Спосіб термічної обробки балонів високого тиску з легованої конструкційної сталі
Номер патенту: 8582
Опубліковано: 15.08.2005
Автори: Сергєєв Віктор Володимирович, Літвінський Яків Ісакович, Жарко Валентин Пантелеймонович, Соломадіна Єлизавета Андріївна, Мельник Віктор Григорович, Іванов Анатолій Іванович, Юр'єв Михайло Павлович, Янковський Володимир Михайлович

Формула / Реферат
Спосіб термічної обробки балонів з легованої конструкційної сталі, що включає нагрів балонів під загартування, загартування шляхом охолодження у воді і подальший відпуск при температурі 500-600°С з витримкою 60-90 хв., який відрізняється тим, що нагрів під загартування здійснюють до температури Тн, залежної від температури верхньої критичної точки Ас3 сталі, з якої виготовляють балон, від вмісту в ній вуглецю, марганцю, хрому, молібдену, яку визначають з виразу:
 ,
,
де: Тн - температура нагріву під загартування, °С;
Ас3 - температура верхньої критичної точки сталі, °С;
К - коефіцієнт, що дорівнює 0,13-0,23 %;
∑С,Mn,Cr,Mo - сума масових часток вуглецю, марганцю, хрому і молібдену в сталі, %,
а в процесі загартування перед охолодженням у воді нагрітого до заданої температури балона проводять його охолодження на повітрі до температури 800-750°С, при цьому температуру води при загартуванні підтримують в інтервалі 20-35°С.
Текст
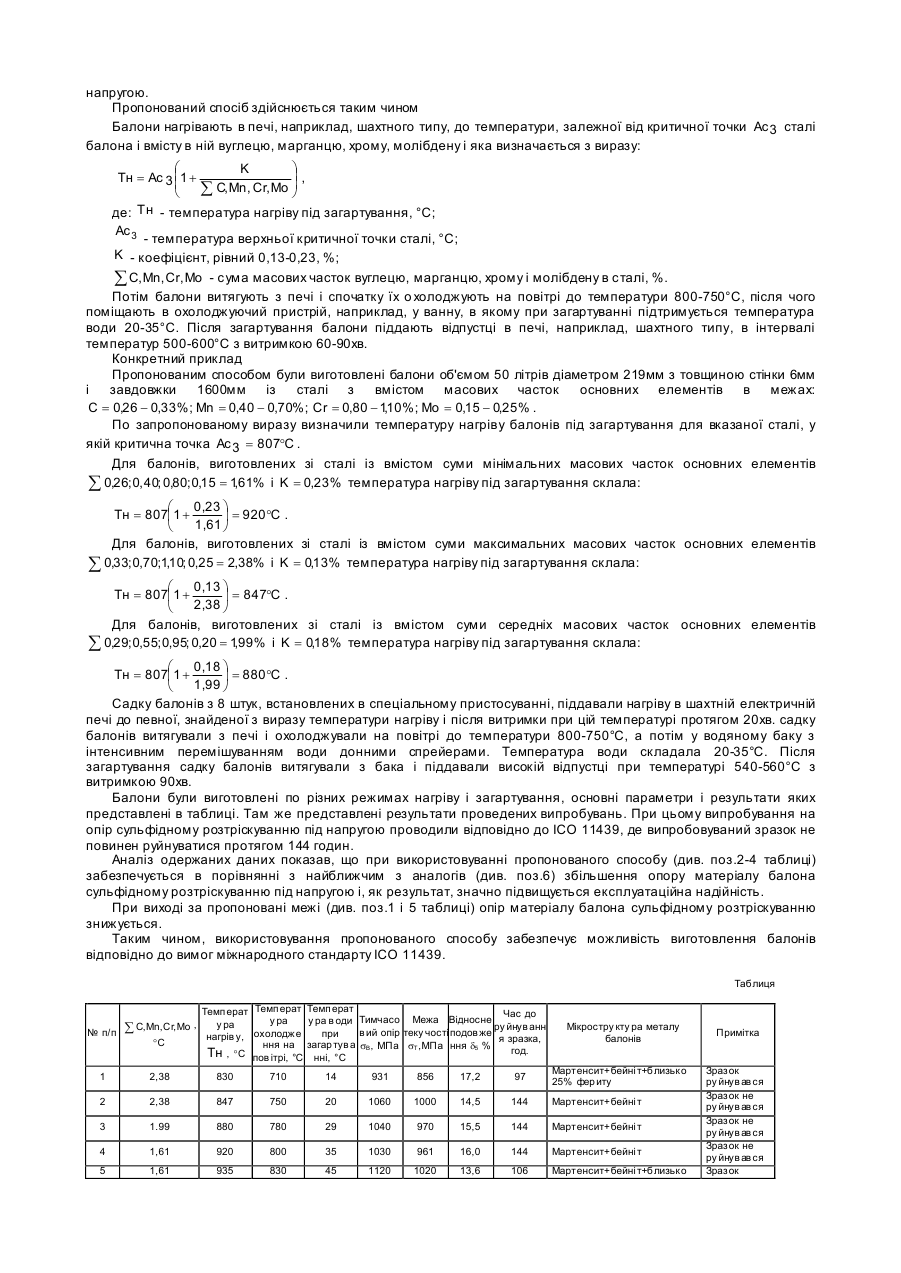
Корисна модель відноситься до області термічної обробки і може бути використана при виготовленні газових балонів високого тиску з легованої конструкційної сталі, наприклад, автомобільних балонів для зберігання стислого природного газу. В даний час при виготовленні газових балонів високого тиску у всьому світі вра ховуються вимоги міжнародного стандарту ІСО 11439 від 15.09.2000p. Цей стандарт встановлює мінімальні вимоги для легких перезаповняємих газових сталевих балонів, призначених тільки для стислого природного газу під високим тиском, що використовується як паливо автотранспортними засобами, на яких ці балони встановлені, що серійно випускаються. Забезпечення вимог вказаного стандарту по експлуатаційній надійності, перш за все, може бути досягнуте здійсненням термічної обробки балонів. Відомий спосіб термічної обробки балонів, що включає загартування нагрітих балонів від температури 860880°С в механізованій ванні у вертикальному положенні з диференційованим охолодженням їх водою по висоті і периметру з подальшою відпусткою при температурі 540-560°С [Авторское свидетельство СССР №1689412, кл. C21D9/07, 1/63, 1/64, 1991г.]. Недоліком цього способу термічної обробки є складність його реалізації і нестабільність набуваючих властивостей металу горловини через зміни фактичної довжини оброблюваних балонів однієї номінальної місткості при промисловому їх виробництві. Відомий також спосіб термічної обробки балонів високого тиску, що включає їх нагрів під загартування, загартування шляхом охолодження у воді і подальшу відпустку при температурі 540-560°С з витримкою 60-90хв. При цьому нагрів здійснюють до температури 850-870°С, а охолодження здійснюють у воді з температурою 4060°С [см. Т. А. Бейлинова, Е. Н. Василенко и др. Ежемесячный науч.