Спосіб зміцнення деталі складної форми з чавуну, сталі, сплавів металів, скла та інших матеріалів
Формула / Реферат
Спосіб зміцнення деталі складної форми з чавуну, сталі, сплавів металів, скла та інших матеріалів після їх виготовлення або виготовлення з наступним штучним або природним старінням, який відрізняється тим, що деталь піддають об'ємному надвисокому гідростатичному обтисненню при температурі від 4 до 20 °С з плавним підйомом тиску від атмосферного до 20-100 МПа, витримкою часу при максимальному тиску згідно з технологічними картами обробки деталей та з подальшим плавним зниженням тиску до атмосферного.
Текст
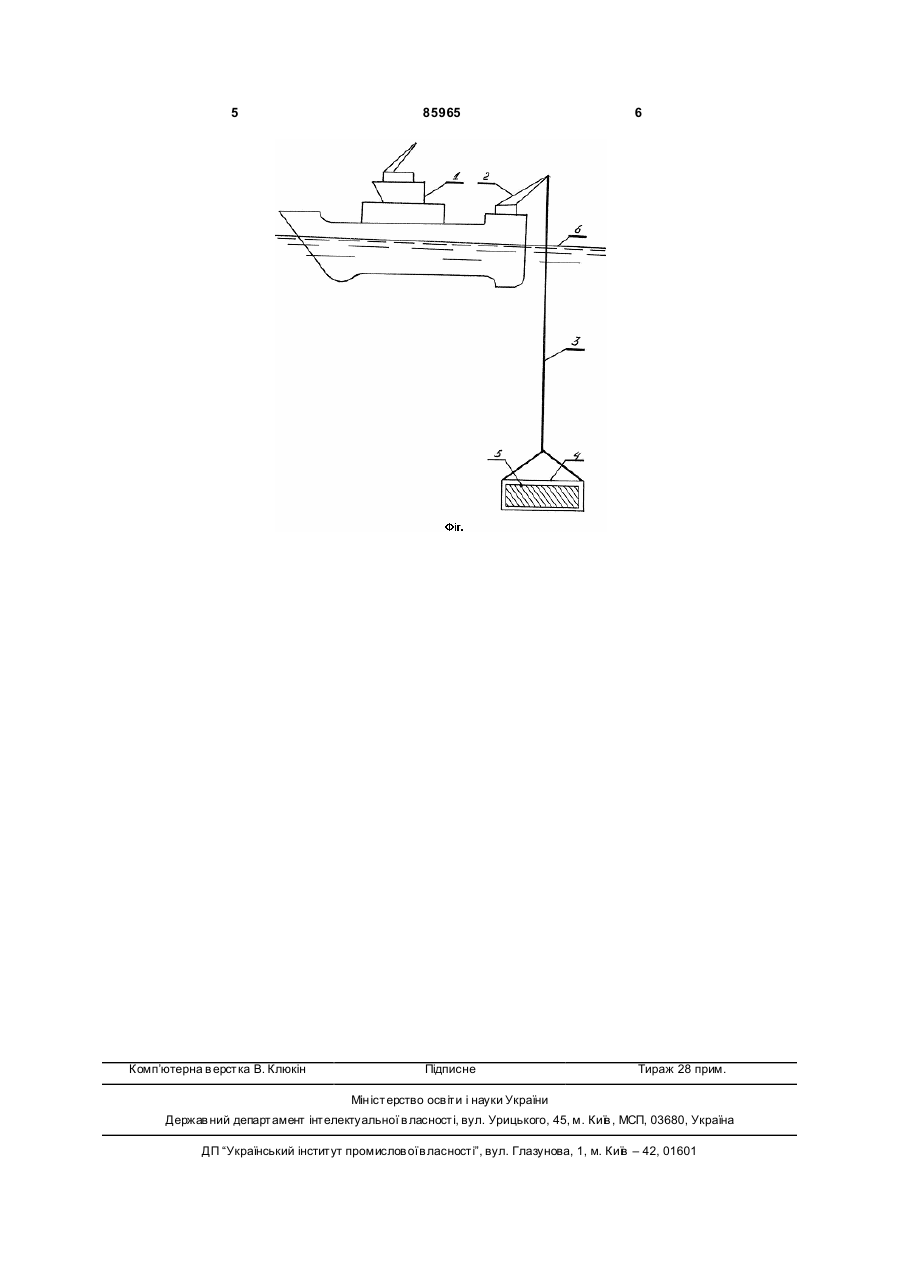
Спосіб зміцнення деталі складної форми з чавун у, сталі, сплавів металів, скла та інших матеріалів після їх виготовлення або виготовлення з наступним штучним або природним старінням, який відрізняється тим, що деталь піддають об'ємному надвисокому гідростатичному обтисненню при температурі від 4 до 20°С з плавним підйомом тиску від атмосферного до 20-100МПа, витримкою часу при максимальному тиску згідно з технологічними картами обробки деталей та з подальшим плавним зниженням тиску до атмосферного. UA (21) a200709699 (22) 28.08.2007 (24) 10.03.2009 (46) 10.03.2009, Бюл.№ 5, 2009 р. (72) СИНЄБОКОВ ЕВГЕН АНДРІЙОВИЧ, U A (73) СИНЄБОКОВ ЕВГЕН АНДРІЙОВИЧ, U A (56) SU, 711 161, A, 25.01.1980 SU, 834 160, A, 30.05.1981 RO, 94 733, A2, 15.08.1988 WO, 02/24428, A1, 28.03.2002 US, 6 126 894, A, 03.10.2000 JP, 09-001397, A, 07.01.1997 C2 2 (19) 1 3 85965 Це досягається тим, що після відливання або термічної обробки крупних деталей складної конструкції їх піддають низькотемпературному, при температурі від -2 до + 8 градусів Цельсія, об'ємному гідравлічному обжиманню під надвисоким тиском величиною 500-1300ати, наприклад, занурюючи їх в морську воду на горизонти вод від 5000 до - 13000м нижче поверхні Світового океану. Суть пропонованого технічного рішення пояснюється Фіг.1, на якої приведений один з можливих варіантів реалізації пропонованого способу. На Фіг.1 вантажне судно 1 забезпечено пристроєм 2, на тросі 3 якого закріплений контейнер 4 з деталями 5. Позицією 6 позначений рівень Світового океану. Реалізується пропонований спосіб таким чином. Безпосередньо після виготовлення або термічної обробки крупні деталі складної конструкції 5 вантажним судном 1 транспортують в райони Світового океану, значні глибини, що мають, наприклад, в район розташування Маріїнській западини в Ти хому океані, глибину, що має, більше 13000м. Досягши заданих координат Світового океану деталі 5 поміщають в контейнер 4. У разі малої корозійної стійкості деталей 5 до морської води контейнер 4 може бути виконаний у вигляді еластичного мішка, наприклад, з