Спосіб виготовлення твердосплавного інструменту (варіанти)
Номер патенту: 74176
Опубліковано: 15.11.2005
Автори: Колот Олександр Володимирович, Колот Володимир Олександрович
Формула / Реферат
1. Спосіб виготовлення твердосплавного інструменту, що включає змішування порошків карбідів металів, пресування їх суміші в прес-формі з ударним впливом на суміш і наступне спікання, а також просочення кобальтом, який відрізняється тим, що ударний вплив здійснюють коливальними рухами прес-форми із сумішшю, частота яких дорівнює принаймні будь-якій зі спільних резонансних частот, вимірюють амплітуду коливань і при стабілізації значення останньої коливання припиняють.
2. Спосіб за п. 1, який відрізняється тим, що спільну резонансну частоту коливань прес-форми з сумішшю визначають перед пресуванням, для чого прикладають до прес-форми збудливі коливання у вибраному діапазоні частот, вимірюють амплітуду і частоту коливань і встановлюють резонансні піки.
3. Спосіб виготовлення твердосплавного інструменту, що включає змішування порошків карбідів металів, пресування їх суміші в прес-формі з ударним впливом на суміш і наступне спікання, а також просочення кобальтом, який відрізняється тим, що ударний вплив здійснюють коливальними рухами прес-форми із сумішшю, частота яких відповідає резонансним частотам коливань елементів прес-форми без суміші по визначеному напрямку коливань, які приймають за еталонні, вимірюють по цьому напрямку амплітуду коливань і при стабілізації значення останньої коливання припиняють.
4. Спосіб за п. 3, який відрізняється тим, що еталонні резонансні частоти визначають у процесі пресування на частотах коливань елементів прес-форми без суміші, при якому прикладають збудливі коливання до прес-форми в різних напрямках, вимірюють амплітуду і частоту коливань у визначених напрямках при фіксованому навантаженні пуансоном суміші в прес-формі, і встановлюють резонансні піки, що відповідають еталонним резонансним частотам.
5. Спосіб за пп. 3, 4, який відрізняється тим, що збудливі коливання прикладають від нижньої частини прес-форми назустріч переміщенню пуансона.
6. Спосіб за будь-яким з пп. 3-5, який відрізняється тим, що збудливі коливання прикладають по визначених шарах суміші.
7. Спосіб за будь-яким з пп. 3-6, який відрізняється тим, що збудливі коливання прикладають до прес-форми із сумішшю багаторазово.
8. Спосіб за будь-яким з пп. 3, 4-7, який відрізняється тим, що цикл збудливих коливань здійснюють шляхом багаторазового прикладання коливань до визначеного шару.
9. Спосіб за будь-яким з пп. 3-5, який відрізняється тим, що цикл збудливих коливань здійснюють шляхом прикладання коливань послідовно до кожного шару заданої групи шарів.
Текст
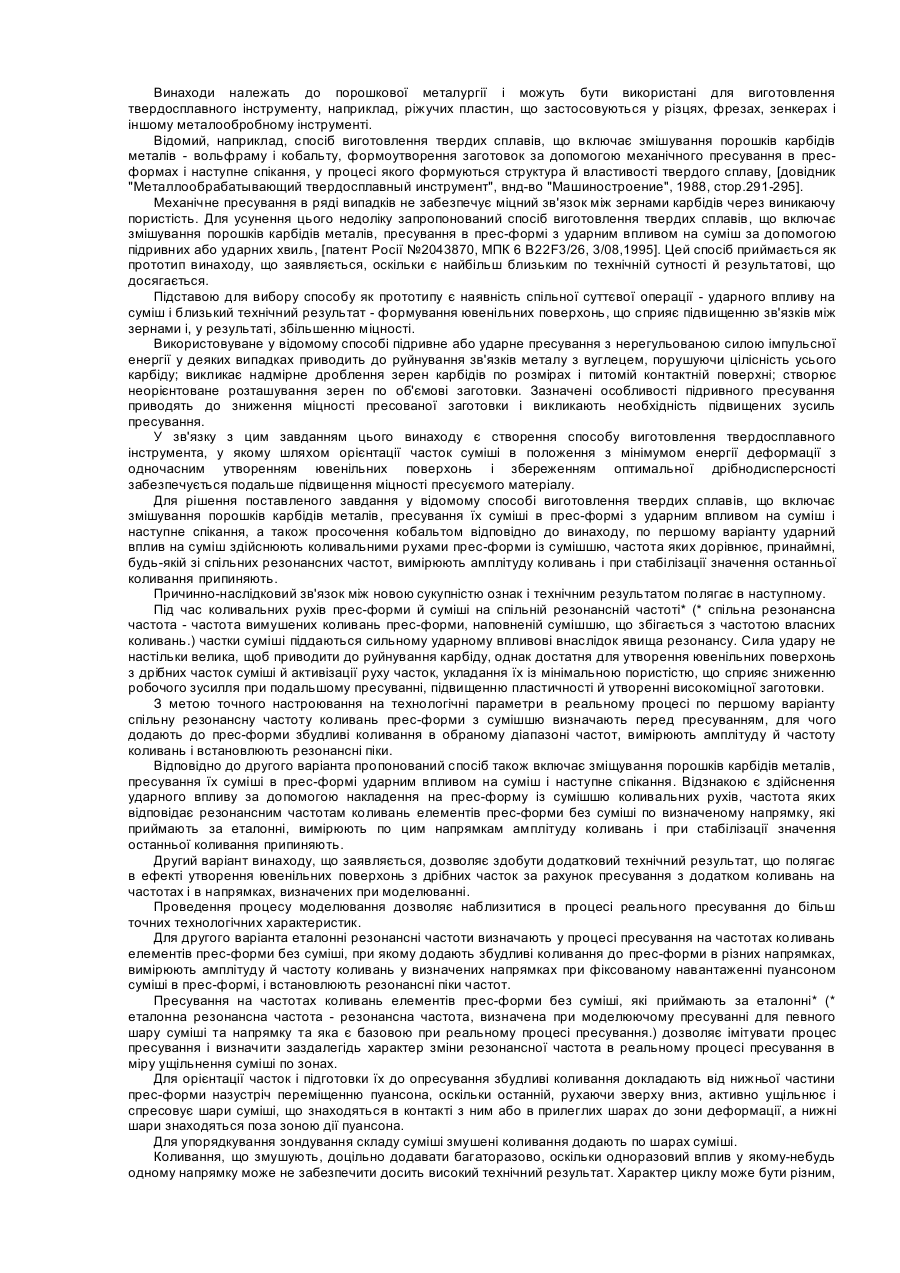
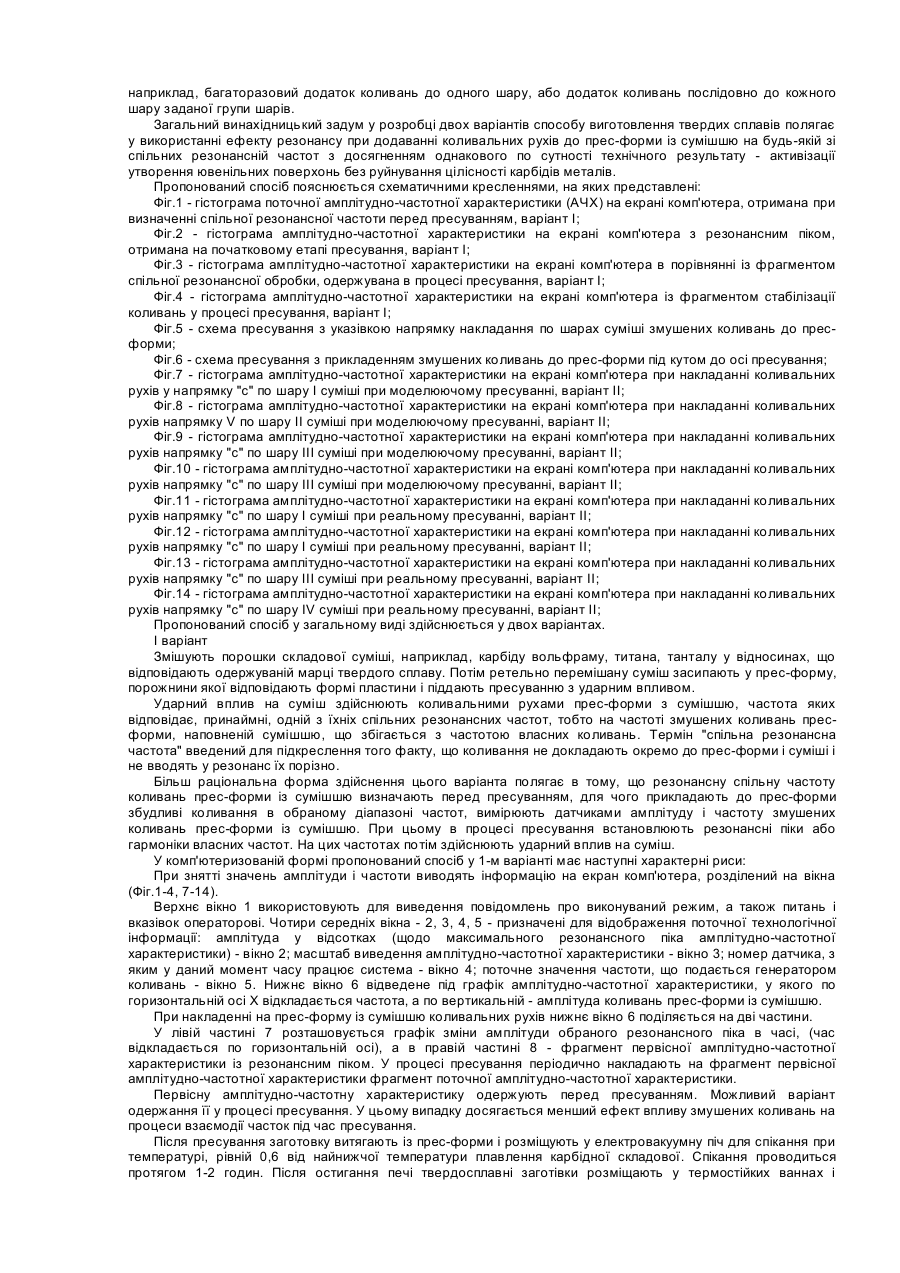
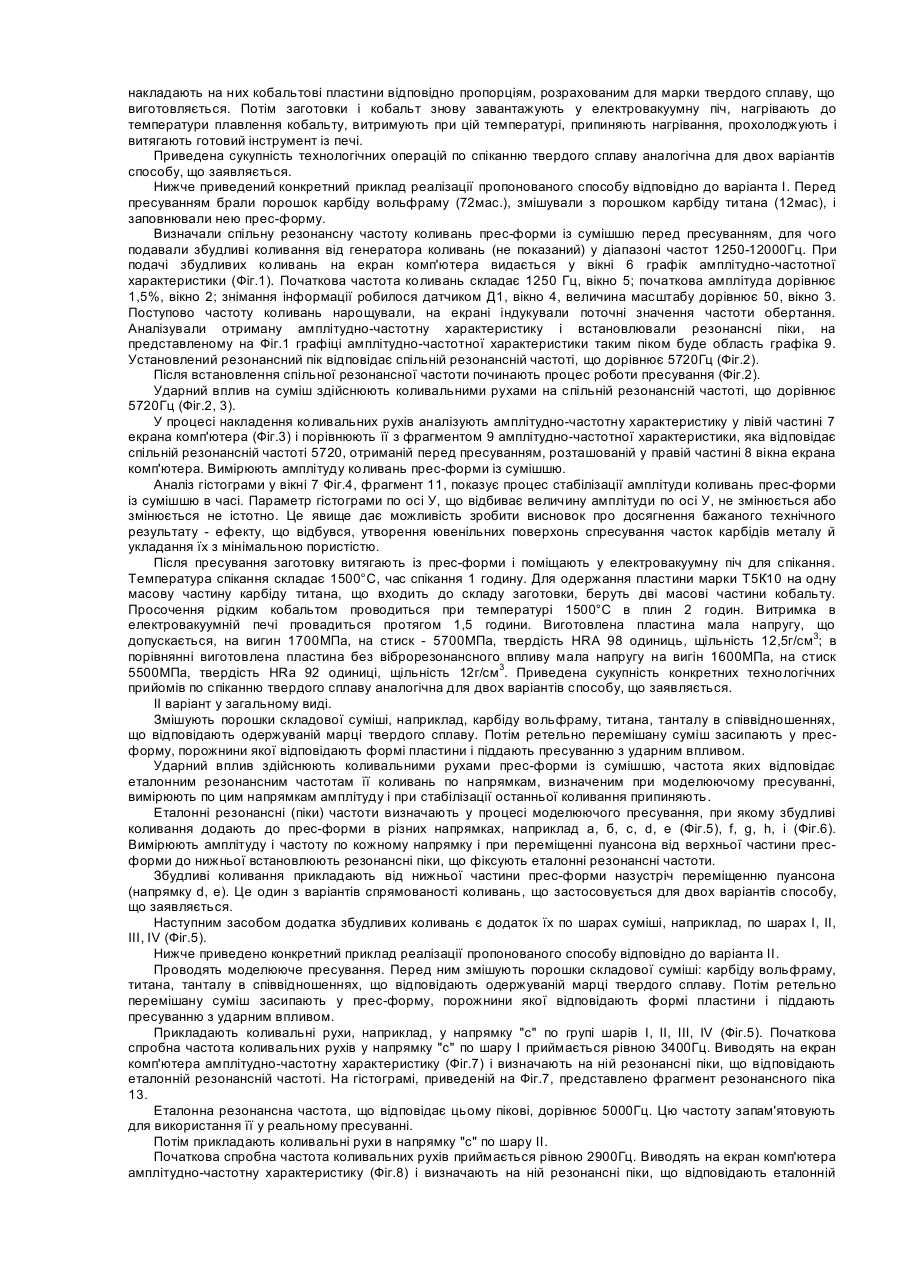
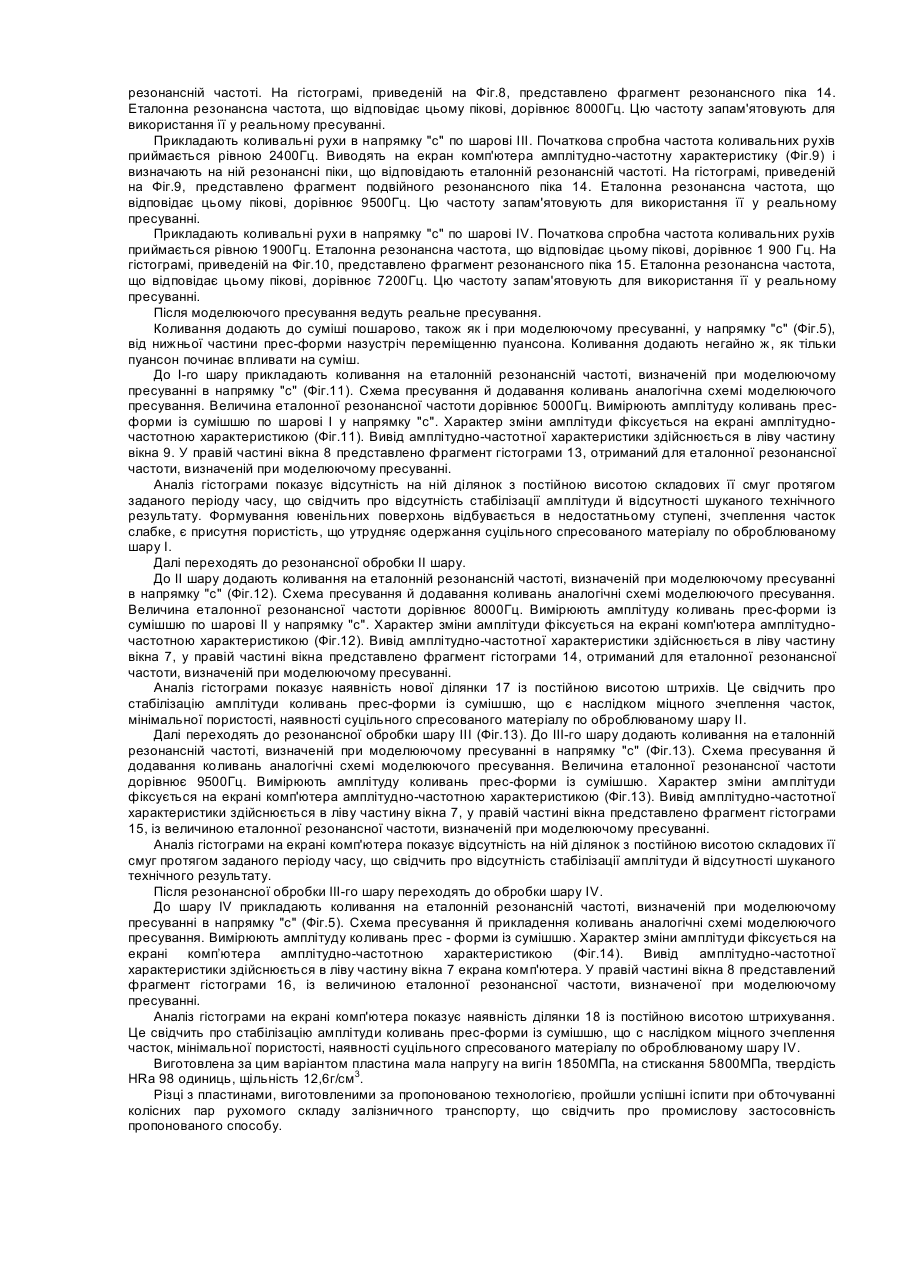
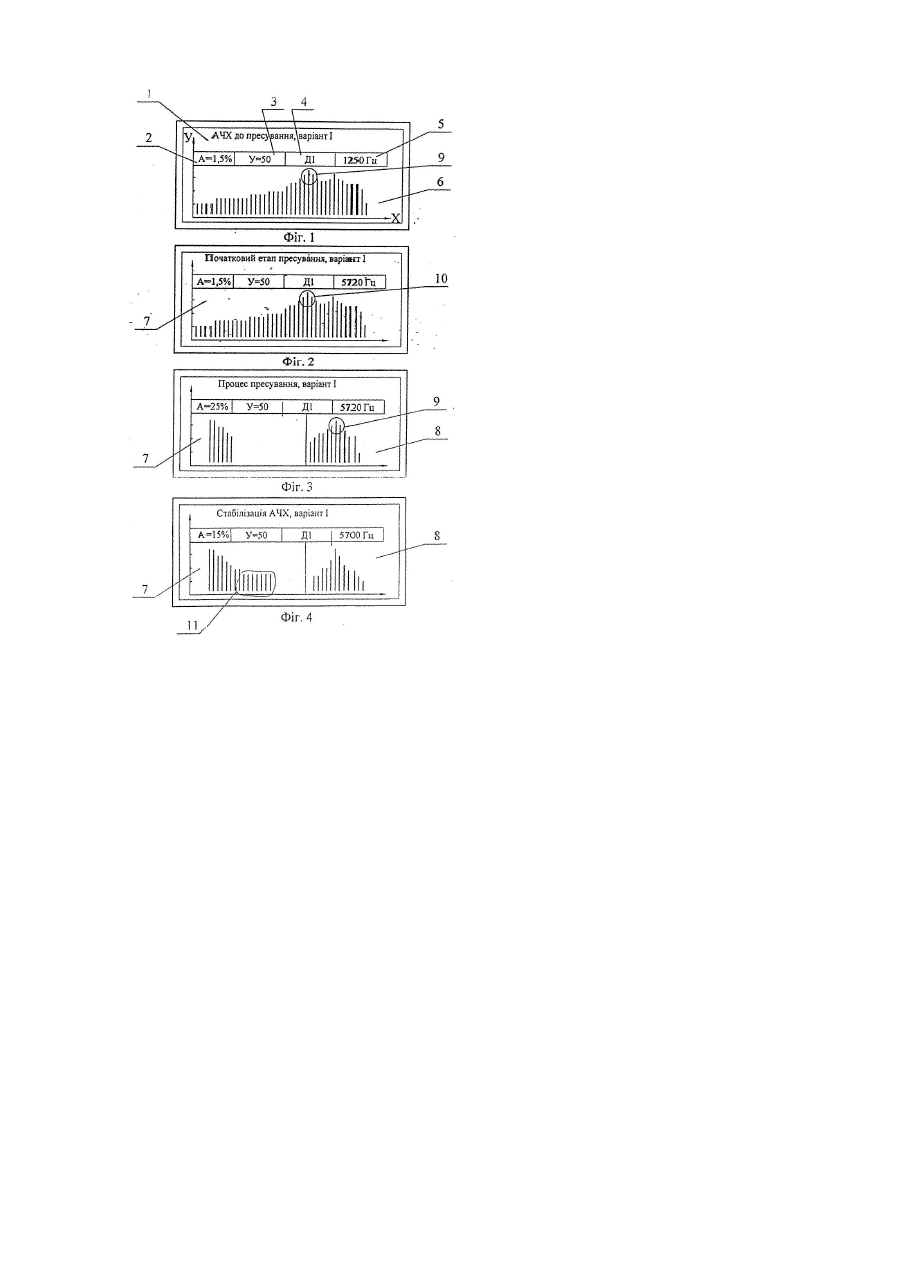
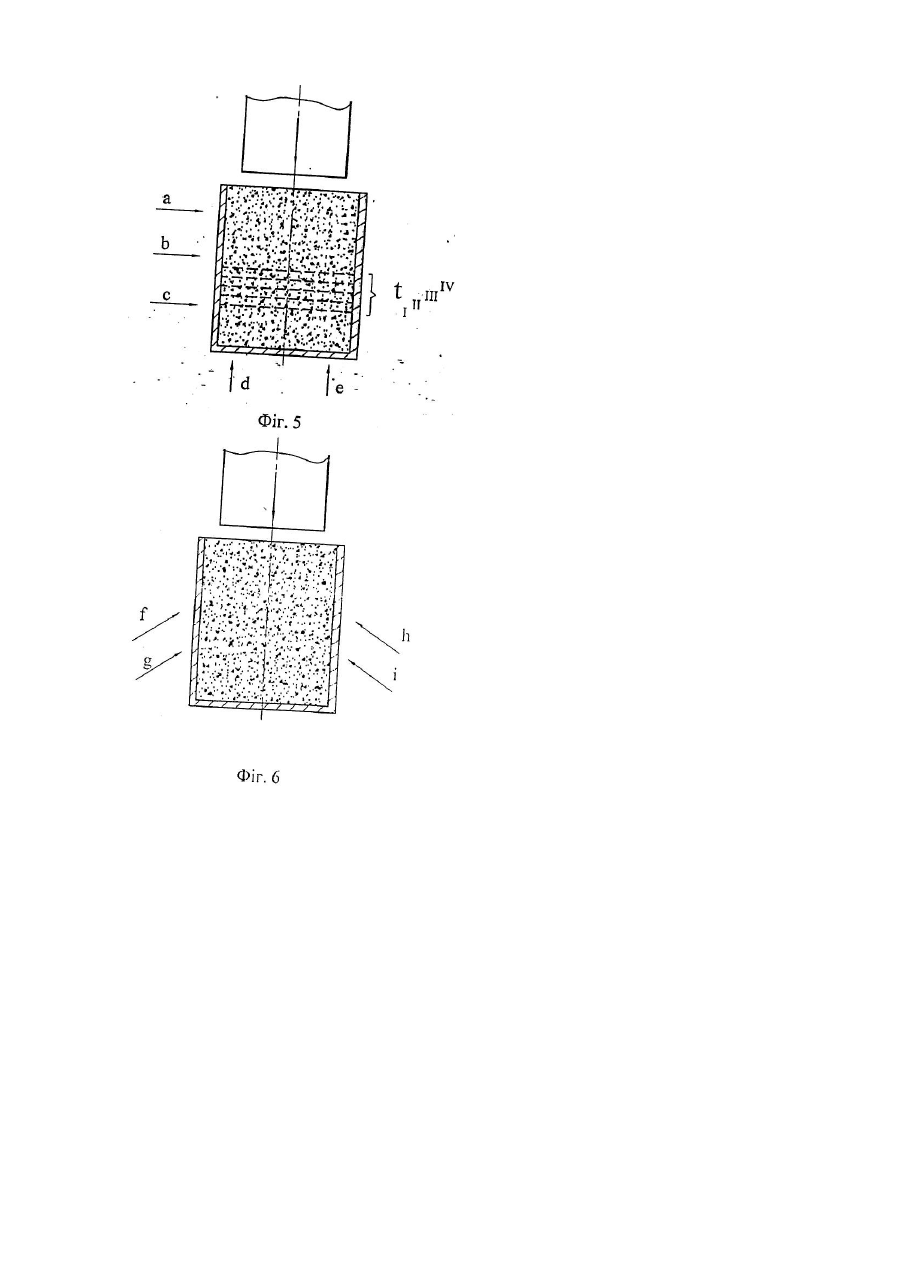
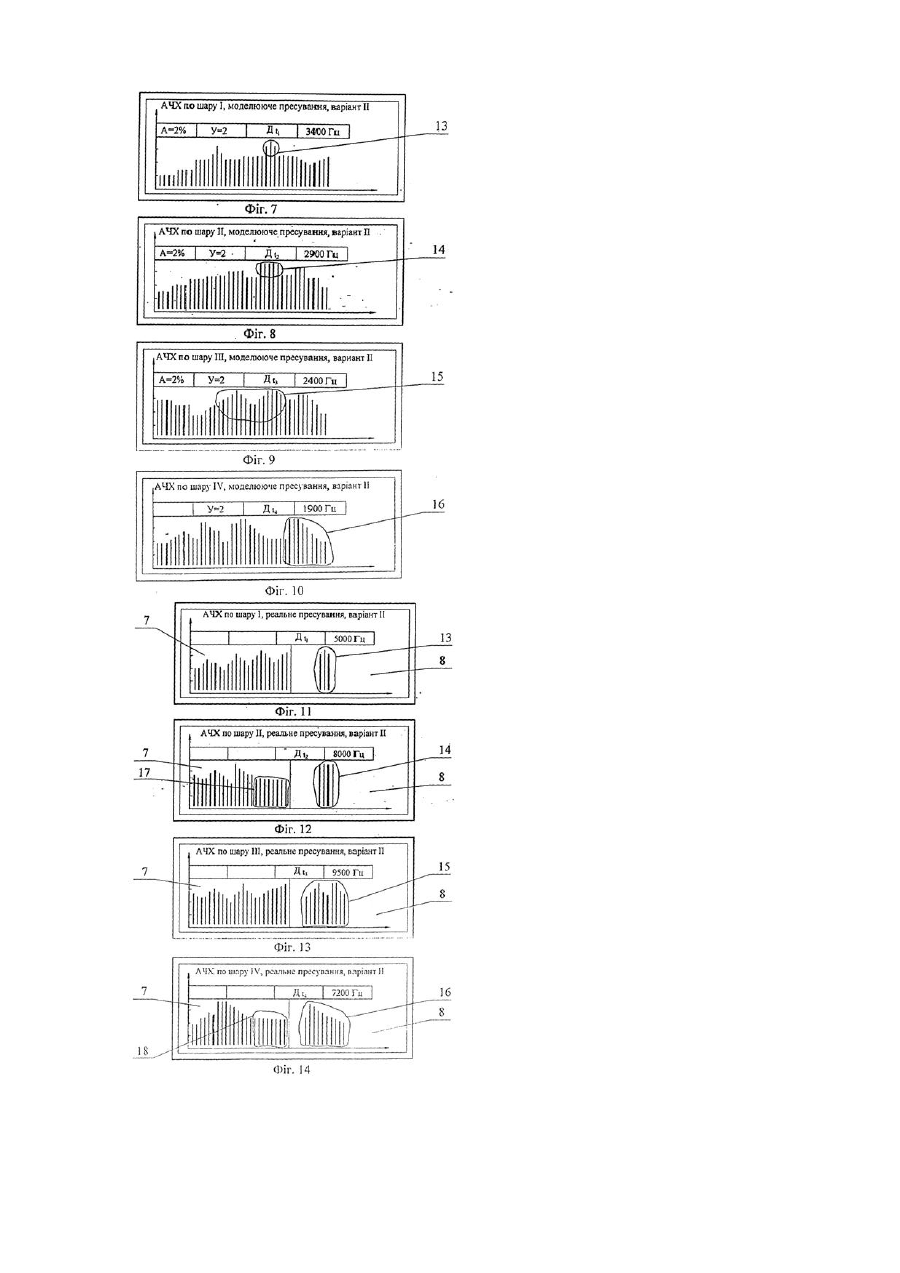
Винаходи належать до порошкової металургії і можуть бути використані для виготовлення твердосплавного інструменту, наприклад, ріжучих пластин, що застосовуються у різцях, фрезах, зенкерах і іншому металообробному інструменті. Відомий, наприклад, спосіб виготовлення твердих сплавів, що включає змішування порошків карбідів металів - вольфраму і кобальту, формоутворення заготовок за допомогою механічного пресування в пресформах і наступне спікання, у процесі якого формуються структура й властивості твердого сплаву, [довідник "Металлообрабатывающий твердосплавный инструмент", внд-во "Машиностроение", 1988, стор.291-295]. Механічне пресування в ряді випадків не забезпечує міцний зв'язок між зернами карбідів через виникаючу пористість. Для усунення цього недоліку запропонований спосіб виготовлення твердих сплавів, що включає змішування порошків карбідів металів, пресування в прес-формі з ударним впливом на суміш за допомогою підривних або ударних хвиль, [патент