Револьверний прес для формування цегли
Номер патенту: 79292
Опубліковано: 11.06.2007
Автори: Тимощенко Андрій Миколайович, Федоров Георгій Дмитрович, Крот Олександр Юлійович, Савченко Олександр Григорович, Болотських Микола Степанович, Буцький В'ячеслав Олександрович
Формула / Реферат
Револьверний прес для формування цегли, який містить поворотний стіл із прес-формами, ємкість живлення і камеру пневмопідпресування, обладнану двома ущільнювачами, що складаються з пневмоциліндрів й закріплених на їх штоках пластин з отворами, який відрізняється тим, що переріз ємкості живлення окреслений по контуру принаймні двох сусідніх прес-форм, пластини ущільнювачів виконані у вигляді об'ємних елементів із товщиною, не меншою ніж хід пневмоциліндрів, а в отворах пластин розміщені нерухомі стержні.
Текст
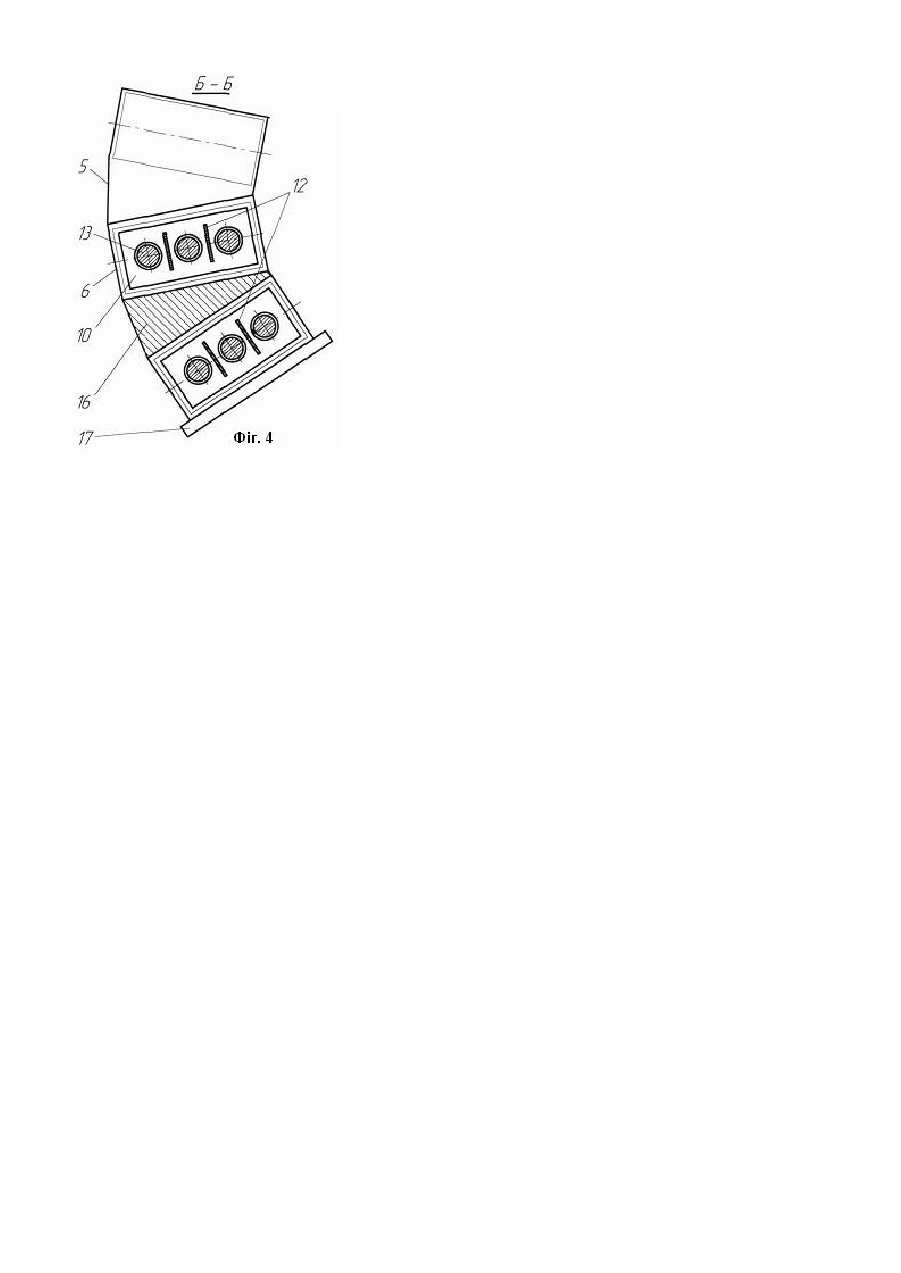
Винахід відноситься до обладнання для виробництва будматеріалів, а саме для отримання пресованих виробів із сипучих сировинних сумішей, наприклад, для виробництва цегли з бетону. Відомі револьверні преси з поворотним столом, у яких живлення прес-форм сировинною сумішшю виконується із застосуванням ножової мішалки [1]. Одним із основних недоліків таких пресів є недостатня точність об'ємного дозування сировинної суміші у прес-форми, особливо при варіації властивостей суміші, насамперед, її вологості. Низька точність дозування приводить до неприпустимого коливання пресового тиску й несталості показників якості цегли - міцності, морозостійкості та інших. Серед багатьох методів підвищення точності дозування та запобігання коливань пресового тиску особливої уваги заслуговує використання пневмопідпресування - попереднього ущільнення суміші в прес-формі сталим відносно невеликим тиском, який становить близько 1% пресового тиску, з послідуючим зрізанням надлишку ущільненої суміші (калібруванням по висоті) [2]. Такий метод реалізований у вибраному, як прототип, револьверному пресі для формування цегли, який містить поворотний стіл із прес-формами, ємкість живлення і камеру пневмопідпресування, обладнану двома ущільнювачами, що складаються з пневмоциліндрів й закріплених на їх штоках пластин з отворами [3]. Недоліками вибраного, як прототип, пресу є наявність застійних зон та місць накопичування сировинної суміші, що приводить до втрати якості цегли при її формуванні з бетонних сумішей на основі цементу, які швидко твердіють. Застійні зони, по-перше, виникають у ємкості живлення, яка має переріз у вигляді кола. Сировинна суміш із зон, розташованих поза межами контур у, окресленими прес-формами, спирається на поверхню стола і не потрапляє у прес-форми. Залишаючись нерухомою, вона твердіє й втрачає корисні властивості. По-друге, зони накопичування сировинної суміші характерні для підпресовочної камери прототипу. Вони знаходяться на верхніх поверхнях пластин ущільнювачів, на які сировинна суміш потрапляє