Прес безшнековий для формування пластичних керамічних мас
Номер патенту: 85619
Опубліковано: 10.02.2009
Автори: Шмаров Андрій Володимирович, Шмаров Володимир Данилович

Формула / Реферат
Прес безшнековий для формування пластичних керамічних мас, який включає формуючий канал змінного перерізу, жорстку внутрішню частину камери формування, який відрізняється тим, що він містить циліндричний валок, до якого з боків притискуються диски оптимального радіуса, ексцентрично розташовані відносно осі валка, утворюючи кільцеву канавку змінного перерізу, яку охоплює зрізаний конус, при цьому в зоні якнайменшого перерізу формуючого каналу твірна внутрішньої поверхні конуса примикає до поверхні бічних дисків під прямим кутом.
Текст
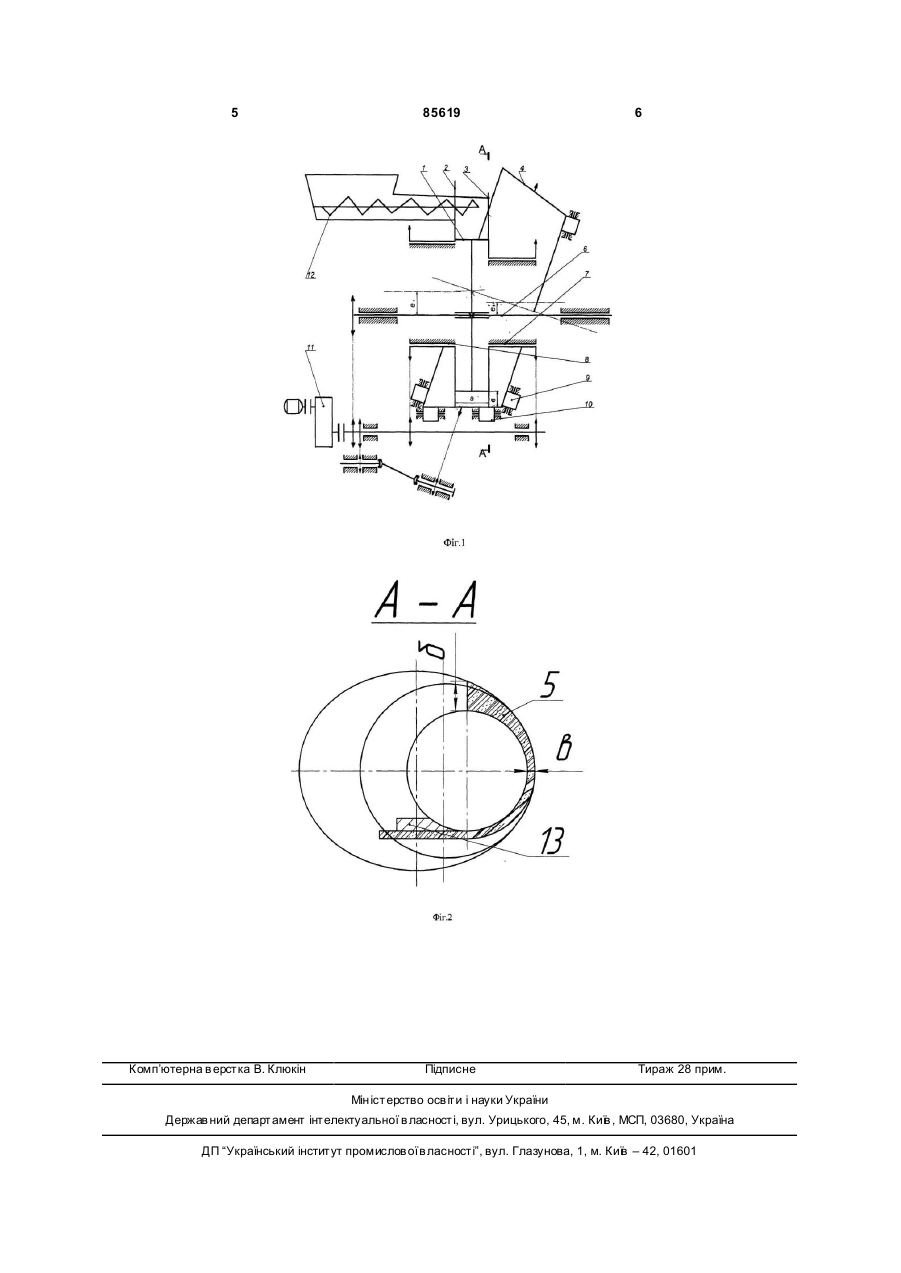
Прес безшнековий для формування пластичних керамічних мас, який включає формуючий канал змінного перерізу, жорстку внутрішню частину камери формування, який відрізняється тим, що він містить циліндричний валок, до якого з боків притискуються диски оптимального радіуса, ексцентрично розташовані відносно осі валка, утворюючи кільцеву канавку змінного перерізу, яку охоплює зрізаний конус, при цьому в зоні якнайменшого перерізу формуючого каналу твірна внутрішньої поверхні конуса примикає до поверхні бічних дисків під прямим кутом. (19) (21) a200704894 (22) 03.05.2007 (24) 10.02.2009 (46) 10.02.2009, Бюл.№ 3, 2009 р. (72) ШМАРОВ ВОЛОДИ МИР ДАНИЛОВИЧ, UA, ШМАРОВ АНДРІЙ ВОЛОДИМИРОВИЧ, U A (73) ШМАРОВ ВОЛОДИ МИР ДАНИЛОВИЧ, UA (56) SU 1031731, B28B3/20, 1983 SU 1765006, B28B3/12, 3/20, 1992 SU 1609652, B28B3/20, 1990 SU 58117, B28B3/14, 1978 SU 313682, B28B3/14, 1971 3 85619 Рядом з цім, в другому варіанті виконання, тобто при використанні в якості обладнання стрічки шарнірно-пластинчатого ланцюга, зусилля пресування, сприймане ланцюгом, викликає інтенсивне зношення шарнірів ланцюга і вихід його з ладу. Таким чином, при використанні в якості притискного елемента безкінцевої стрічки будь-якої конструкції надійність