Росії №2043870, МПК 6 B22F3/26, 3/08,1995]. Цей спосіб приймається як прототип винаходу, що заявляється, оскільки є найбільш близьким по технічній сутності й результатові, що досягається. Підставою для вибору способу як прототипу є наявність спільної суттєвої операції - ударного впливу на суміш і близький технічний результат - формування ювенільних поверхонь, що сприяє підвищенню зв'язків між зернами і, у результаті, збільшенню міцності. Використовуване у відомому способі підривне або ударне пресування з нерегульованою силою імпульсної енергії у деяких випадках приводить до руйнування зв'язків металу з вуглецем, порушуючи цілісність усього карбіду; викликає надмірне дроблення зерен карбідів по розмірах і питомій контактній поверхні; створює неорієнтоване розташування зерен по об'ємові заготовки. Зазначені особливості підривного пресування приводять до зниження міцності пресованої заготовки і викликають необхідність підвищених зусиль пресування. У зв'язку з цим завданням цього винаходу є створення способу виготовлення твердосплавного інструмента, у якому шляхом орієнтації часток суміші в положення з мінімумом енергії деформації з одночасним утворенням ювенільних поверхонь і збереженням оптимальної дрібнодисперсності забезпечується подальше підвищення міцності пресуємого матеріалу. Для рішення поставленого завдання у відомому способі виготовлення твердих сплавів, що включає змішування порошків карбідів металів, пресування їх суміші в прес-формі з ударним впливом на суміш і наступне спікання, а також просочення кобальтом відповідно до винаходу, по першому варіанту ударний вплив на суміш здійснюють коливальними рухами прес-форми із сумішшю, частота яких дорівнює, принаймні, будь-якій зі спільних резонансних частот, вимірюють амплітуду коливань і при стабілізації значення останньої коливання припиняють. Причинно-наслідковий зв'язок між новою сукупністю ознак і технічним результатом полягає в наступному. Під час коливальних рухів прес-форми й суміші на спільній резонансній частоті* (* спільна резонансна частота - частота вимушених коливань прес-форми, наповненій сумішшю, що збігається з частотою власних коливань.) частки суміші піддаються сильному ударному впливові внаслідок явища резонансу. Сила удару не настільки велика, щоб приводити до руйнування карбіду, однак достатня для утворення ювенільних поверхонь з дрібних часток суміші й активізації руху часток, укладання їх із мінімальною пористістю, що сприяє зниженню робочого зусилля при подальшому пресуванні, підвищенню пластичності й утворенні високоміцної заготовки. З метою точного настроювання на технологічні параметри в реальному процесі по першому варіанту спільну резонансну частоту коливань прес-форми з сумішшю визначають перед пресуванням, для чого додають до прес-форми збудливі коливання в обраному діапазоні частот, вимірюють амплітуду й частоту коливань і встановлюють резонансні піки. Відповідно до другого варіанта пропонований спосіб також включає зміщування порошків карбідів металів, пресування їх суміші в прес-формі ударним впливом на суміш і наступне спікання. Відзнакою є здійснення ударного впливу за допомогою накладення на прес-форму із сумішшю коливальних рухів, частота яких відповідає резонансним частотам коливань елементів прес-форми без суміші по визначеному напрямку, які приймають за еталонні, вимірюють по цим напрямкам амплітуду коливань і при стабілізації значення останньої коливання припиняють. Другий варіант винаходу, що заявляється, дозволяє здобути додатковий технічний результат, що полягає в ефекті утворення ювенільних поверхонь з дрібних часток за рахунок пресування з додатком коливань на частотах і в напрямках, визначених при моделюванні. Проведення процесу моделювання дозволяє наблизитися в процесі реального пресування до більш точних технологічних характеристик. Для другого варіанта еталонні резонансні частоти визначають у процесі пресування на частотах коливань елементів прес-форми