крізь отвори в пластинах. Епізодичне потрапляння часток затверділої суміші з указаних зон у свіжу суміш спричиняє дефекти і погіршує якість цегли. Даним винаходом розв'язується задача підвищення якості цегли, що формується на револьверному пресі, за рахунок ліквідації застійних зон, які є джерелом потрапляння некондиційної суміші у цеглу. Поставлена задача розв'язується тим, що в револьверному пресі для формування цегли, який містить поворотний стіл із прес-формами, ємкість живлення й камеру пневмопідпресування, обладнану двома ущільнювачами, що складаються з пневмоциліндрів і закріплених на їх штоках пластин з отворами, згідно винаходу, переріз ємкості живлення окреслений по контуру принаймні двох сусідніх прес-форм, пластини ущільнювачів виконані у вигляді об'ємних елементів із товщиною, не меншою ходу пневмоциліндрів, а в отворах пластин розміщені нерухомі стержні. Ознака виконання перерізу ємкості живлення окресленою по контуру принаймні двох сусідніх прес-форм забезпечує ліквідацію застійної зони у ємкості живлення. Ознаки, що описують форму та розміри пластин ущільнювачів (об'ємні елементи з товщиною, не меншою ходу пневмоциліндрів), разом із наявністю в отворах пластин нерухомих стержнів не допускають потрапляння сировинної суміші на верхню поверхню пластин ущільнювачів. Усі три ознаки (форма ємкості живлення, форма та розміри пластин ущільнювачів, наявність нерухомих стержнів в отворах пластин) запобігають утворенню некондиційної суміші при роботі преса, підвищуючи якість цегли. Нижче наведено приклад конкретного виконання револьверного пресу для формування цегли з посиланням на креслення, де на фіг. 1 зображено запропонований револьверний прес для формування цегли (вид зверху); на фіг. 2 - переріз А-А на фіг. 1 (по ємкості живлення, камері пневмопідпресування та позиції пресування); на фіг. 3 збільшене зображення фрагменту І перерізу А-А (по камері пневмопідпресування); на фіг. 4 - переріз Б-Б (вид зверху на камеру пневмопідпресування). Револьверний прес для формування цегли містить поворотний стіл 1 (фіг. 1) із розміщеними у ньому пресформами 2 і штампами 3, які на позиції пресування "ПП" взаємодіють із механізмом пресування 4 преса, наприклад, кривошипно-шатунним. Між позиціями чистки верхніх пластин штампів ПЧШ та пресування ПП розміщена позиція заповнення пресформ сировинною сумішшю, яка складається з послідовно змонтованих над столом ємкості живлення 5 та камери пневмопідпресування 6. Переріз ємкості живлення 5 окреслений по контуру принаймні двох сусідніх прес-форм 2. Ємкості живлення 5 та камера пневмопідпресування 6 прикріплені до станини 7 (фіг. 2) пресу. Камера пневмопідпресування 6 обладнана двома ущільнювачами, що складаються із пневмоциліндрів 8 й закріплених на їх штоках 9 пластин 10 з отворами 11. Пластини 10 кріпляться на штоках 9 за допомогою кронштейнів 12. Форма і розміри пластин 10 у плані, а