Спосіб виготовлення алмазно-твердосплавного макрокомпозитного матеріалу
Номер патенту: 85947
Опубліковано: 10.03.2009
Автори: Найдич Юрій Володимирович, Бакаржієв Юрій Анатолієвич, Зюкін Микола Степанович, Бугайов Олександр Олександрович, Коноваленко Тетяна Борисівна, Шнітніков Едуард Нілович, Євдокімов Віктор Олексійович, Уманський Володимир Павлович, Адамовський Анатолій Андрійович, Рафальський Анатолій Йосипович
Формула / Реферат
1. Спосіб виготовлення алмазно-твердосплавного макрокомпозитного матеріалу, що включає з'єднання алмазів з попередньо спеченою твердосплавною основою, який відрізняється тим, що як твердосплавну основу використовують пластини з попередньо спеченого сплаву карбіду вольфраму з кобальтом, на робочій поверхні яких нарізають заглибини, ширина і глибина яких близька до відповідних розмірів алмазних зерен, причому в зазначених заглибинах розміщують алмазні зерна, а простір між зернами заповнюють твердосплавною шихтою того ж складу, що і пластини, з наступним просоченням адгезійно-активним сплавом при температурі 850-1150 °С.
2. Спосіб за п. 1, який відрізняється тим, що алмазні зерна металізують з подальшим просоченням міддю.
3. Спосіб за п. 1, який відрізняється тим, що заглибини виконують різноманітної геометричної форми.
Текст
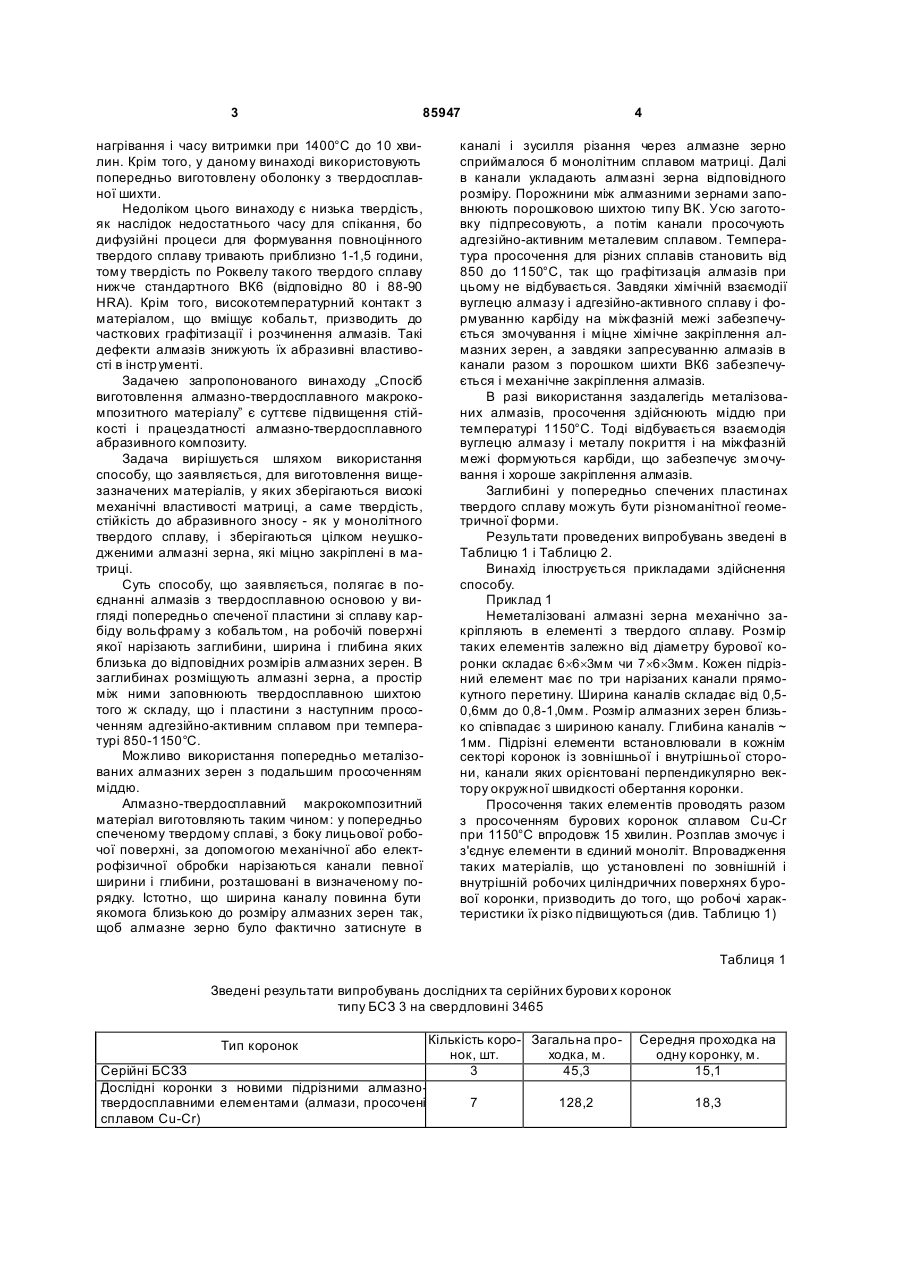
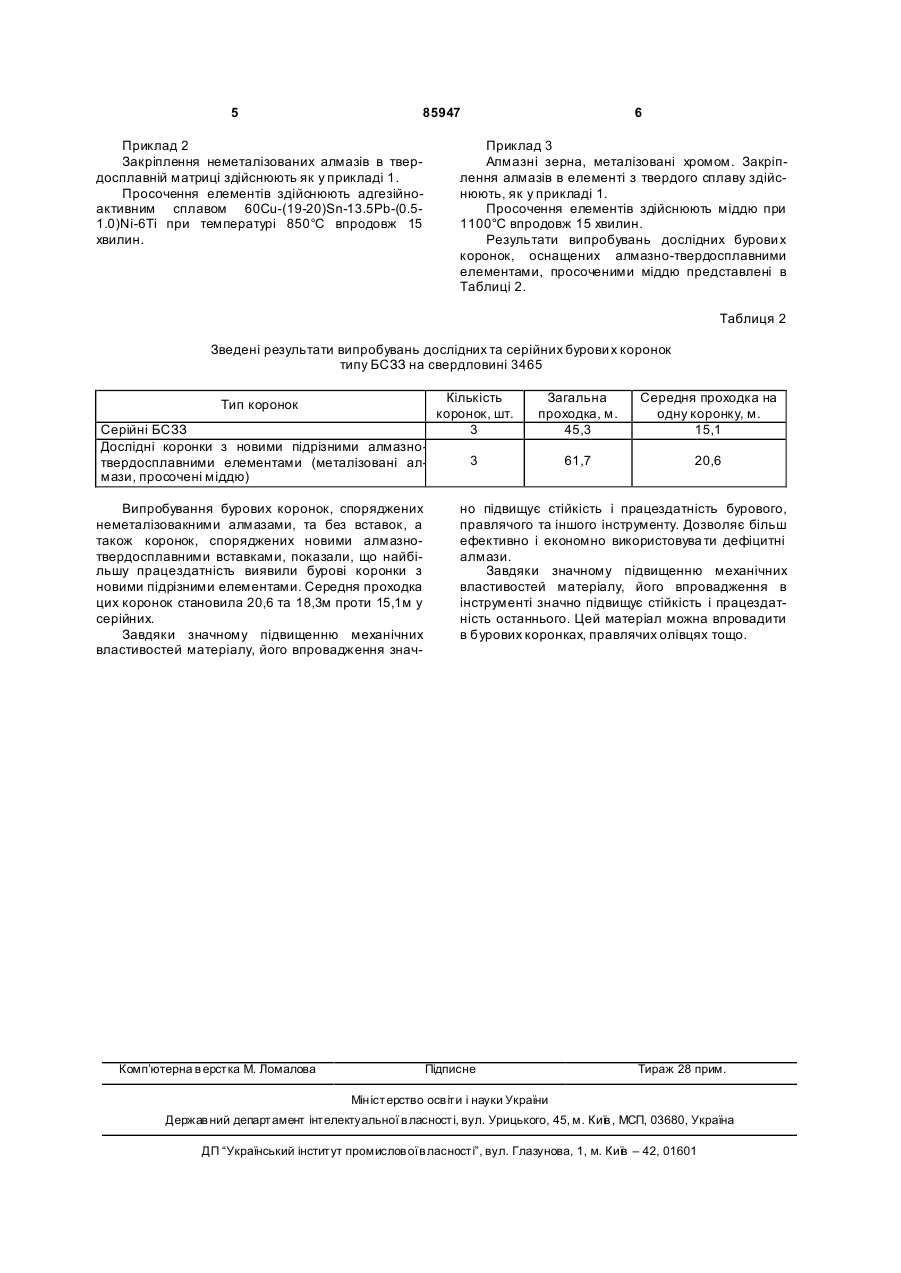
1. Спосіб виготовлення алмазнотвердосплавного макрокомпозитного матеріалу, що включає з'єднання алмазів з попередньо спеченою твердосплавною основою, який відрізняється тим, що як твердосплавну основу використовують пластини з попередньо спеченого сплаву карбіду вольфраму з кобальтом, на робочій поверхні яких нарізають заглибини, ширина і глибина яких близька до відповідних розмірів алмазних зерен, причому в зазначених заглибинах розміщують алмазні зерна, а простір між зернами заповнюють твердосплавною шихтою то го ж складу, що і пластини, з наступним просоченням адгезійноактивним сплавом при температурі 850-1150°С. 2. Спосіб за п. 1, який відрізняється тим, що алмазні зерна металізують з подальшим просоченням міддю. 3. Спосіб за п. 1, який відрізняється тим, що заглибини виконують різноманітної геометричної форми. UA (21) a200707511 (22) 04.07.2007 (24) 10.03.2009 (46) 10.03.2009, Бюл.