратом приводить до того, що навіть при незначному зниженні температури шлаку відбувається інтенсивна ресульфурація чавуну і, як наслідок, додаткове зниження ефективності обробки чавун у магнієм. Найбільш близьким до заявляємого по технічній сутності і досягаємому ефектові є спосіб позапічної обробки чавуну магнієм, що включає регульоване введення в ківш порошкового дроту з наповнювачем, що містить магній у суміші з алюмінієм і титаном, при наступному співвідношенні компонентів: магній 55-95%, алюміній 3-30%, титан 2-15% [Патент на винахід №25536, 7 С21С1/00, 25.12.2001. Бюл.№6, 1998р.]. Уведення до складу наповнювача порошкового дроту металевих пасиваторів має серйозні переваги в порівнянні з неметалічними наповнювачами. Металеві пасиватори завдяки високій теплоємкості забезпечують спокійний хід реакції десульфурації чавуну магнієм. Метали розчиняються в чавуні, модифікуючи його і (19) UA (11) 84530 (13) C2 (21) a200804806 (22) 14.04.2008 (24) 27.10.2008 (46) 27.10.2008, Бюл.№ 20, 2008 р. (72) МАТВІЄНКОВ СЕРГІЙ АНАТОЛЬОВИЧ, UA, АРІХ СЕРГІЙ ГЕОРГІЄВИЧ, UA, ДОЛЯ СЕРГІЙ МИКОЛАЙОВИЧ, U A, ЛАРІОНОВ ОЛЕКС АНДР ОЛЕКСІЙОВИЧ, UA, КОСОЛАП МИКОЛА ВОЛОДИМИРОВИЧ, UA, ГЛАДКИЙ ПАВЛО АН АТОЛЬОВИЧ, UA, ГОРПИНИЧ ОЛЕГ АНАТОЛЬОВИЧ, U A, ПАМПУХА МИ ХАЙЛО ПЕТРОВИЧ, UA, МАСТИЦЬКИЙ АНАТОЛІЙ ІВАНОВИЧ, UA (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "МАРІУПОЛЬСЬКИЙ МЕТАЛУРГІЙНИЙ КОМБІНАТ ІМЕНІ ІЛЛІЧА", U A (56) UA, 6742, U, 16.05.2005 UA, 6743, U, 16.05.2005 3 84530 підвищуючи ливарні і металургійні властивості продукту, не забруднюють чавун неметалевими включеннями, не впливають на фізико-хімічні властивості шлаку і не провокують ресульфурацію чавун у. Однак, при всіх переважностях заміни неметалевого пасиватора на металевий, першорядне значення має правильний вибір металу, що вводиться в суміші з магнієм. Так, по відомому способу, пасивуючими металами є алюміній і титан, що є перешкодою для успішної десульфурації чавун у. Зокрема, ні алюміній, ні титан не вступають у взаємодію із сіркою, розчиненою в чавуні. Крім того, деклароване авторами відомого способу зниження змісту кисню в чавуні при контакті з алюмінієм і титаном навіть теоретично неможливо, оскільки чавун містить до 4% вуглецю, до1% кремнію, до 0,5 % марганцю, тобто рівноважний зміст кисню в ньому на два порядки нижче, ніж рівноважний з незначною кількістю введеного алюмінію і титана. Таким чином, відомий спосіб вирішує справу спокійного, без викидів проведення процесу десуль фурації, однак не приводить до підвищення ступеня десульфурації чавуну. Метою винаходу є підвищення якості передільного чавуну і досягнення на цій основі поліпшення техніко-економічних показників конвертерного процесу: зменшення долі рідкого чавуну на плавку, скорочення тривалості плавки, зниження витрати феросплавів, те хнологічного кисню, вапна, поліпшення якісних характеристик готової сталі. Поставлена мета досягається тим, що по способі позапічної обробки чавуну магнієм, що включає регульоване введення в чавун порошкового дроту з наповнювачем, який містить магній у суміші з металевим пасиватором, у якості металевого пасиватора використовують феромарганець, що містить (55-85)% марганцю, причому масове співвідношення магнію і феромарганцю в їм дроту встановлюють рівним 1:(2-6), а витрату наповнювача підтримують у межах 3-9кг/т чавуну. Причинно-наслідковий зв'язок між сукупністю відмітних ознак і ефектом, що досягається, полягає в наступному. Застосування в суміші з магнієм марганцю, що входить до складу