також місця їх встановлення вибрані так, що проекції пластин на стіл 1 у момент його зупинки співпадають із контуром прес-форм 2. Пластини 10 виконані у вигляді об'ємних елементів із товщиною "Н", яка не менша ходу штоків 9 пневмоциліндрів 8. В отворах 11 пластин 10 розміщені прикріплені до станини 7 нерухомі стержні 13 таким чином, що їх нижні торці співпадають із нижніми площинами пластин 10 у вихідному крайньому верхньому положенні (КВП). Система подачі стиснутого повітря у пневмоциліндри 8 від магістралі містить пневморозподілювач 14, зв'язаний з умовно не показаним на кресленнях датчиком положення колінчастого валу механізму пресування 4. Між ємкістю живлення 5 та камерою пневмопідпресування 6 виконано вікно 15. У камері пневмопідпресування 6 між обома пластинами 10 змонтований обмежувач 16 так, що його нижня поверхня розміщена на рівні нижніх площин пластин 10 у КВП. Калібровочний ніж 17 (фіг. 3) встановлений на виході з камери пневмопідпресування 6 і закріплений до станини 7, як і обмежувач 16. Револьверний прес для формування цегли працює таким чином. Сировинна суміш завантажується з не показаного на кресленнях бункера в ємкість живлення 5. Завдяки виконанню переріза ємкості живлення 5 окресленим по контуру принаймні двох сусідніх прес-форм 2, сировинна суміш рухається вздовж стінок ємкості живлення 5 безперервним потоком, без утворення застійних зон. При повороті столу 1 деяка кількість сировинної суміші за рахунок сил зчеплення із столом виноситься крізь вікно 15 з ємкості живлення 5 у камеру пневмопідпресування 6, заповнюючи порожнину, утворену столом 1, поверхнею обмежувача 16 та нижніми поверхнями пластин 10 ущільнювачів, які знаходяться у КВП. У момент зупинки столу 1 під кожною з двох пластин 10 розташовуються стовпи сировинної суміші, висота яких складається з глибини заповнення прес-форм 2 та відстані від столу 1 до розміщених у КВП пластин 10. Після зупинки столу 1 по сигналу від датчика положення колінчастого валу механізму пресування 4 стиснуте повітря від магістралі пневморозподілювачем 14 подається у верхні порожнини пневмоциліндрів 8, примушуючи штоки 9 разом із пластинами 10 рухатися вниз для ущільнення вище означених стовпів сировинної суміші. Нижнє положення пластин 10 залежить від заданого рівня тиску, що подається у пневмоциліндри 8, властивостей сировинної суміші та густини стовпа суміші під пластинами. КВП пластин 10 та хід штоків 9 пневмоциліндрів 8 вибираються такими, щоб у кінці руху нижні поверхні пластин 10 знаходились вище столу 1 при будь-яких коливаннях властивостей сировинної суміші. Під час ущільненні із сировинної суміші виходить повітря крізь отвори 11 у пластинах 10 і в ці ж отвори 11 піднімається сировинна суміш. Оскільки висота "Н" пластин 10 не менша ходу штоків 9 пневмоциліндрів 8, сировинна суміш не досягає верхніх поверхонь пластин 10, закритих торцями розміщених в