-те хн. и производственный журнал "Металловедение и термическая обработка металлов". Москва "Ма шиностроение". 1991. №1. С.17]. При використовуванні даного способу термічної обробки не забезпечується необхідна відповідно до вимог міжнародного стандарту ІСО 11439 експлуатаційна надійність через сульфідне розтріскування, що має місце під напругою в готовому балоні, що приводить до передчасного виходу його з ладу. Вказане вище зв'язано з тим, що термічна обробка по вказаних режимах неминуче приводить до отримання при загартуванні у відносно гарячій воді поблизу внутрішньої поверхні стінки, навіть циліндричної частини, балона крім мартенситу і бейніту, виділень фериту по межах зерен. В результаті цього опір металу балона сульфідному розтріскуванню під напругою істотно знижується. Крім цього, вживання одного вузького інтервалу температур нагріву (850-870°С) для балонів різного хімічного складу сталі (в межах марочного) також сприяє негативному впливу фериту, що виділяється, на структуру загартованої сталі і приводить до подальшого зниження опору сульфідному розтріскуванню. В основу даної корисної моделі поставлена задача по удосконаленню способу термічної обробки балонів високого тиску з легованої конструкційної сталі шляхом зміни умов нагріву і загартування балонів, внаслідок чого в готовому балоні підвищується експлуатаційна надійність за рахунок збільшення опору сталі сульфідному розтріскуванню під напругою. Поставлена задача вирішена тим, що в способі термічної обробки балонів високого тиску з легованої конструкційної сталі, що включає їх нагрів під загартування, загартування шляхом охолодження у воді і подальшу відпустку при температурі 500-600°С з витримкою 60-90хв., згідно корисної моделі, нагрів під загартування Ac 3 здійснюють до температури Tн , залежної від температури верхньої критичної точки сталі, що використовується для виготовлення балона, і вмісту в ній вуглецю, марганцю, хрому, молібдену і яка визначається з виразу: æ ö K ÷, Tн = Ac 3 ç 1 + ç å C, Mn, Cr, Mo ÷ è ø Tн - температура нагріву під загартування, °С; де: Ac 3 - температура верхньої критичної точки сталі, °С; K - коефіцієнт, рівний 0,13-0,23, %; å C, Mn, Cr,Mo - сума масових часток вуглецю, марганцю, хрому і молібдену в сталі, %, а в процесі загартування перед охолодженням у воді, нагрітого до заданої температури балона, проводять його охолодження на повітрі до температури 800-750°С, при цьому температур у води при загартуванні підтримують в інтервалі 20-35°С. Слід зазначити, що термін "верхня критична точка Ac 3 " широко відомий, наприклад, в книзі А.П. Гуляева "Металловедение". Москва. Изд-во "Металлургия". 