і довговічність пресу відносно невисока. Поставлена задача: створити прес з камерою пресування з усіма жорсткими елементами, тобто при відсутності гнучких елементів, а тому більш надійного, довговічного і менш енергоємного. Вона вирішується завдяки слідуючій конструкції: прес містить формуючий валок 1 (Фіг.1), ширина якого відповідає ширині формованого бруса (розмір "а"), два бічні диски 2, 3, що примикають до обох сторін валка 1, і порожнистий зрізаний конус 4, який служить для ущільнення керамічної маси. Конус 4 охоплюе диски 2, 3 з утворенням камери ущільнення змінного перерізу - формуючого каналу 5 (Фіг.2), розмір "б" якого на вході більше розміру “в” на ви ході (розмір “в” відповідає товщині формованого бруса). При цьому в зоні якнайменшого перерізу формуючого каналу 5, визначуваного розмірами "а х в" утвірна внутрішньої поверхні конуса 4 примикає до утворюючих поверхонь дисків 2, 3 під кутом 90°. Розміри дисків (радіуси) приймаються оптимальними. При оптимальних розмірах дисків утворюється камера пресування, що не вимагає в зоні інтенсивного пресування додаткового ущільнення зазорів за допомогою нерухомих боковин. Таким чином в зоні інтенсивного пресування відсутні нерухомі деталі. Всі частини камери рухаються в одному напрямку, о хоплюючи формований брус. Оскільки кривизна поверхні конуса в точках зіткнення з дисками різна, то і радіуси дисків будуть різними і вони розташовані ексцентрично щодо осі формуючого валка e1, е2 (Фіг.1). Валок обертається на валу 6, диски 2, 3 щодо опор 7, 8, 4 (Фіг.1), а конус 4 щодо опорних роликів 10 і підтримуючих роликів 9. Прес забезпечений живлячим пристроєм 12, виконаним, зокрема, у вигляді шнека, і знімачем відформованого бруса 13 (Фіг.2), в якості якого використаний ніж. Валок 1, диски 2, 3 і конус 4 сполучені з приводом 11. Пресс працює таким чином. Формуючий валок 1 диски 2, 3 і порожнистий конус 4 обертаються в одному напрямку і приводяться в обертання від приводу 11, при цьому валок 1 обертається на валу 