отворах нерухомих стержнів 13, не виходить за межі порожнини, утвореної столом 1, поверхнею обмежувача 16 та нижніми поверхнями пластин 10 ущільнювачів, тобто накопичування сировинної суміші не відбувається. Після завершення ущільнення і зупинки пластин 10 по сигналу від датчика положення колінчастого валу механізму пресування 4 стиснуте повітря від магістралі пневморозподілювачем 14 подається у нижні порожнини пневмоциліндрів 8, примушуючи штоки 9 разом із пластинами 10 рухатися угор у, назад до КВП. Під час цього руху під дією торців нерухомих стержнів 13 суміш з отворів 11 пластин 10 повертається у порожнину під пластини, а бокові поверхні пластин 10 ущільнювачів очищуються за допомогою обмежувача 16. Наступний оберт столу супроводжується зрізанням ущільненого надлишку суміші за допомогою калібруючого ножа 17. Надлишок залишається у камері пневмопідпресування 6 під ближньою до калібруючого ножа 17 пластиною 10, а прес-форми з попередньо ущільненою сумішшю поступають на позицію пресування ПП, на якій формується цегла, і далі, на позиції виштовхування та знімання цегли - сирцю із столу 1 пресу. Випробування запропонованої системи довели, що при формуванні на револьверному пресі бетонної та шлакоцементної цегли некондиційна суміш не утворюється, не погіршуючи якість цегли. Джерела інформації: 1. Федоров Г.Д., Иванов А.Н., Савченко А.Г. Механическое оборудование предприятий вяжущи х материалов и изделий из них. Курсовое проектирование. Харьков: "Вища школа", 1986. 2. Патент США №3879166, кл. 425-218, опубл. 22.04.75. 3. Патент РФ №2021109 Пресс полусухого прессования. Федоров Г.Д., Савченко А.Г. и др. Опубл. 16.10.94 БИ №19.
ДивитисяДодаткова інформація
Назва патенту англійськоюTurret press for brick moulding
Автори англійськоюBolotskykh Mykola Stepanovych, Fedorov Heorhii Dmytrovych, Savchenko Oleksandr Hryhorovych, Krot Oleksandr Yuliiovych, Butskyi Viacheslav Oleksandrovych
Назва патенту російськоюРевольверный пресс для формования кирпича
Автори російськоюБолотских Николай Степанович, Федоров Георгий Дмитриевич, Савченко Александр Григорьевич, Крот Александр Юлиевич, Буцкий Вячеслав Александрович
МПК / Мітки
МПК: B28B 3/10
Мітки: цегли, формування, револьверний, прес
Код посилання
<a href="https://ua.patents.su/5-79292-revolvernijj-pres-dlya-formuvannya-cegli.html" target="_blank" rel="follow" title="База патентів України">Револьверний прес для формування цегли</a>
Прес для виготовлення цегли

Номер патенту: 17464
Опубліковано: 15.09.2006
Автор: Юсубов Сарахад Гаджимамудович
МПК: B28B 3/02
Мітки: цегли, виготовлення, прес
Формула / Реферат:
Прес для виготовлення цегли, що містить станину, на якій розташовані прес-форма, гідроциліндри, дозатор, бункер, гідростанція і пульт керування, який відрізняється тим, що у верхній площині верхнього пуансона прес-форми виконані пази, що розташовані вище і напроти отворів пуансона.