1977г. С.231. Параметри, що заявляються, одержані дослідним шляхом. Відмінністю пропонованого способу термічної обробки балонів високого тиску є те, що нагрів під загартування здійснюють залежно від температури верхньої критичної точки Ac 3 сталі балона і вмісту в ній вуглецю, марганцю, хрому і молібдену, визначуваної з виразу, що заявляється, а також тим, що перед охолодженням у воді при температурі 20-35°С проводять охолодження нагрітого під загартування балона на повітрі до температури 800-750°С. Технічним результатом використовування пропонованого способу є підвищення експлуатаційної надійності балона. Це зв'язано з тим, що запропонована залежність температури нагріву балона від складу сталі в поєднанні з введенням двоетапного охолодження балона при загартуванні дозволяє забезпечити отримання в циліндричній частині балона мартенсито-бейнітної структури металу по всій товщині стінки без виділень фериту по межах зерен, оскільки запропоновані температурні параметри нагріву і умови охолодження пригнічують виділення фериту в структурі загартованої сталі. В результаті цього і забезпечується відповідність балонів вимогам стандарту ІСО 11439 по нормованій стійкості матеріалу балона в частині опору суль фідному розтріскуванню під напругою. Пропонований спосіб здійснюється таким чином Балони нагрівають в печі, наприклад, шахтного типу, до температури, залежної від критичної точки Ac 3 сталі балона і вмісту в ній вуглецю, марганцю, хрому, молібдену і яка визначається з виразу: æ ö K ÷, Tн = Ac 3 ç 1 + ç C, Mn , Cr, Mo ÷ å è ø Tн - температура нагріву під загартування, °С; де: Ac 3 - температура верхньої критичної точки сталі, °С; K - коефіцієнт, рівний 0,13-0,23, %; å C, Mn, Cr, Mo - сума масових часток вуглецю, марганцю, хрому і молібдену в сталі, %. Потім балони витягують з печі і спочатку їх о холоджують на повітрі до температури 800-750°С, після чого поміщають в охолоджуючий пристрій, наприклад, у ванну, в якому при загартуванні підтримується температура води 20-35°С. Після загартування балони піддають відпустці в печі, наприклад, шахтного типу, в інтервалі температур 500-600°С з витримкою 60-90хв. Конкретний приклад Пропонованим способом були виготовлені балони об'ємом 50 літрів діаметром 219мм з товщиною стінки 6мм і завдовжки 1600мм із сталі з вмістом масових часток основних елементів в межах: C 0,26 - 0,33 %; Mn 0,40 - 0,70%; Cr 0,80 - 110 %; Mo 0,15 - 0,25 % . = = = , = По запропонованому виразу визначили температуру нагріву балонів під загартування для вказаної сталі, у якій критична точка Ac 3 = 807°C . Для балонів, виготовлених зі сталі із вмістом суми мінімальних масових часток основних елементів 0,26; 0, 40; 0,80; 0,15 = 161% і K = 0,23 % температура нагріву під загартування склала: , å æ 0,23 ö Tн = 807ç 1 + ÷ = 920 °C . 1,61 ø è Для балонів, виготовлених зі сталі із вмістом суми максимальних масових часток основних елементів 0,33; 0,70;1,10; 0,25 = 2,38% і K = 0,13 % температура нагріву під загартування склала: å æ 0,13 ö Tн = 807ç 1 + ÷ = 847°C . 2,38 ø è Для балонів, виготовлених зі сталі із вмістом суми середніх масових часток основних елементів å 0,29; 0,55; 0,95; 0,20 = 1,99% і K = 0,18% температура нагріву під загартування склала: æ 0,18 ö Tн = 807ç 1 + ÷ = 880 °C . 