6, диски 2, 3 відносно опор 8, 7, а конус обкачується на опорних роликах 10 і підтримується роликами 9. Пластична керамічна маса живлячим пристроєм 12 спрямовується в простір, утворюваний поверхнею формуючого валка 1, внутрішньою поверхнею конуса 4 і внутрішніми поверхнями дисків 2, 3, (Фіг.1), де вона захоплюється у формуючий канал 5 (Фіг.2). В результаті звуження формуючого каналу 5 від його входу до виходу маса ущільнюється, що дозволяє отримати після проходження якнайменшого перерізу в каналу 5 відформовану масу заданої густини. Під впливом сил зчеплення маси і робочих поверхонь валка 1, дисків 2, 3 і конуса 4 ущільнена керамічна маса при виході з формуючого каналу 5 утримується в кільцевій канавці, утворюваній валком 1 і її дисками 2, 3. Згадана маса відділяється за допомогою нерухомого ножа 13, внаслідок чого утворюється відформований брус заданого перерізу. Отриманий брус прямує на транспортер, що відводить його (на кресленнях не показаний) під подальшу обробку. При оптимальних розмірах дисків утворюється камера пресування, що не вимагає в зоні інтенсивного пресування додаткового ущільнення зазорів за допомогою нерухомих боковин. Джерела інформації, прийняті до уваги при експертизі: 1. Авторское свидетельство СССР №313682, кл В28В 3/14, 1963. 2. Авторское свидетельство СССР №588117, кл. В28В 3/14, 1974 (прототип). 5 Комп’ютерна в ерстка В. Клюкін 85619 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюScrewless press for forming of plastic ceramic mixtures
Автори англійськоюShmarov Volodymyr Danylovych, Shmarov Andrii Volodymyrovych
Назва патенту російськоюПресс бесшнековый для формования пластических керамических масс
Автори російськоюШмаров Владимир Данилович, Шмаров Андрей Владимирович
МПК / Мітки
Мітки: прес, формування, пластичних, мас, безшнековий, керамічних
Код посилання
<a href="https://ua.patents.su/3-85619-pres-bezshnekovijj-dlya-formuvannya-plastichnikh-keramichnikh-mas.html" target="_blank" rel="follow" title="База патентів України">Прес безшнековий для формування пластичних керамічних мас</a>