Револьверний прес

Номер патенту: 50918
Опубліковано: 15.11.2002
Автори: Савченко Олександр Григорович, Болотських Микола Степанович, Саєнко Леонід Володимирович, Крот Олександр Юлійович, Федоров Георгій Дмитрович
МПК: B28B 3/10
Мітки: прес, револьверний
Формула / Реферат:
1. Револьверний прес, який містить поворотний стіл з прес-формами і штампами, що спираються між позиціями виштовхування і засипки на кільцеву рейку, який відрізняється тим, що частину кільцевої рейки виконано рухомою, зв'язаною з приводом вертикальних переміщень, і оснащено захватами, для взаємодії з якими на бокових поверхнях штампів виконані прорізи.2. Револьверний прес за п. 1, який відрізняється тим, що привід вертикальних...
Сировинна суміш для виготовлення керамічних виробів, переважно будівельної цегли
Номер патенту: 12484
Опубліковано: 15.02.2006
Автори: Калінаічева Олена Федорівна, Данилевич Анатолій Володимирович, Щербаков Герман Георгійович, Красільнікова Зінаїда Сергіївна, Почупайло Валентина Василівна, Кушнір Тарас Володимирович
МПК: C04B 33/00
Мітки: керамічних, цегли, суміш, будівельної, сировинна, виготовлення, переважно, виробів
Формула / Реферат:
Сировинна суміш для виготовлення керамічних виробів, переважно будівельної цегли, до складу якої входять глинистий компонент та поверхнево-активна добавка, яка відрізняється тим, що як глинистий компонент використовують малопластичні суглинки, а як поверхнево-активну добавку - натрієві солі високомолекулярних карбонових кислот у кількості 0,2-0,5 % від маси малопластичних суглинків.