прогумованого брезенту, заповненого нейтральною рідиною, наприклад, хімічно чистою водою, гасом, гліцерином і так далі. Контейнер 4 прикріпляється до троса 3 з нейтральною плавучістю, виконаному, наприклад, з капронових ниток. Пристроєм 2 за допомогою троса 3 деталі 5 в контейнері 4 по заданому тимчасовому графіку опускаються на глибину 5000-13000м, що призводить до їх обтиснення надвисоким гідростатичним тиском, плавно наростаючим від нульового до максимального значення, при повільній зміні температури в діапазоні від +20 градусів на поверхні моря до +4 градусів в нижніх шарах вод. Швидкість занурення деталей при цьому обмежена як технологічною картою обробки деталей, так і в'язкістю води, що обмежує швидкість вільного падіння контейнерів 4 в морській воді. Досягши заданої глибини занурення і заданого надвисокого тиску гідростатичного обтиснення деталей, контейнер 4 з деталями 5 витримують задане технологічною картою час, звичайно не перевищуюче 24 годин, що приводить до повного зняття внутрішніх напруг в деталях 5, частковому відновленню розмірів деталей, відновленню їх форми, ліквідації більшості дефектів структури металів і сплавів і усуненню мікротріщин в деталях 5. Після закінчення заданого технологічною картою часу ви тримки деталей 5 під надвисоким тиском, їх в контейнері 4 за допомогою троса 3 пристроєм 2 піднімають по заданому тимчасовому графіку на поверхню моря 6, після чого, у разі по 4 треби, обмивають прісною водою і поміщають в трюму вантажного судна 1, яким транспортують для подальшої механічної обробки. Слід зазначити, що згідно деяким джерелам інформації [наприклад, Ю.М.Лахтін, Основи мелелознавства, Москва, Металургія, 1988г, з 79] обробка металів і сплавів тиском мало впливає на їх властивості. Це твердження справедливо лише для області низького статичного тиску, що не перевищує 100атм. Автором отримано істотне зміцнення деталей, залік мікротріщин і усунення дефектів структури металів при надвисокому тиску, що перевищує 1000ати, не тільки для деталей з чавуну, стали, стекла, але і для титану і його сплавів. Пропоноване технічне рішення забезпечує наступні істотні переваги. 1. Різко, в сотні раз скорочується термін необхідної витримки крупних заготівок відповідальних деталей після їх відливання до остаточної механічної обробки, що різко, на декілька років, скорочує терміни виготовлення дорогих унікальних виробів, наприклад, оптичних лінз крупних телескопів. 2. Забезпечується відновлення розмірів і форми деталей складної конструкції. 3. Забезпечується усунення дефектів структури металів і сплавів,мікрораковин і мікротріщин в крупних деталях складної конструкції. 