Глинопереробник

Номер патенту: 84992
Опубліковано: 10.12.2008
Автори: Шмаров Андрій Володимирович, Шмаров Володимир Данилович
МПК: B28C 1/00
Мітки: глинопереробник
Формула / Реферат:
Глинопереробник пластичних керамічних мас, що містить камеру змінного перерізу, жорстку внутрішню частину камери глинопереробника, який відрізняється тим, що містить продавлюючий гладкий валок, два бічні диски, примикаючі до обох сторін валка, ексцентрично розташовані відносно осі валка, утворюючи кільцеву канавку змінного зменшуваного до нуля перерізу, яку охвачує порожнистий зрізаний дірчастий конус.
Прес для формування брикетів
Номер патенту: 7510
Опубліковано: 15.06.2005
Автори: Большаков Володимир Іванович, Олифер Володимир Петрович, Єсиков Євген Ігоревич, Єсіков Олег Георгійович, Шаленний Василь Тимофійович
МПК: B28B 3/00
Мітки: прес, формування, брикетів
Формула / Реферат:
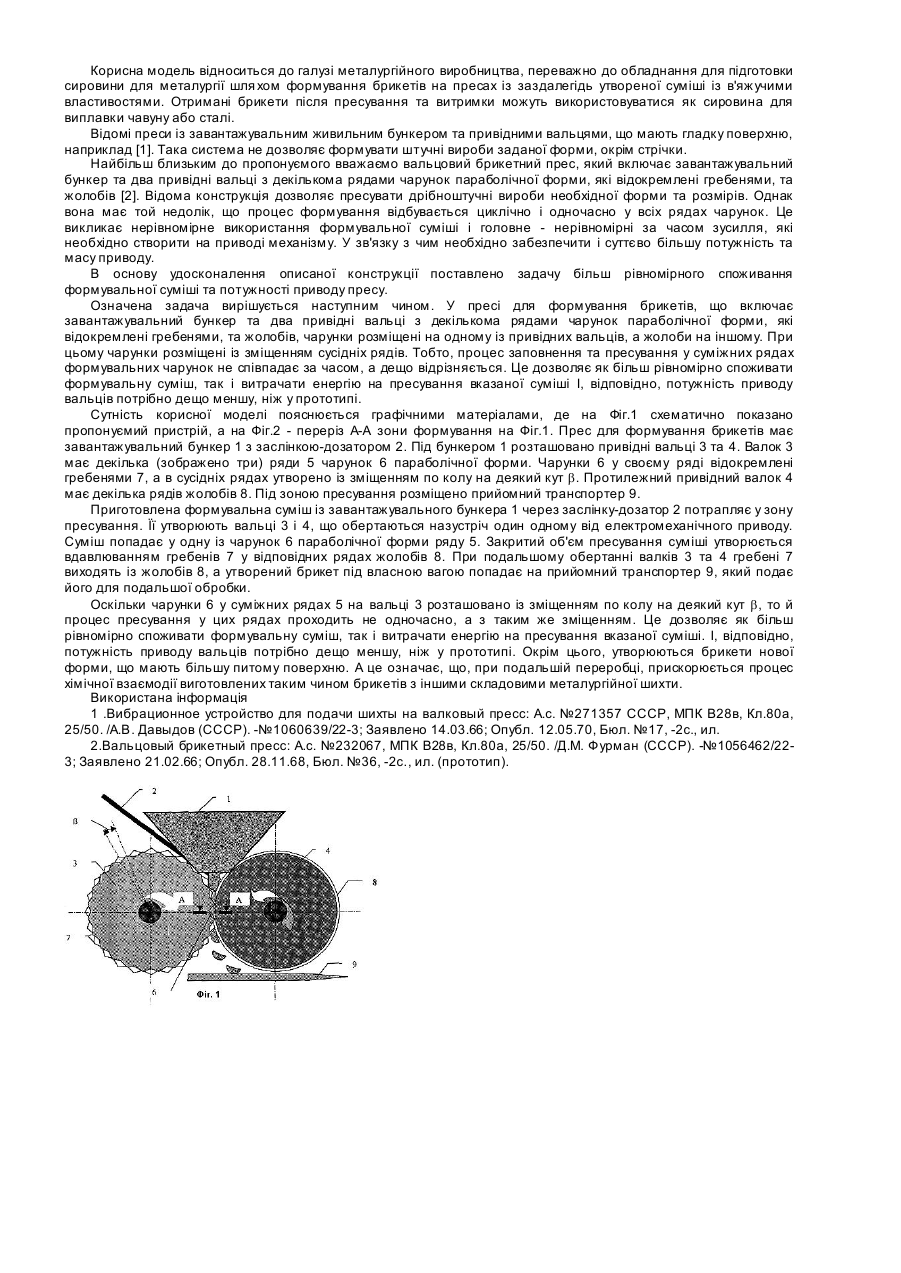
Прес для формування брикетів, що містить завантажувальний бункер та два привідні вальці з декількома рядами чарунок параболічної форми, які відокремлені гребенями, та жолобів, який відрізняється тим, що чарунки розміщені на одному з вальців із зміщенням сусідніх рядів, а жолоби - на іншому.
Валковий прес для брикетування сипучих і пластичних матеріалів
Номер патенту: 69485
Опубліковано: 15.09.2004
Автори: Вєтошкін Андрєй Владіславовіч, Полянскій Лєонід Івановіч
МПК: B30B 3/00
Мітки: пластичних, валковий, матеріалів, прес, сипучих, брикетування
Формула / Реферат:
1. Валковий прес для брикетування сипучих і пластичних матеріалів, що містить раму, розміщені в ній два пресових валки, змонтовані на підшипникових опорах, і механізм притискання валків один до одного, при цьому рама має нерухомі нижню та верхню основи, а по обидва боки - бічні рухомі обмежувальні кронштейни, кожний з яких за допомогою шарніра з'єднаний з нижньою основою, який відрізняється тим, що підшипникові опори з валками жорстко...