феромарганця, забезпечує інтенсивну десульфурацію чавуну за рахунок взаємодії сірки з металевим марганцем і утворення стійкого з'єднання MnS. Магній у цьому випадку використовується як реагент, створюючий у результаті сублімації барботаж чавуну в ковші. Пари магнію створюють з'єднання MgS, але при цьому на поверхні взаємодії створюється легкоплавка евтектіка MnS·MgS, що легко і необоротно асимилюється пічним шлаком. Таким чином, застосування суміші магнію і марганцю створює найбільш сприятливі термодинамічні умови для глибокої десульфурації чавун у в ковші. Однак для повної реалізації термодинамічного потенціалу необхідні сприятливі кінетичні умови проведення процесу, що забезпечується оптимальним кількістним співвідношенням застосовуваних реагентів. 4 При використанні феромарганцю зі змістом марганцю менш ніж 55% не досягається досить глибокої десульфурації чавун у через недостатню кількість уведеного марганцю і переохолодження зони взаємодії наповнювача порошкового дроту з рідким чавуном надлишковою кількістю заліза в складі низькомарганцьового феромарганцю. При використанні феромарганцю зі змістом марганцю більш 85% з'єднання MnS·MgS має заевтектоідний характер, є нестійким, що додає реакції оборотний характер і створює передумови для наступної десульфурації. При співвідношенні магнію і феромарганцю в їм дроту більш ніж 1:2 температура зони реакції підвищується до значень, при яких пари магнію прориваються на поверхню, не реалізуючи свій десульфур уючий потенціал, що в остаточному підсумку приводить до зниження ступеня десульфурації чавуну. При співвідношенні магнію і феромарганцю в їм дроту менш, ніж 1:6, у зоні взаємодії наповнювача порошкового дроту і рідкого чавуну не генерується температура, достатня для сублімації магнію, знижується інтенсивність барботажа чавун у парами магнію, що також приводить до зниження ступеня десульфурації чавуну. При витраті наповнювача порошкового дроту менш 3кг/т чавун у не відбувається достатнього зниження концентрації сірки в чавуні. Зниження змісту сірки знаходиться в межах статистичної погрішності, тобто може кваліфікуватися як випадкове. При витраті наповнювача порошкового дроту більш 9кг/т чавуну знижується ступінь засвоєння реагентів чавуном, тобто витрата матеріалу зростає, а ступінь десульфурації не збільшується, а навіть трохи знижується через переохолодження чавун у. В усі х перерахованих випадках відхилення параметрів процесу від оптимальних значень, що є предметом винаходу, підвищується зміст сірки в передільному чавуні, що знижує його якість і приводить до погіршення техніко-економічних характеристик сталеплавильного процесу. Приклад реалізації пропонованого способу. На установці десульфурації чавун у доменного цеху ВАТ "ММК ім. Ілліча" проведена серія обробок чавуну в чугуновізних ковшах по розробленій технології з використанням порошкового дроту з наповнювачем із суміші магнію і феромарганцю. Порошковий дріт діаметром 10мм вводили в чавун за допомогою трайб-апарату зі швидкістю 2,5м/с. Умови проведення експериментів і результати обробки приведені в таблиці. Як слідує з отриманих даних, найкращі результати досягаються при реалізації даного винаходу при значеннях режимних параметрів, що заявляються, причому максимальне підвищення якості чавун у (мінімальний зміст сірки і максимальний зміст марганцю) досягаються тільки у випадку одночасного виконання всіх ознак способу, що заявляється. Відхилення хоча б одного з параметрів від заявляемого значення приводить до зниження ефективності пропонованого способу. 