4. Забезпечується екологічна чистота зміцнення крупних деталей складної форми з повним виключенням токсичних викидів в оточуючу середовище. З використанням результатів досліджень 1962-64р були виготовлені станини для платформ глибоководного буріння з сірого чавуну з вагою відпивання 340 тонн і заготівок з кварцового скла для оптичних лінз діаметром 1,5м які були притоплени на глибину 2200м (в западині Ськвоцова, Чорне море) на термін 20 доби. Термин витримки гідростатичного обтиснення визначався не мінімально потрібним часом гідростатичного обжимання, а плановим маршрутом наукового судна «професор Водяніцкий» з якого був здійснений спуск і подальший підйом заготівок. Опускання і підйом проводилися за допомогою троса нульової плавучості. Оскільки вартість експлуатації судна «професор Водяніцкий» дуже висока, трос фіксувався на буї до планового підходу судна. Швидкість спуску і підйому заготівок на поверхню складала 0,2м\сек. Одночасно опускалися, і контрольні зразки. За наслідками дослідження контрольних зразків був встановлений факт повного зняття внутрішніх напруг в даних заготівках і протягом 2 тижнів виконана їх обробка, що скоротило загальний термін виготовлення оптичних лінз з 5 років до 2 місяців. Одночасно зміцненню піддавалися і деталі з деревини. При цьому різке збільшення міцності виробів з деревини супроводилося збільшенням питомої ваги деревини з 0,7 до 1,1г\см 3. 5 Комп’ютерна в ерстка В. Клюкін 85965 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for strengthening of a complex part from cast-iron, steel, metal alloys, glass and other materials
Автори англійськоюSyniebokov Yevhen Andriiovych
Назва патенту російськоюСпособ укрепления детали сложной формы из чугуна, стали, сплавов металлов, стекла и других материалов
Автори російськоюСинебоков Евгений Андреевич
МПК / Мітки
МПК: B22F 3/00, C03B 23/00, C03B 19/00, C21D 8/00, B29C 43/00, B22F 5/00, C21D 7/00, C03B 20/00, B29C 61/00
Мітки: матеріалів, сталі, спосіб, металів, деталі, сплавів, зміцнення, форми, інших, чавуну, скла, складної
Код посилання
<a href="https://ua.patents.su/3-85965-sposib-zmicnennya-detali-skladno-formi-z-chavunu-stali-splaviv-metaliv-skla-ta-inshikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення деталі складної форми з чавуну, сталі, сплавів металів, скла та інших матеріалів</a>
Спосіб поверхневого зміцнення деталі комбінованою обробкою
Номер патенту: 42370
Опубліковано: 15.10.2001
Автори: Левшун Павло Володимирович, Кошеленко Павло Іванович
Мітки: поверхневого, комбінованою, зміцнення, спосіб, обробкою, деталі
Формула / Реферат:
Спосіб поверхневого зміцнення деталей комбінованою обробкою, який включає поверхневе зміцнення шляхом електроерозійної обробки, який відрізняється тим, що після електроерозійної обробки на поверхню деталі наноситься шар зносостійкого композиційного матеріалу.