№ 5, 2009 р. (72) НАЙДІЧ ЮРІЙ ВОЛОДИМИРОВИЧ, U A, БУГАЙОВ ОЛЕКС АНДР ОЛЕКС АНДРОВИЧ, U A, ЄВДОКІМОВ ВІКТОР ОЛЕКСІЙОВИЧ, U A, АДАМОВСЬКИЙ АНАТОЛІЙ АНДРІЙОВИЧ, UA, УМАНСЬКИЙ ВОЛОДИМИР ПАВЛОВИЧ, UA, ЗЮКІН МИКОЛА СТЕПАНОВИЧ, U A, КОНОВАЛЕНКО ТЕТЯНА БОРИСІВНА, UA, БАКАРЖІЄВ ЮРІЙ АН АТОЛІЄВИЧ, UA, ШНІТНІКОВ ЕДУАРД НІЛОВИЧ, UA, РАФАЛЬСЬКИЙ АНАТОЛІЙ ЙОСИПОВИЧ, UA (73) ІНСТИТУТ ПРОБЛЕМ МАТЕРІАЛОЗНАВСТВА ІМ. І.М.ФРАНЦЕВИЧА НАН УКРАЇНИ, U A (56) SU 514482, 25.02.1979 SU 869968, 07.10.1981 RU 2203772, 10.05.2003 JP 04331075, 18.11.1992 US 5120327, 09.06.1992 US 4662896, 05.05.1987 C2 2 (19) 1 3 85947 нагрівання і часу витримки при 1400°С до 10 хвилин. Крім того, у даному винаході використовують попередньо виготовлену оболонку з твердосплавної шихти. Недоліком цього винаходу є низька твердість, як наслідок недостатнього часу для спікання, бо дифузійні процеси для формування повноцінного твердого сплаву тривають приблизно 1-1,5 години, тому твердість по Роквелу такого твердого сплаву нижче стандартного ВК6 (відповідно 80 і 88-90 HRA). Крім того, високотемпературний контакт з матеріалом, що вміщує кобальт, призводить до часткових графітизації і розчинення алмазів. Такі дефекти алмазів знижують їх абразивні властивості в інстр ументі. Задачею запропонованого винаходу „Спосіб виготовлення алмазно-твердосплавного макрокомпозитного матеріалу” є суттєве підвищення стійкості і працездатності алмазно-твердосплавного абразивного композиту. Задача вирішується шляхом використання способу, що заявляється, для виготовлення вищезазначених матеріалів, у яких зберігаються високі механічні властивості матриці, а саме твердість, стійкість до абразивного зносу - як у монолітного твердого сплаву, і зберігаються цілком неушкодженими алмазні зерна, які міцно закріплені в матриці. Суть способу, що заявляється, полягає в поєднанні алмазів з твердосплавною основою у вигляді попередньо спеченої пластини зі сплаву карбіду вольфраму з кобальтом, на робочій поверхні якої нарізають заглибини, ширина і глибина яких близька до відповідних розмірів алмазних зерен. В заглибинах розміщують алмазні зерна, а простір між ними заповнюють твердосплавною шихтою того ж складу, що і пластини з наступним просоченням адгезійно-активним сплавом при