5 84530 6 Таблиця Вміст у чавуні сірки (чисельник) і марганцю (знаменник) після обробки чавуну в ковші по способу, що заявляється, з різними режимними параметрами Вміст марган- Витрата напоцю у феромар- внювача, кг/т ганці, % 50 2 50 3 50 6 50 9 50 10 55 2 55 3 55 6 55 9 55 10 70 2 70 3 70 6 70 9 70 10 85 2 85 3 85 6 85 9 85 10 90 2 90 3 90 6 90 9 90 10 Прототип Комп’ютерна в ерстка А. Рябко Масове співвідношення магнію і феромарганцю в їм дроту 1:1,5 1:2 1:4 1:6 1:6,5 0,008/0,28 0,007/0,26 0.008/0,23 0,007/0,28 0,008/0,27 0,006/0,29 0,007/0,25 0,007/0,25 0,007/0,25 0,006/0,32 0,006/0,34 0,007/0,25 0,007/0,25 0,007/0,25 0,005/0,35 0,007/0,25 0,007/0,25 0,007/0,25 0,007/0,25 0,008/0,34 0,008/0,36 0,007/0,38 0.008/0,39 0,007/0,36 0,008/0,32 0,008/0,34 0,008/0,36 0,007/0,38 0.008/0,39 0,007/0,36 0,008/0,32 0,003/0,55 0,003/0,56 0,003/0,57 0.008/0,39 0,007/0,36 0,003/0,67 0,003/0,56 0,003/0,55 0,008/0,36 0,007/0,38 0,003/0,58 0,003/0,57 0,003/0,55 0,008/0,28 0,007/0,26 0,007/0,26 0.008/0,23 0,007/0,28 0,008/0,27 0,008/0,28 0,007/0,26 0.008/0,23 0,007/0,28 0,008/0,27 0,006/0,34 0,003/0,64 0,003/0,65 0,003/0,66 0,007/0,28 0,008/0,27 0,003/0,67 0,003/0,68 0,003/0,67 0,007/0,26 0.008/0,23 0,003/0,66 0,003/0,67 0,003/0,64 0,008/0,34 0,008/0,36 0,007/0,25 0,007/0,25 0,007/0,25 0,007/0,36 0,005/0,25 0,006/0,34 0,007/0,25 0,007/0,25 0,007/0,25 0,005/0,35 0,007/0,25 0,003/0,58 0,003/0,58 0,003/0,58 0,007/0,25 0,005/0,35 0,003/0,58 0,003/0,58 0,003/0,58 0,007/0,25 0,007/0,25 0,003/0,58 0,003/0,58 0,003/0,58 0,008/0,28 0,007/0,26 0,008/0,36 0,007/0,38 0.008/0,39 0,008/0,27 0,008/0,34 0,008/0,36 0,007/0,38 0.008/0,39 0,007/0,36 0,008/0,32 0,006/0,43 0,006/0,43 0,006/0,43 0,008/0,34 0,008/0,36 0,006/0,43 0,006/0,43 0,006/0,43 0,007/0,36 0,008/0,32 0,006/0,43 0,006/0,43 0,006/0,43 0,008/0,28 0,007/0,26 0.008/0,23 0,007/0,28 0,008/0,27 0,008/0,27 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for out of furnace treatment of cast-iron by magnesium
Автори англійськоюMatvienkov Serhii Anatoliovych, Arikh Serhii Heorhiievych, Dolia Serhii Mykolaiovych, Larionov Oleksandr Oleksiiovych, Kosolap Mykola Volodymyrovych, Hladkyi Pavlo Anatoliovych, Horpynych Oleh Anatoliovych, Pampukha Mykhailo Petrovych, Mastytskyi Anatolii Ivanovych
Назва патенту російськоюСпособ внепечной обработки чугуна магнием
Автори російськоюМатвиенков Сергей Анатольевич, Арих Сергей Георгиевич, Доля Сергей Николаевич, Ларионов Александр Алексеевич, Косолап Николай Владимирович, Гладкий Петр Николаевич, Горпинич Олег Анатольевич, Пампуха Михаил Петрович, Мастицкий Анатолий Иванович
МПК / Мітки
Мітки: спосіб, чавуну, магнієм, позапічної, обробки
Код посилання
<a href="https://ua.patents.su/3-84530-sposib-pozapichno-obrobki-chavunu-magniehm.html" target="_blank" rel="follow" title="База патентів України">Спосіб позапічної обробки чавуну магнієм</a>
Спосіб позапічноі обробки чавуну магнієм
Номер патенту: 23570
Опубліковано: 15.11.2001
Автори: Дюдкін Дмитро Олександрович, Оніщук Віталій Прохорович, Овсяніков Олександр Матвійович, Остапчук Микола Петрович, Кисіленко Володимир Васильович, Царицин Євген Олександрович
МПК: C21C 1/00
Мітки: позапічноі, магнієм, чавуну, спосіб, обробки
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає подавання магнію в розплав у вигляді порошкового дроту, який відрізняється тим, що магній вводять в суміші зі ставролитовим концентратом в співвідношенні 1:(0,5-2,2) і інтенсивністю подавання магнію 40-89 г/с.