Прес для формування тюків
Номер патенту: 65089
Опубліковано: 15.03.2004
Автори: Середа Леонід Павлович, Фурса Андрій Полікарпович, Гарькавий Анатолій Дмитрович
МПК: A01F 15/00
Мітки: тюків, формування, прес
Формула / Реферат:
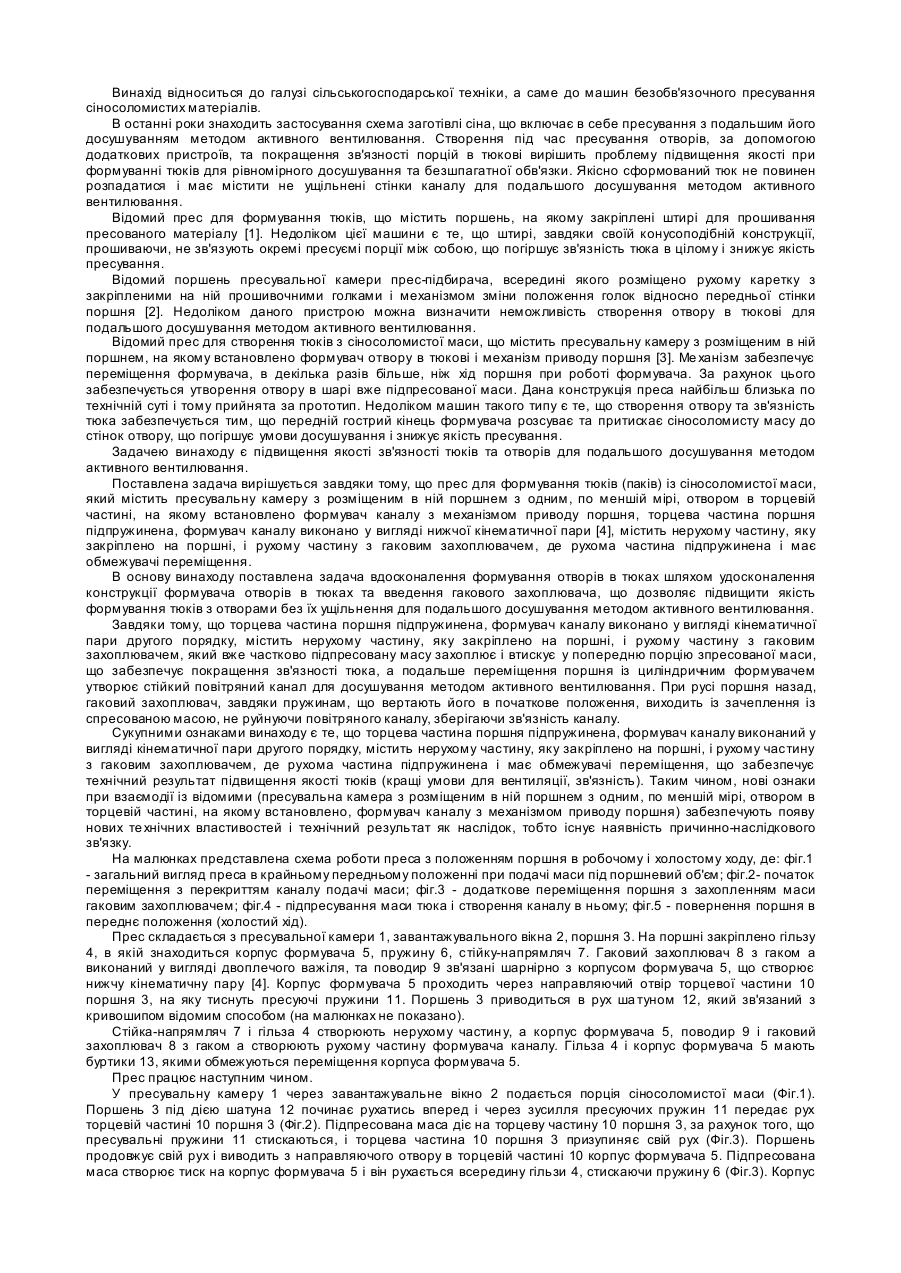
1. Прес для формування тюків (паків) із сіносоломистої маси, який містить пресувальну камеру з розміщеним в ній поршнем з одним щонайменше отвором в торцевій частині, на якому встановлено формувач каналу з механізмом приводу поршня, який відрізняється тим, що торцева частина поршня підпружинена, формувач каналу виконаний у вигляді кінематичної пари другого порядку, містить нерухому частину, яку закріплено на поршні, і рухому частину з гаковим...