температурі 850-1150°С. Можливо використання попередньо металізованих алмазних зерен з подальшим просоченням міддю. Алмазно-твердосплавний макрокомпозитний матеріал виготовляють таким чином: у попередньо спеченому твердому сплаві, з боку лицьової робочої поверхні, за допомогою механічної або електрофізичної обробки нарізаються канали певної ширини і глибини, розташовані в визначеному порядку. Істотно, що ширина каналу повинна бути якомога близькою до розміру алмазних зерен так, щоб алмазне зерно було фактично затиснуте в 4 каналі і зусилля різання через алмазне зерно сприймалося б монолітним сплавом матриці. Далі в канали укладають алмазні зерна відповідного розміру. Порожнини між алмазними зернами заповнюють порошковою шихтою типу ВК. Усю заготовку підпресовують, а потім канали просочують адгезійно-активним металевим сплавом. Температура просочення для різних сплавів становить від 850 до 1150°С, так що графітизація алмазів при цьому не відбувається. Завдяки хімічній взаємодії вуглецю алмазу і адгезійно-активного сплаву і формуванню карбіду на міжфазній межі забезпечується змочування і міцне хімічне закріплення алмазних зерен, а завдяки запресуванню алмазів в канали разом з порошком шихти ВК6 забезпечується і механічне закріплення алмазів. В разі використання заздалегідь металізованих алмазів, просочення здійснюють міддю при температурі 1150°С. Тоді відбувається взаємодія вуглецю алмазу і металу покриття і на міжфазній межі формуються карбіди, що забезпечує змочування і хороше закріплення алмазів. Заглибині у попередньо спечених пластинах твердого сплаву можуть бути різноманітної геометричної форми. Результати проведених випробувань зведені в Таблицю 1 і Таблицю 2. Винахід ілюструється прикладами здійснення способу. Приклад 1 Неметалізовані алмазні зерна механічно закріпляють в елементі з твердого сплаву. Розмір таких елементів залежно від діаметру бурової коронки складає 6´6´3мм чи 7´6´3мм. Кожен підрізний елемент має по три нарізаних канали прямокутного перетину. Ширина каналів складає від 0,50,6мм до 0,8-1,0мм. Розмір алмазних зерен близько співпадає з шириною каналу. Глибина каналів ~ 1мм. Підрізні елементи встановлювали в кожнім секторі коронок із зовнішньої і внутрішньої сторони, канали яких орієнтовані