без суміші, при якому додають збудливі коливання до прес-форми в різних напрямках, вимірюють амплітуду й частоту коливань у визначених напрямках при фіксованому навантаженні пуансоном суміші в прес-формі, і встановлюють резонансні піки частот. Пресування на частотах коливань елементів прес-форми без суміші, які приймають за еталонні* (* еталонна резонансна частота - резонансна частота, визначена при моделюючому пресуванні для певного шару суміші та напрямку та яка є базовою при реальному процесі пресування.) дозволяє імітувати процес пресування і визначити заздалегідь характер зміни резонансної частота в реальному процесі пресування в міру ущільнення суміші по зонах. Для орієнтації часток і підготовки їх до опресування збудливі коливання докладають від нижньої частини прес-форми назустріч переміщенню пуансона, оскільки останній, рухаючи зверху вниз, активно ущільнює і спресовує шари суміші, що знаходяться в контакті з ним або в прилеглих шарах до зони деформації, а нижні шари знаходяться поза зоною дії пуансона. Для упорядкування зондування складу суміші змушені коливання додають по шарах суміші. Коливання, що змушують, доцільно додавати багаторазово, оскільки одноразовий вплив у якому-небудь одному напрямку може не забезпечити досить високий технічний результат. Характер циклу може бути різним, наприклад, багаторазовий додаток коливань до одного шару, або додаток коливань послідовно до кожного шару заданої групи шарів. Загальний винахідницький задум у розробці двох варіантів способу виготовлення твердих сплавів полягає у використанні ефекту резонансу при додаванні коливальних рухів до прес-форми із сумішшю на будь-якій зі спільних резонансній частот з досягненням однакового по сутності технічного результату - активізації утворення ювенільних поверхонь без руйнування цілісності карбідів металів. Пропонований спосіб пояснюється схематичними кресленнями, на яких представлені: Фіг.1 - гістограма поточної амплітудно-частотної характеристики (АЧХ) на екрані комп'ютера, отримана при визначенні спільної резонансної частоти перед пресуванням, варіант І; Фіг.2 - гістограма амплітудно-частотної характеристики на екрані комп'ютера з резонансним піком, отримана на початковому етапі пресування, варіант І; Фіг.3 - гістограма амплітудно-частотної характеристики на екрані комп'ютера в порівнянні із фрагментом спільної резонансної обробки, одержувана в процесі пресування, варіант І; Фіг.4 - гістограма амплітудно-частотної характеристики на екрані комп'ютера із фрагментом стабілізації коливань у процесі пресування, варіант І; Фіг.5 - схема пресування з указівкою напрямку накладання по шарах суміші змушених коливань до пресформи; Фіг.6 - схема пресування з прикладенням змушених коливань до прес-форми під кутом до осі пресування; Фіг.7 - гістограма амплітудно-частотної характеристики на екрані комп'ютера при накладанні коливальних рухів у напрямку "с" по шару І суміші при моделюючому пресуванні, варіант II; Фіг.8 - гістограма амплітудно-частотної характеристики на екрані комп'ютера при накладанні коливальних рухів напрямку V по шару II суміші при моделюючому пресуванні, варіант II; Фіг.9 - гістограма амплітудно-частотної характеристики на екрані комп'ютера при накладанні коливальних рухів напрямку "с" по шару III суміші при моделюючому пресуванні, варіант II; Фіг.10 - гістограма амплітудно-частотної характеристики на екрані комп'ютера при накладанні коливальних рухів напрямку "с" по шару III суміші при моделюючому пресуванні, варіант II; Фіг.11 - гістограма амплітудно-частотної характеристики на екрані комп'ютера при накладанні коливальних рухів напрямку "с" по шару І суміші при реальному пресуванні, варіант II; Фіг.12 - гістограма амплітудно-частотної характеристики на екрані комп'ютера при накладанні коливальних рухів напрямку "с" по шару І суміші при реальному пресуванні, варіант ІІ; Фіг.13 - гістограма амплітудно-частотної характеристики на екрані комп'ютера при накладанні коливальних