Прес для формування брикетів
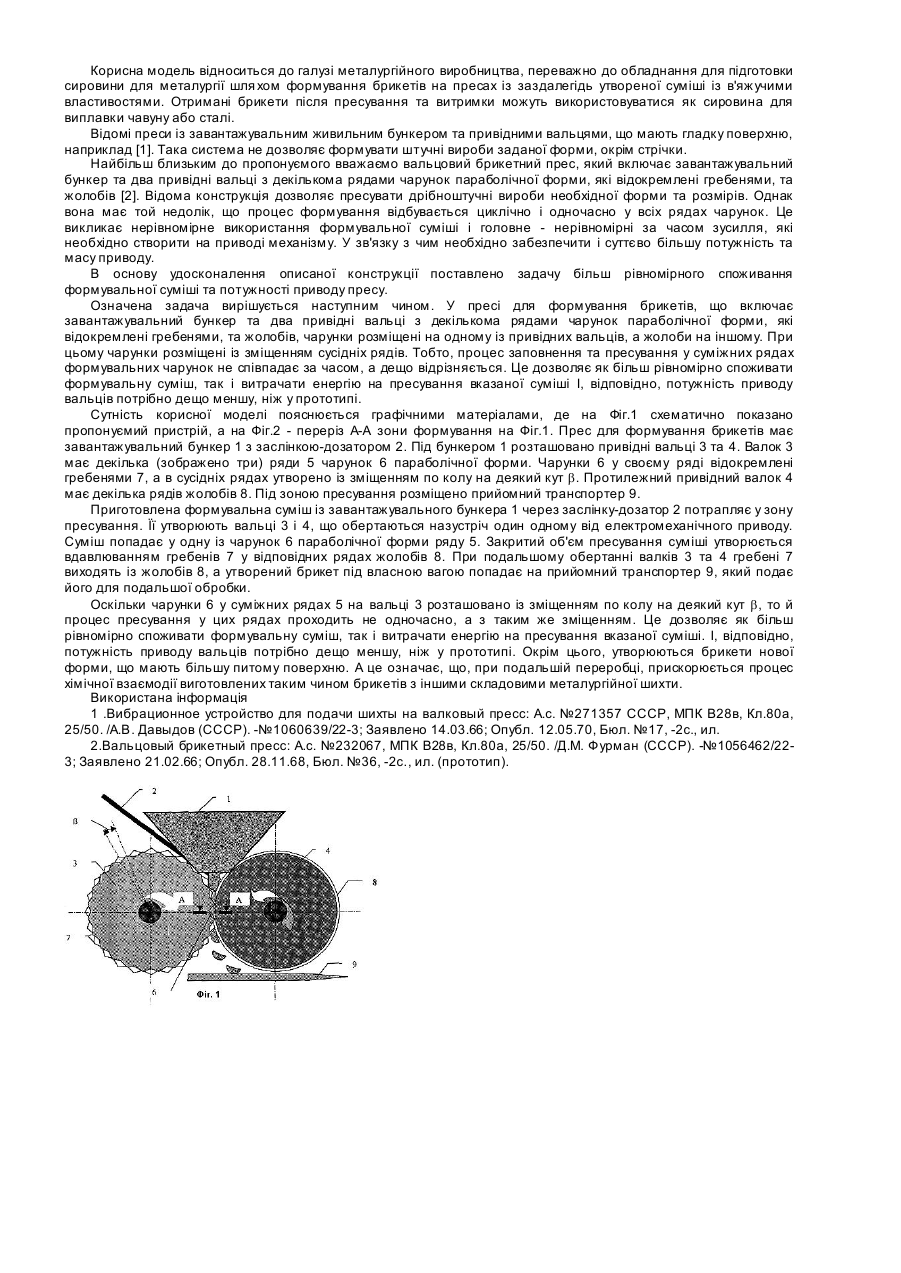
Номер патенту: 7510
Опубліковано: 15.06.2005
Автори: Єсіков Олег Георгійович, Шаленний Василь Тимофійович, Єсиков Євген Ігоревич, Большаков Володимир Іванович, Олифер Володимир Петрович
МПК: B28B 3/00
Мітки: брикетів, формування, прес
Формула / Реферат:
Прес для формування брикетів, що містить завантажувальний бункер та два привідні вальці з декількома рядами чарунок параболічної форми, які відокремлені гребенями, та жолобів, який відрізняється тим, що чарунки розміщені на одному з вальців із зміщенням сусідніх рядів, а жолоби - на іншому.
Спосіб виготовлення керамічної цегли-сирцю
Номер патенту: 58698
Опубліковано: 15.08.2003
Автори: Щербаков Олександр Володимирович, Губарь Віктор Миколайович, Зайченко Микола Михайлович
МПК: C04B 33/02, B28C 1/00
Мітки: цегли-сирцю, спосіб, виготовлення, керамічної
Формула / Реферат:
Спосіб виготовлення керамічної цегли-сирцю, що включає приготування прес-порошку, активацію в електростатичному високовольтному полі і формування способом напівсухого пресування, який відрізняється тим, що перед формуванням виробів прес-порошок оброблюється в електричному полі протягом 2,5...3 хвилин з наступними параметрами: напруженість електричного поля 5...7,5 кВ/см сила струму ...
Попередній патент: Спосіб виробництва сечовинно-сірчаного добрива та сечовинно-сірчане добриво
Наступний патент: Похідні 4-(7-гало-2-хіно(кса-)лінілокси)феноксипропіонової кислоти як протипухлинні засоби
Випадковий патент: Люк оглядового колодязя