Револьверний прес для формування цегли
Номер патенту: 79292
Опубліковано: 11.06.2007
Автори: Болотських Микола Степанович, Савченко Олександр Григорович, Тимощенко Андрій Миколайович, Буцький В'ячеслав Олександрович, Крот Олександр Юлійович, Федоров Георгій Дмитрович
МПК: B28B 3/10
Мітки: цегли, револьверний, прес, формування
Формула / Реферат:
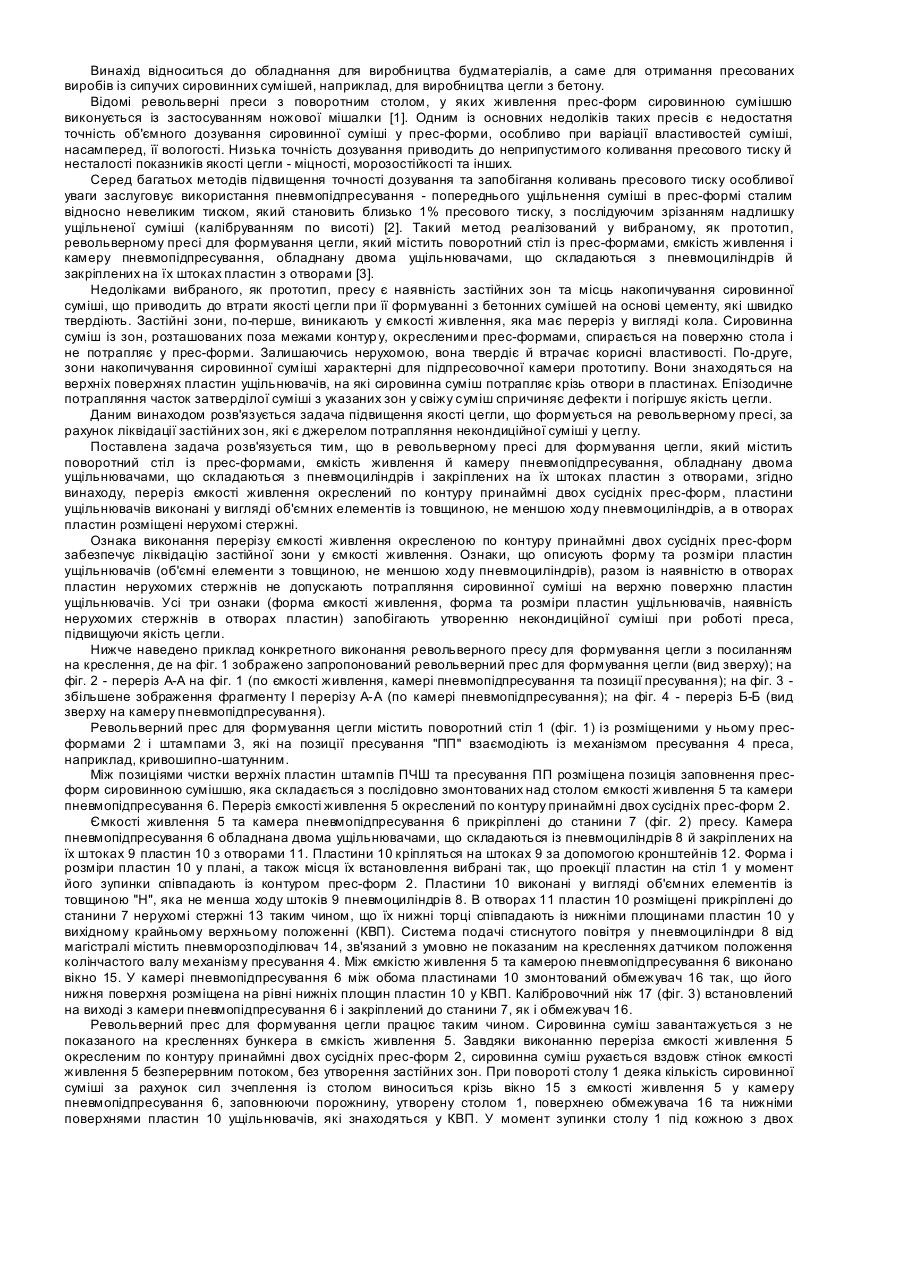
Револьверний прес для формування цегли, який містить поворотний стіл із прес-формами, ємкість живлення і камеру пневмопідпресування, обладнану двома ущільнювачами, що складаються з пневмоциліндрів й закріплених на їх штоках пластин з отворами, який відрізняється тим, що переріз ємкості живлення окреслений по контуру принаймні двох сусідніх прес-форм, пластини ущільнювачів виконані у вигляді об'ємних елементів із товщиною, не меншою ніж хід...
Попередній патент: Спосіб провітрювання високогазонасичених видобувних дільниць
Наступний патент: Спосіб вимірювання середньоквадратичного значення напруги або струму (варіанти)
Випадковий патент: Спосіб гармонізації психоемоціонального стану людини