рухів напрямку "с" по шару III суміші при реальному пресуванні, варіант II; Фіг.14 - гістограма амплітудно-частотної характеристики на екрані комп'ютера при накладанні коливальних рухів напрямку "с" по шару IV суміші при реальному пресуванні, варіант II; Пропонований спосіб у загальному виді здійснюється у двох варіантах. І варіант Змішують порошки складової суміші, наприклад, карбіду вольфраму, титана, танталу у відносинах, що відповідають одержуваній марці твердого сплаву. Потім ретельно перемішану суміш засипають у прес-форму, порожнини якої відповідають формі пластини і піддають пресуванню з ударним впливом. Ударний вплив на суміш здійснюють коливальними рухами прес-форми з сумішшю, частота яких відповідає, принаймні, одній з їхніх спільних резонансних частот, тобто на частоті змушених коливань пресформи, наповненій сумішшю, що збігається з частотою власних коливань. Термін "спільна резонансна частота" введений для підкреслення того факту, що коливання не докладають окремо до прес-форми і суміші і не вводять у резонанс їх порізно. Більш раціональна форма здійснення цього варіанта полягає в тому, що резонансну спільну частоту коливань прес-форми із сумішшю визначають перед пресуванням, для чого прикладають до прес-форми збудливі коливання в обраному діапазоні частот, вимірюють датчиками амплітуду і частоту змушених коливань прес-форми із сумішшю. При цьому в процесі пресування встановлюють резонансні піки або гармоніки власних частот. На цих частотах потім здійснюють ударний вплив на суміш. У комп'ютеризованій формі пропонований спосіб у 1-м варіанті має наступні характерні риси: При знятті значень амплітуди і частоти виводять інформацію на екран комп'ютера, розділений на вікна (Фіг.1-4, 7-14). Верхнє вікно 1 використовують для виведення повідомлень про виконуваний режим, а також питань і вказівок операторові. Чотири середніх вікна - 2, 3, 4, 5 - призначені для відображення поточної технологічної інформації: амплітуда у відсотках (щодо максимального резонансного піка амплітудно-частотної характеристики) - вікно 2; масштаб виведення амплітудно-частотної характеристики - вікно 3; номер датчика, з яким у даний момент часу працює система - вікно 4; поточне значення частоти, що подається генератором коливань - вікно 5. Нижнє вікно 6 відведене під графік амплітудно-частотної характеристики, у якого по горизонтальній осі X відкладається частота, а по вертикальній - амплітуда коливань прес-форми із сумішшю. При накладенні на прес-форму із сумішшю коливальних рухів нижнє вікно 6 поділяється на дві частини. У лівій частині 7 розташовується графік зміни амплітуди обраного резонансного піка в часі, (час відкладається по горизонтальній осі), а в правій частині 8 - фрагмент первісної амплітудно-частотної характеристики із резонансним піком. У процесі пресування періодично накладають на фрагмент первісної амплітудно-частотної характеристики фрагмент поточної амплітудно-частотної характеристики. Первісну амплітудно-частотну характеристику одержують перед пресуванням. Можливий варіант одержання її у процесі пресування. У цьому випадку досягається менший ефект впливу змушених коливань на процеси взаємодії часток під час пресування. Після пресування заготовку витягають із прес-форми і розміщують у електровакуумну піч для спікання при температурі, рівній 0,6 від найнижчої температури плавлення карбідної складової. Спікання проводиться протягом 1-2 годин. Після остигання печі твердосплавні заготівки розміщають у термостійких ваннах і накладають на них кобальтові пластини відповідно пропорціям, розрахованим для марки твердого сплаву, що виготовляється. Потім заготовки і кобальт знову завантажують у електровакуумну піч, нагрівають до температури плавлення кобальту, витримують при цій температурі, припиняють нагрівання, прохолоджують і витягають готовий інструмент із печі. Приведена сукупність технологічних операцій по спіканню твердого сплаву аналогічна для двох варіантів способу, що