1,99 ø è Садку балонів з 8 штук, встановлених в спеціальному пристосуванні, піддавали нагріву в шахтній електричній печі до певної, знайденої з виразу температури нагріву і після витримки при цій температурі протягом 20хв. садку балонів витягували з печі і охолоджували на повітрі до температури 800-750°С, а потім у водяному баку з інтенсивним перемішуванням води донними спрейерами. Температура води складала 20-35°С. Після загартування садку балонів витягували з бака і піддавали високій відпустці при температурі 540-560°С з витримкою 90хв. Балони були виготовлені по різних режимах нагріву і загартування, основні параметри і результати яких представлені в таблиці. Там же представлені результати проведених випробувань. При цьому випробування на опір сульфідному розтріскуванню під напругою проводили відповідно до ІСО 11439, де випробовуваний зразок не повинен руйнуватися протягом 144 годин. Аналіз одержаних даних показав, що при використовуванні пропонованого способу (див. поз.2-4 таблиці) забезпечується в порівнянні з найближчим з аналогів (див. поз.6) збільшення опору матеріалу балона сульфідному розтріскуванню під напругою і, як результат, значно підвищується експлуатаційна надійність. При виході за пропоновані межі (див. поз.1 і 5 таблиці) опір матеріалу балона сульфідному розтріскуванню знижується. Таким чином, використовування пропонованого способу забезпечує можливість виготовлення балонів відповідно до вимог міжнародного стандарту ІСО 11439. Таблиця Темп ерат Темп ерат Темп ерат Час до у ра у ра в оди Тимчасо Межа Відносне у ра ру йнув анн в ий опір теку чості подов же охолодж е при нагрів у, я зразка, ння на загар тув а s , МПа sТ ,МПа ння d5 % год. Tн , °С пов ітрі, °С нні, °С В № п/п å C, Mn, Cr, Mo , 1 2,38 830 710 14 931 856 17,2 97 2 2,38 847 750 20 1060 1000 14,5 144 Мартенсит+бейні т 3 1.99 880 780 29 1040 970 15,5 144 Мартенсит+бейні т 4 1,61 920 800 35 1030 961 16,0 144 Мартенсит+бейні т 5 1,61 935 830 45 1120 1020 13,6 106 Мартенсит+бейні т+близьк о °С Мікростру кту ра металу балонів Мартенсит+бейні т+близьк о 25% фер иту Примітка Зразок ру йнув ав ся Зразок не ру йнув ав ся Зразок не ру йнув ав ся Зразок не ру йнув ав ся Зразок 6 – 860 52 1064 976 15,2 102 15% фер иту поблизу в ну трішньо ї пов ерхні цилін дрично ї частини ба лона Мартенсит+бейні т+близьк о 20% фер иту поблизу в ну трішньо ї пов ерхні цилін дрично ї частини ба лона ру йнув ав ся Зразок ру йнув ав ся
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for the thermal treatment of high pressure vessels from alloyed structural steel
Автори англійськоюYankovskyi Volodymyr Mykhailovych, Serhieiev Viktor Volodymyrovych, Solomadina Yelyzaveta Andriivna, Ivanov Anatolii Ivanovych, Yuriev Mykhailo Pavlovych, Melnyk Viktor Hryhorovych
Назва патенту російськоюСпособ термической обработки баллонов высокого давления из легированной конструкционной стали
Автори російськоюЯнковский Владимир Михайлович, Сергеев Виктор Владимирович, Соломадина Елизавета Андреевна, Иванов Анатолий Иванович, Юрьев Михаил Павлович, Мельник Виктор Григорьевич
МПК / Мітки
МПК: C21D 9/08
Мітки: конструкційної, обробки, балонів, спосіб, термічної, сталі, тиску, легованої, високого
Код посилання
<a href="https://ua.patents.su/3-8582-sposib-termichno-obrobki-baloniv-visokogo-tisku-z-legovano-konstrukcijjno-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки балонів високого тиску з легованої конструкційної сталі</a>