перпендикулярно вектору окружної швидкості обертання коронки. Просочення таких елементів проводять разом з просоченням бурових коронок сплавом Cu-Cr при 1150°С впродовж 15 хвилин. Розплав змочує і з'єднує елементи в єдиний моноліт. Впровадження таких матеріалів, що установлені по зовнішній і внутрішній робочих циліндричних поверхнях бурової коронки, призводить до того, що робочі характеристики їх різко підвищуються (див. Таблицю 1) Таблиця 1 Зведені результати випробувань дослідних та серійних бурови х коронок типу БСЗ 3 на свердловині 3465 Тип коронок Серійні БСЗЗ Дослідні коронки з новими підрізними алмазнотвердосплавними елементами (алмази, просочені сплавом Cu-Cr) Кількість коро- Загальна пронок, шт. ходка, м. 3 45,3 7 128,2 Середня проходка на одну коронку, м. 15,1 18,3 5 85947 Приклад 2 Закріплення неметалізованих алмазів в твердосплавній матриці здійснюють як у прикладі 1. Просочення елементів здійснюють адгезійноактивним сплавом 60Сu-(19-20)Sn-13.5Pb-(0.51.0)Ni-6Ti при температурі 850°С впродовж 15 хвилин. 6 Приклад 3 Алмазні зерна, металізовані хромом. Закріплення алмазів в елементі з твердого сплаву здійснюють, як у прикладі 1. Просочення елементів здійснюють міддю при 1100°С впродовж 15 хвилин. Результати випробувань дослідних бурови х коронок, оснащених алмазно-твердосплавними елементами, просоченими міддю представлені в Таблиці 2. Таблиця 2 Зведені результати випробувань дослідних та серійних бурови х коронок типу БСЗЗ на свердловині 3465 Тип коронок Серійні БСЗЗ Дослідні коронки з новими підрізними алмазнотвердосплавними елементами (металізовані алмази, просочені міддю) Випробування бурових коронок, споряджених неметалізовакними алмазами, та без вставок, а також коронок, споряджених новими алмазнотвердосплавними вставками, показали, що найбільшу працездатність виявили бурові коронки з новими підрізними елементами. Середня проходка цих коронок становила 20,6 та 18,3м проти 15,1м у серійних. Завдяки значному підвищенню механічних властивостей матеріалу, його впровадження знач Комп’ютерна в ерстка М. Ломалова Кількість коронок, шт. 3 Загальна проходка, м. 45,3 Середня проходка на одну коронку, м. 15,1 3 61,7 20,6 но підвищує стійкість і працездатність бурового, правлячого та іншого інструменту. Дозволяє більш ефективно і економно використовува ти дефіцитні алмази. Завдяки значному підвищенню механічних властивостей матеріалу, його впровадження в інструменті значно підвищує стійкість і працездатність останнього. Цей матеріал можна впровадити в бурових коронках, правлячих олівцях тощо. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing of diamond-set hard metal alloy macro-composite material
Автори англійськоюNaidich Yurii Volodymyrovych, Buhaiov Oleksandr Oleksandrovych, Yevdokimov Viktor Oleksiiovych, Adamovskyi Anatolii Andriiovych, Umanskyi Volodymyr Pavlovych, Ziukin Mykola Stepanovych, Konovalenko Tetiana Borysivna, Bakarzhiiev Yurii Anatoliievych, Shnitnikov Eduard Nilovych, Rafalskyi Anatolii Yosypovych
Назва патенту російськоюСпособ изготовления алмазно-твердосплавного макрокомпозитного материала
Автори російськоюНайдич Юрий Владимирович, Бугаев Александр Александрович, Евдокимов Виктор Алексеевич, Адамовский Анатолий Андреевич, Уманский Владимир Павлович, Зюкин Николай Степанович, Коноваленко Татьяна Борисовна, Бакаржиев Юрий Анатольевич, Шнитников Эдуард Нилович, Рафальский Анатолий Иосифович
МПК / Мітки
МПК: B22F 7/00, B24D 17/00
Мітки: макрокомпозитного, спосіб, виготовлення, алмазно-твердосплавного, матеріалу
Код посилання
<a href="https://ua.patents.su/3-85947-sposib-vigotovlennya-almazno-tverdosplavnogo-makrokompozitnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення алмазно-твердосплавного макрокомпозитного матеріалу</a>
Спосіб виготовлення твердосплавного інструменту ( варіанти)
Номер патенту: 72835
Опубліковано: 15.04.2005
Автори: Колот Олександр Володимирович, Коваленко Олександр Дмитрович, Колот Володимир Олександрович
МПК: C22C 1/05, B22F 3/26, B22F 3/08
Мітки: виготовлення, інструменту, твердосплавного, спосіб, варіанти
Формула / Реферат:
1. Спосіб виготовлення твердосплавного інструменту, що включає змішування порошків карбідів металів, пресування в прес-формі і наступне спікання, який відрізняється тим, що після змішування виконують попереднє пресування суміші, потім піддають суміш глибокому охолодженню і далі виконують остаточне пресування.2. Спосіб за п. 1, який відрізняється тим, що глибоке охолодження проводять у межах температур від -120 до -210°С.3....