заявляється. Нижче приведений конкретний приклад реалізації пропонованого способу відповідно до варіанта І. Перед пресуванням брали порошок карбіду вольфраму (72мас.), змішували з порошком карбіду титана (12мас), і заповнювали нею прес-форму. Визначали спільну резонансну частоту коливань прес-форми із сумішшю перед пресуванням, для чого подавали збудливі коливання від генератора коливань (не показаний) у діапазоні частот 1250-12000Гц. При подачі збудливих коливань на екран комп'ютера видається у вікні 6 графік амплітудно-частотної характеристики (Фіг.1). Початкова частота коливань складає 1250 Гц, вікно 5; початкова амплітуда дорівнює 1,5%, вікно 2; знімання інформації робилося датчиком Д1, вікно 4, величина масштабу дорівнює 50, вікно 3. Поступово частоту коливань нарощували, на екрані індукували поточні значення частоти обертання. Аналізували отриману амплітудно-частотну характеристику і встановлювали резонансні піки, на представленому на Фіг.1 графіці амплітудно-частотної характеристики таким піком буде область графіка 9. Установлений резонансний пік відповідає спільній резонансній частоті, що дорівнює 5720Гц (Фіг.2). Після встановлення спільної резонансної частоти починають процес роботи пресування (Фіг.2). Ударний вплив на суміш здійснюють коливальними рухами на спільній резонансній частоті, що дорівнює 5720Гц (Фіг.2, 3). У процесі накладення коливальних рухів аналізують амплітудно-частотну характеристику у лівій частині 7 екрана комп'ютера (Фіг.3) і порівнюють її з фрагментом 9 амплітудно-частотної характеристики, яка відповідає спільній резонансній частоті 5720, отриманій перед пресуванням, розташованій у правій частині 8 вікна екрана комп'ютера. Вимірюють амплітуду коливань прес-форми із сумішшю. Аналіз гістограми у вікні 7 Фіг.4, фрагмент 11, показує процес стабілізації амплітуди коливань прес-форми із сумішшю в часі. Параметр гістограми по осі У, що відбиває величину амплітуди по осі У, не змінюється або змінюється не істотно. Це явище дає можливість зробити висновок про досягнення бажаного технічного результату - ефекту, що відбувся, утворення ювенільних поверхонь спресування часток карбідів металу й укладання їх з мінімальною пористістю. Після пресування заготовку витягають із прес-форми і поміщають у електровакуумну піч для спікання. Температура спікання складає 1500°С, час спікання 1 годину. Для одержання пластини марки Т5К10 на одну масову частину карбіду титана, що входить до складу заготовки, беруть дві масові частини кобальту. Просочення рідким кобальтом проводиться при температурі 1500°С в плин 2 годин. Витримка в електровакуумній печі провадиться протягом 1,5 години. Виготовлена пластина мала напругу, що допускається, на вигин 1700МПа, на стиск - 5700МПа, твердість HRA 98 одиниць, щільність 12,5г/см3; в порівнянні виготовлена пластина без віброрезонансного впливу мала напругу на вигін 1600МПа, на стиск 5500МПа, твердість HRa 92 одиниці, щільність 12г/см3. Приведена сукупність конкретних технологічних прийомів по спіканню твердого сплаву аналогічна для двох варіантів способу, що заявляється. ІІ варіант у загальному виді. Змішують порошки складової суміші, наприклад, карбіду вольфраму, титана, танталу в співвідношеннях, що відповідають одержуваній марці твердого сплаву. Потім ретельно перемішану суміш засипають у пресформу, порожнини якої відповідають формі пластини і піддають пресуванню з ударним впливом. Ударний вплив здійснюють коливальними рухами прес-форми із сумішшю, частота яких відповідає еталонним резонансним частотам її коливань по напрямкам, визначеним при моделюючому пресуванні, вимірюють по цим напрямкам амплітуду і при стабілізації останньої коливання припиняють. Еталонні резонансні (піки) частоти визначають у процесі моделюючого пресування, при якому збудливі коливання додають до прес-форми в різних напрямках, наприклад а, б, с, d, е (Фіг.5), f, g, h, і (Фіг.6). Вимірюють амплітуду і частоту по кожному напрямку і при переміщенні