Спосіб виготовлення газових балонів високого тиску
Номер патенту: 39240
Опубліковано: 17.05.2004
Автори: Мельник Віктор Григорович, П'ятничко Олександр Іванович, Сергєєв Віктор Володимирович, Карп Ігор Миколайович, Літвінський Яків Ісакович, Юр'єв Михайло Павлович, Янковський Володимир Михайлович, Іванов Анатолій Іванович
МПК: B21D 51/16, B21D 22/16
Мітки: високого, спосіб, балонів, газових, тиску, виготовлення
Формула / Реферат:
Спосіб виготовлення газових балонів високого тиску шляхом закатки поворотним інструментом попередньо нагрітих кінців безшовної трубчастої заготовки з одержанням днищ та горловин балонів, згідно з яким кутову швидкість поворотного інструмента під час закатки збільшують після досягнення ним кута повороту 0,6 рад, який відрізняється тим, що як трубчасту заготовку використовують трубу, що виготовлена з низьковуглецевої легованої сталі, у якій...
Спосіб виготовлення корпусів балонів високого тиску
Номер патенту: 8581
Опубліковано: 15.08.2005
Автори: Іванов Анатолій Іванович, Сергєєв Віктор Володимирович, Соломадіна Єлизавета Андріївна, Жарко Валентин Пантелеймонович, Мельник Віктор Григорович, Літвінський Яків Ісакович, Янковський Володимир Михайлович, Юр'єв Михайло Павлович
МПК: B21D 51/16
Мітки: виготовлення, спосіб, тиску, високого, корпусів, балонів
Формула / Реферат:
Спосіб виготовлення корпусів балонів високого тиску шляхом закатки поворотним інструментом нагрітих кінців сталевої трубної заготовки, який відрізняється тим, що нагрів кінцевої ділянки заготовки під закатку здійснюють таким чином, щоб його температура послідовно зменшувалася від торця заготовки по її довжині в інтервалі від максимальної до мінімальної температур деформації матеріалу заготовки під закатку, при цьому величину температур...
Спосіб термічної обробки молольних куль зі сталі

Номер патенту: 34291
Опубліковано: 15.07.2003
Автор: Зелікович Олександр Якович
МПК: C21D 9/36, B21H 1/00, C21D 1/18
Мітки: куль, обробки, молольних, термічної, спосіб, сталі
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Спосіб термічної обробки сталі
Номер патенту: 57152
Опубліковано: 16.06.2003
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: C21D 1/78
Мітки: спосіб, сталі, термічної, обробки
Формула / Реферат:
Спосіб термічної обробки сталі, що включає проведення термоциклування, гартування і відпуск, який відрізняється тим, що термоциклування проводиться нагрівом сталі до температури вище точки Ас3 на 30...50°С і охолодженням нижче точки Аr3 на 30...50°С, а в подальшому здійснюють охолодження до температур 600, 400, 200°С і до кімнатної температури з нагрівом вище точки Ас3, на 30...50°С перед кожним із охолоджень, а потім виконують гартування...
Спосіб термічної обробки виробів
Номер патенту: 34291
Опубліковано: 15.02.2001
Автор: Зелікович Олександр Якович
МПК: C21D 9/36, C21D 1/18, B21H 1/00
Мітки: обробки, термічної, спосіб, виробів
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Попередній патент: Спосіб виготовлення корпусів балонів високого тиску
Наступний патент: Навантажувач кормів
Випадковий патент: Спосіб оцінки жирнокислотного складу ліпідів пилку ліщини звичайної