Спосіб позапічної обробки чавуну магнієм
Номер патенту: 31893
Опубліковано: 15.12.2000
Автори: Остапчук Микола Петрович, Якін Михайло Миколайович, Дюдкін Дмитро Олександрович, Зборщик Олександр Михайлович, Бойко Володимир Семенович, Тітієвський Володимир Маркович, Оніщук Віталій Прохорович, Овчиніков Микола Олексійович, Хрущов Евген Іванович, Кисіленко Володимир Васильович
МПК: C21C 1/02
Мітки: позапічної, спосіб, чавуну, обробки, магнієм
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає подавання магнію в розплав у вигляді порошкового дроту, який відрізняється тим, що магній вводять в сплаві з кремнієм в співвідношенні 1:(1,5 - 3,0) та залізом, а інтенсивність подавання магнію становить 25 - 40г/с.
Спосіб позапічної обробки чавуну магнієм
Номер патенту: 22202
Опубліковано: 25.04.2007
Автор: Уздемір Олександр Миколайович
МПК: C21C 1/00
Мітки: спосіб, обробки, магнієм, позапічної, чавуну
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, який включає регульоване уведення до чавуну порошкового дроту з наповнювачем, що містить магній, який відрізняється тим, що наповнювач додатково містить галогеніди лужноземельних металів при наступному співвідношенні компонентів (мас. %): магнійгалогеніди 20-45 лужноземельні метали 80-55.
Спосіб позапічної обробки чавуну магнієм
Номер патенту: 7598
Опубліковано: 15.06.2005
Автори: Прахнін Вячеслав Леонідович, Синельніков Володимир Петрович, Коваль Сергій Олексійович, Малімон Олександр Афанасович, Косолап Микола Володимирович, Фентісов Ігор Миколайович, Климанчук Владислав Владиславович, Шебаніц Едуард Миколайович, Аріх Сергій Георгійович, Кладіті Георгій Олександрович, Лещенко Єгор Миколайович, Ватлецов Олександр Васильович, Бойко Володимир Семенович, Аніщенко Микола Федорович
МПК: C21C 1/00
Мітки: позапічної, обробки, магнієм, спосіб, чавуну
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає подачу магнію в розплав у вигляді порошкового дроту, який відрізняється тим, що магній вводять у формі оксиду магнію, який змішано з екзотермічною сумішшю, що може відновлювати магній та складається з порошків алюмінію і окислів заліза, при цьому співвідношення компонентів в наповнювачі порошкового дроту, який містить оксид магнію, алюмінієвий порошок і окисли заліза, знаходиться в межах...
Спосіб позапічної обробки чавуну магнієм
Номер патенту: 6744
Опубліковано: 16.05.2005
Автори: Бойко Володимир Семенович, Семенченко Петро Михайлович, Остапчук Микола Петрович, Косолап Микола Володимирович, Климанчук Владислав Владиславович, Кисіленко Володимир Васильович
МПК: C21C 7/00
Мітки: спосіб, позапічної, чавуну, обробки, магнієм
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає введення магнію в розплав у вигляді порошкового дроту разом з кремнієм та залізом, який відрізняється тим, що магній вводять у суміші зі сплавом кремнію та заліза, причому відношення магнію до сплаву кремнію та заліза становить величину (0,1...0,5):1, а масова інтенсивність надходження магнію в розплав складає 0,03...0,09 г/т.с.
Попередній патент: Спосіб захисту металевої арматури в залізобетонних конструкціях
Наступний патент: Композиція для терморегулюючого покриття
Випадковий патент: Спосіб виплавки сталі в мартенівській печі