пуансона від верхньої частини пресформи до нижньої встановлюють резонансні піки, що фіксують еталонні резонансні частоти. Збудливі коливання прикладають від нижньої частини прес-форми назустріч переміщенню пуансона (напрямку d, e). Це один з варіантів спрямованості коливань, що застосовується для двох варіантів способу, що заявляється. Наступним засобом додатка збудливих коливань є додаток їх по шарах суміші, наприклад, по шарах І, II, III, IV (Фіг.5). Нижче приведено конкретний приклад реалізації пропонованого способу відповідно до варіанта ІІ. Проводять моделююче пресування. Перед ним змішують порошки складової суміші: карбіду вольфраму, титана, танталу в співвідношеннях, що відповідають одержуваній марці твердого сплаву. Потім ретельно перемішану суміш засипають у прес-форму, порожнини якої відповідають формі пластини і піддають пресуванню з ударним впливом. Прикладають коливальні рухи, наприклад, у напрямку "с" по групі шарів І, II, III, IV (Фіг.5). Початкова спробна частота коливальних рухів у напрямку "с" по шару І приймається рівною 3400Гц. Виводять на екран комп'ютера амплітудно-частотну характеристику (Фіг.7) і визначають на ній резонансні піки, що відповідають еталонній резонансній частоті. На гістограмі, приведеній на Фіг.7, представлено фрагмент резонансного піка 13. Еталонна резонансна частота, що відповідає цьому пікові, дорівнює 5000Гц. Цю частоту запам'ятовують для використання її у реальному пресуванні. Потім прикладають коливальні рухи в напрямку "с" по шару II. Початкова спробна частота коливальних рухів приймається рівною 2900Гц. Виводять на екран комп'ютера амплітудно-частотну характеристику (Фіг.8) і визначають на ній резонансні піки, що відповідають еталонній резонансній частоті. На гістограмі, приведеній на Фіг.8, представлено фрагмент резонансного піка 14. Еталонна резонансна частота, що відповідає цьому пікові, дорівнює 8000Гц. Цю частоту запам'ятовують для використання її у реальному пресуванні. Прикладають коливальні рухи в напрямку "с" по шарові ІІІ. Початкова спробна частота коливальних рухів приймається рівною 2400Гц. Виводять на екран комп'ютера амплітудно-частотну характеристику (Фіг.9) і визначають на ній резонансні піки, що відповідають еталонній резонансній частоті. На гістограмі, приведеній на Фіг.9, представлено фрагмент подвійного резонансного піка 14. Еталонна резонансна частота, що відповідає цьому пікові, дорівнює 9500Гц. Цю частоту запам'ятовують для використання її у реальному пресуванні. Прикладають коливальні рухи в напрямку "с" по шарові IV. Початкова спробна частота коливальних рухів приймається рівною 1900Гц. Еталонна резонансна частота, що відповідає цьому пікові, дорівнює 1 900 Гц. На гістограмі, приведеній на Фіг.10, представлено фрагмент резонансного піка 15. Еталонна резонансна частота, що відповідає цьому пікові, дорівнює 7200Гц. Цю частоту запам'ятовують для використання її у реальному пресуванні. Після моделюючого пресування ведуть реальне пресування. Коливання додають до суміші пошарово, також як і при моделюючому пресуванні, у напрямку "с" (Фіг.5), від нижньої частини прес-форми назустріч переміщенню пуансона. Коливання додають негайно ж, як тільки пуансон починає впливати на суміш. До І-го шару прикладають коливання на еталонній резонансній частоті, визначеній при моделюючому пресуванні в напрямку "с" (Фіг.11). Схема пресування й додавання коливань аналогічна схемі моделюючого пресування. Величина еталонної резонансної частоти дорівнює 5000Гц. Вимірюють амплітуду коливань пресформи із сумішшю по шарові І у напрямку "с". Характер зміни амплітуди фіксується на екрані амплітудночастотною характеристикою (Фіг.11). Вивід амплітудно-частотної характеристики здійснюється в ліву частину вікна 9. У правій частині вікна 8 представлено фрагмент гістограми 13, отриманий для еталонної резонансної частоти, визначеній при моделюючому пресуванні. Аналіз гістограми показує відсутність на ній ділянок з постійною висотою