Спосіб переробки відходів твердосплавного матеріалу
Номер патенту: 30792
Опубліковано: 11.03.2008
Автор: Іванюк Олександр Анатолійович
МПК: C22B 34/00, C22B 7/00
Мітки: відходів, матеріалу, спосіб, твердосплавного, переробки
Формула / Реферат:
1. Спосіб переробки відходів твердосплавного матеріалу, що включає обробку відходів розчином сірчаної кислоти при нагріванні з подальшим відділенням розчину сульфату кобальту від твердої фази, який відрізняється тим, що для обробки відходів використовують 1-20%-ний розчин сірчаної кислоти, який додатково містить окислювач.2. Спосіб за п. 1, який відрізняється тим, що окислювач додають в розчин сірчаної кислоти поступово в процесі...
Спосіб виготовлення твердосплавного інструменту (варіанти)
Номер патенту: 74176
Опубліковано: 15.11.2005
Автори: Колот Олександр Володимирович, Колот Володимир Олександрович
МПК: C22C 1/05, B22F 3/093, B22F 3/16, B22F 3/26
Мітки: твердосплавного, виготовлення, спосіб, інструменту, варіанти
Формула / Реферат:
1. Спосіб виготовлення твердосплавного інструменту, що включає змішування порошків карбідів металів, пресування їх суміші в прес-формі з ударним впливом на суміш і наступне спікання, а також просочення кобальтом, який відрізняється тим, що ударний вплив здійснюють коливальними рухами прес-форми із сумішшю, частота яких дорівнює принаймні будь-якій зі спільних резонансних частот, вимірюють амплітуду коливань і при стабілізації значення...
Спосіб виготовлення варисторів на основі дрібних природних алмазів
Номер патенту: 55150
Опубліковано: 17.03.2003
Автори: Самсоненко Микола Демидович, Носанов Микола Ілліч, Самсоненко Сергій Миколайович
МПК: H01C 7/00
Мітки: алмазів, дрібних, основі, природних, варисторів, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення варисторів на основі дрібних природних алмазів, який відрізняється тим, що варистори виготовляють із порошку дрібних природних алмазів дисперсністю 10-20 мкм без будь-якої попередньої ообробки і без зв'язуючої речовини, пресують у диски при кімнатній температурі і тиску 6 ГПа, а потім при цьому тиску обпікають їх при температурі 1773 К.
Спосіб виготовлення композиційного алмазовмісного матеріалу
Номер патенту: 51246
Опубліковано: 15.11.2002
Автори: Полторацький Володимир Григорович, Гордєєв Сєргєй Константіновіч, Жуков Сєргєй Гєрмановіч, Новіков Микола Васильович, Нікітін Юрій Іванович
МПК: C01B 31/06
Мітки: матеріалу, композиційного, виготовлення, алмазовмісного, спосіб
Формула / Реферат:
1. Спосіб виготовлення композиційного алмазовмісного матеріалу, який передбачає брикетування алмазовмісного затравочного порошку і наступну обробку вуглецевмісним газом, який відрізняється тим, що при брикетуванні алмазовмісного затравочного порошку в нього додають тугоплавкі карбіди і кремній, а як алмаз використовують некласифіковані алмазні порошки розміром в діапазоні 1...80 мкм.2. Спосіб за п. 1, який відрізняється тим, що як...
Попередній патент: Холодильна установка
Наступний патент: Спосіб виготовлення вкладиша підшипника ковзання
Випадковий патент: Спосіб визначення атмосферного забруднення повітря