складових її смуг протягом заданого періоду часу, що свідчить про відсутність стабілізації амплітуди й відсутності шуканого технічного результату. Формування ювенільних поверхонь відбувається в недостатньому ступені, зчеплення часток слабке, є присутня пористість, що утрудняє одержання суцільного спресованого матеріалу по оброблюваному шару І. Далі переходять до резонансної обробки II шару. До II шару додають коливання на еталонній резонансній частоті, визначеній при моделюючому пресуванні в напрямку "с" (Фіг.12). Схема пресування й додавання коливань аналогічні схемі моделюючого пресування. Величина еталонної резонансної частоти дорівнює 8000Гц. Вимірюють амплітуду коливань прес-форми із сумішшю по шарові II у напрямку "с". Характер зміни амплітуди фіксується на екрані комп'ютера амплітудночастотною характеристикою (Фіг.12). Вивід амплітудно-частотної характеристики здійснюється в ліву частину вікна 7, у правій частині вікна представлено фрагмент гістограми 14, отриманий для еталонної резонансної частоти, визначеній при моделюючому пресуванні. Аналіз гістограми показує наявність нової ділянки 17 із постійною висотою штрихів. Це свідчить про стабілізацію амплітуди коливань прес-форми із сумішшю, що є наслідком міцного зчеплення часток, мінімальної пористості, наявності суцільного спресованого матеріалу по оброблюваному шару IІ. Далі переходять до резонансної обробки шару III (Фіг.13). До ІІІ-го шару додають коливання на еталонній резонансній частоті, визначеній при моделюючому пресуванні в напрямку "с" (Фіг.13). Схема пресування й додавання коливань аналогічні схемі моделюючого пресування. Величина еталонної резонансної частоти дорівнює 9500Гц. Вимірюють амплітуду коливань прес-форми із сумішшю. Характер зміни амплітуди фіксується на екрані комп'ютера амплітудно-частотною характеристикою (Фіг.13). Вивід амплітудно-частотної характеристики здійснюється в ліву частину вікна 7, у правій частині вікна представлено фрагмент гістограми 15, із величиною еталонної резонансної частоти, визначеній при моделюючому пресуванні. Аналіз гістограми на екрані комп'ютера показує відсутність на ній ділянок з постійною висотою складових її смуг протягом заданого періоду часу, що свідчить про відсутність стабілізації амплітуди й відсутності шуканого технічного результату. Після резонансної обробки ІІІ-го шару переходять до обробки шару IV. До шару IV прикладають коливання на еталонній резонансній частоті, визначеній при моделюючому пресуванні в напрямку "с" (Фіг.5). Схема пресування й прикладення коливань аналогічні схемі моделюючого пресування. Вимірюють амплітуду коливань прес - форми із сумішшю. Характер зміни амплітуди фіксується на екрані комп’ютера амплітудно-частотною характеристикою (Фіг.14). Вивід амплітудно-частотної характеристики здійснюється в ліву частину вікна 7 екрана комп'ютера. У правій частині вікна 8 представлений фрагмент гістограми 16, із величиною еталонної резонансної частоти, визначеної при моделюючому пресуванні. Аналіз гістограми на екрані комп'ютера показує наявність ділянки 18 із постійною висотою штрихування. Це свідчить про стабілізацію амплітуди коливань прес-форми із сумішшю, що с наслідком міцного зчеплення часток, мінімальної пористості, наявності суцільного спресованого матеріалу по оброблюваному шару IV. Виготовлена за цим варіантом пластина мала напругу на вигін 1850МПа, на стискання 5800МПа, твердість HRa 98 одиниць, щільність 12,6г/см3. Різці з пластинами, виготовленими за пропонованою технологією, пройшли успішні іспити при обточуванні колісних пар рухомого складу залізничного транспорту, що свідчить про промислову застосовність пропонованого способу.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of cemented-carbide tool /variants/
Автори англійськоюKolot Volodymyr Oleksandrovych, Kolot Oleksandr Volodymyrovych
Назва патенту російськоюСпособ изготовления твердосплавного инструмента (варианты)
Автори російськоюКолот Владимир Александрович, Колот Александр Владимирович
МПК / Мітки
МПК: B22F 3/26, B22F 3/093, C22C 1/05, B22F 3/16
Мітки: виготовлення, інструменту, твердосплавного, спосіб, варіанти
Код посилання
<a href="https://ua.patents.su/7-74176-sposib-vigotovlennya-tverdosplavnogo-instrumentu-varianti.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення твердосплавного інструменту (варіанти)</a>
Спосіб виготовлення твердосплавного інструменту ( варіанти)
Номер патенту: 72835
Опубліковано: 15.04.2005
Автори: Колот Олександр Володимирович, Колот Володимир Олександрович, Коваленко Олександр Дмитрович
МПК: B22F 3/08, C22C 1/05, B22F 3/26
Мітки: спосіб, варіанти, твердосплавного, виготовлення, інструменту
Формула / Реферат:
1. Спосіб виготовлення твердосплавного інструменту, що включає змішування порошків карбідів металів, пресування в прес-формі і наступне спікання, який відрізняється тим, що після змішування виконують попереднє пресування суміші, потім піддають суміш глибокому охолодженню і далі виконують остаточне пресування.2. Спосіб за п. 1, який відрізняється тим, що глибоке охолодження проводять у межах температур від -120 до -210°С.3....
Спосіб підвищення зносостійкості твердосплавного різального інструменту
Номер патенту: 31610
Опубліковано: 15.12.2000
Автори: Мілько Володимир Володимирович, Мазур Микола Петрович
МПК: B22F 3/24
Мітки: твердосплавного, спосіб, зносостійкості, різального, інструменту, підвищення
Текст:
...2) перехід на обробку з нормативними режимами, що допускаються потужністю верстату і жорсткістю системи різання, яка продовжується до зношування зносостійкого поверхневого шару (5... 15 хв); 3) по завершенню цього часу проводиться відновлення зносостійкого поверхневого шару переходом на різання з оптимальною швидкістю, вирахованою для інструменту вже зношеного за попередній період роботи, і потім повторення циклу переходом на обробку з...
Спосіб обробки твердосплавного інструменту

Номер патенту: 8619
Опубліковано: 30.09.1996
Автори: Севастьянов Валентин Федорович, Чикрижов Олександр Михайлович, Верещака Анатолій Степанович, Андреєв Анатолій Афанасійович, Падалка Валентин Глібович
МПК: C23C 20/00
Мітки: спосіб, інструменту, твердосплавного, обробки
Прес-форма для виготовлення абразивного інструменту, переважно відрізних кругів
Номер патенту: 38317
Опубліковано: 15.05.2001
Автори: Муровський Валерій Олександрович, Ігнатенко Валерій Іванович, Петренко Анатолій Петрович
МПК: B22F 3/14, B30B 15/02
Мітки: прес-форма, переважно, виготовлення, відрізних, кругів, абразивного, інструменту
Текст:
...двох згаданих кілець 1,2 і ступінчастим кільцем 9 встановлено два кільцеві вкладиші II, внутрішня поверхня яких і двох згаданих кілець 1,2 обмежує пресові камери 7 зовні. Описане складання /зборку/ можна не скріплювати болтовим з'єднанням 10, а просто підпресувати елементи між собою. Робочий торець кожного пуансона 3,4 і звернена до них поверхня ступінчастого кільця 9 мають западини 12, призначені для створення відповідних виступів на...
Прес-форма для виготовлення абразивного інструменту, переважно відрізних кругів
Номер патенту: 30100
Опубліковано: 15.11.2000
Автор: Ігнатенко Валерій Іванович
МПК: B30B 15/00, B22F 3/14
Мітки: абразивного, виготовлення, відрізних, прес-форма, переважно, інструменту, кругів
Формула / Реферат:
1. Прес-форма для виготовлення абразивного інструмента, переважно відрізних кругів, що містить матрицю, яка охоплює зустрічно встановлені пуансони і розміщені усередині них накладки, що утворюють у зборі пресову камеру, причому кожна з накладок складається з двох елементів: вертикального, який обмежує пресову камеру зсередини, і горизонтального, призначеного для взаємодії з корпусом інструмента, яка відрізняється тим, що матриця виконана у...
Попередній патент: Синтетичне живильне середовище для культивування туберкуліногенних штамів мікобактерій
Наступний патент: Спосіб одержання кристалічної каротиноїдної сполуки
Випадковий патент: Робочий орган роторного забірника