Пристрій для витягування деталей складної форми
Номер патенту: 37856
Опубліковано: 10.12.2008
Автори: Калюжний Володимир Леонідович, Борщаговська Олена Олександрівна, Калюжний Олександр Володимирович, Куценко Віталій Миколайович
МПК: B21D 22/20
Мітки: складної, деталей, витягування, пристрій, форми
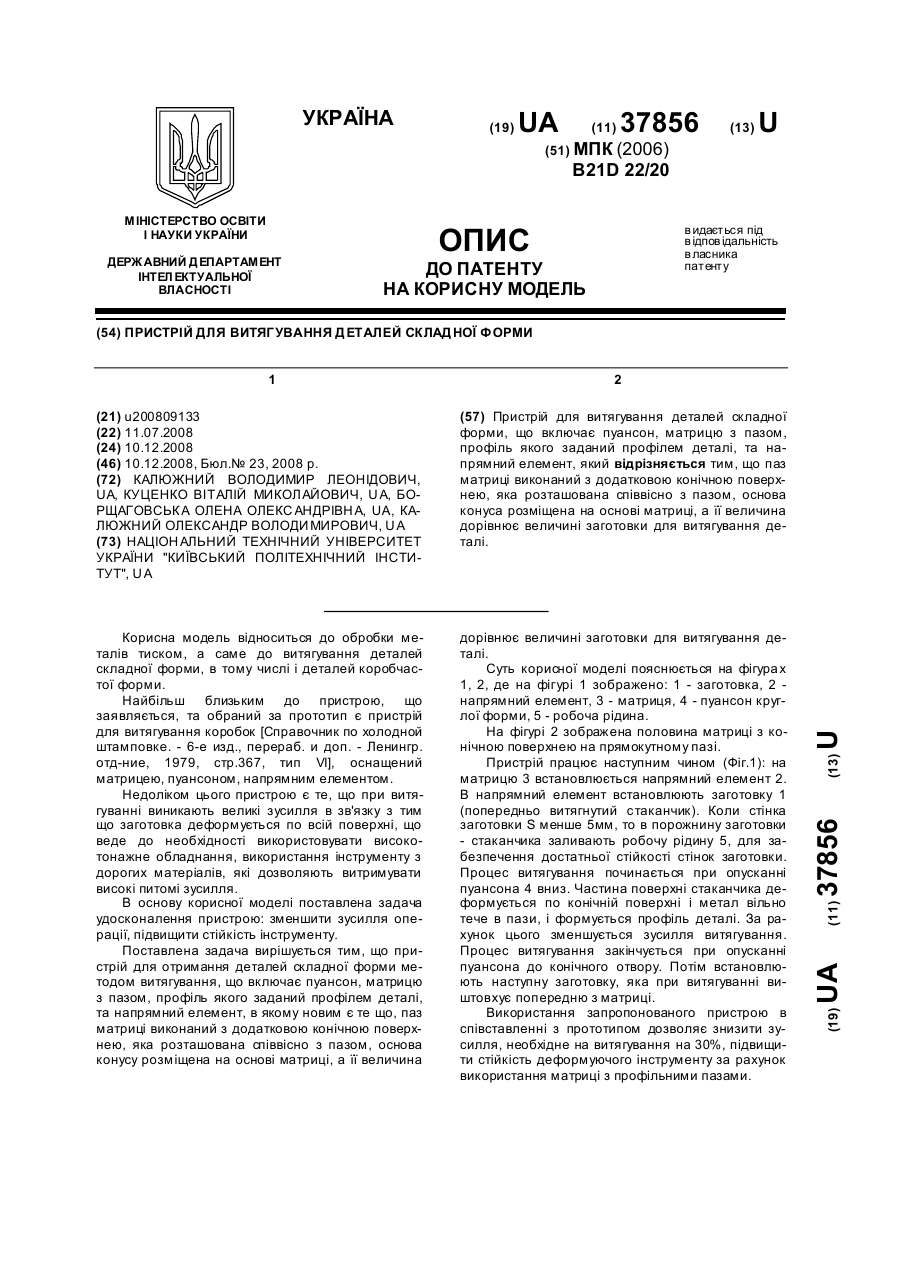
Формула / Реферат:
Пристрій для витягування деталей складної форми, що включає пуансон, матрицю з пазом, профіль якого заданий профілем деталі, та напрямний елемент, який відрізняється тим, що паз матриці виконаний з додатковою конічною поверхнею, яка розташована співвісно з пазом, основа конуса розміщена на основі матриці, а її величина дорівнює величині заготовки для витягування деталі.
Пристрій індуктивного нагріву деталей складної форми
Номер патенту: 25365
Опубліковано: 10.08.2007
Автори: Дука Анатолій Костянтинович, Арпентьєв Борис Михайлович, Клочко Вадим Олександрович
МПК: H05B 6/36
Мітки: пристрій, форми, нагріву, складної, деталей, індуктивного
Формула / Реферат:
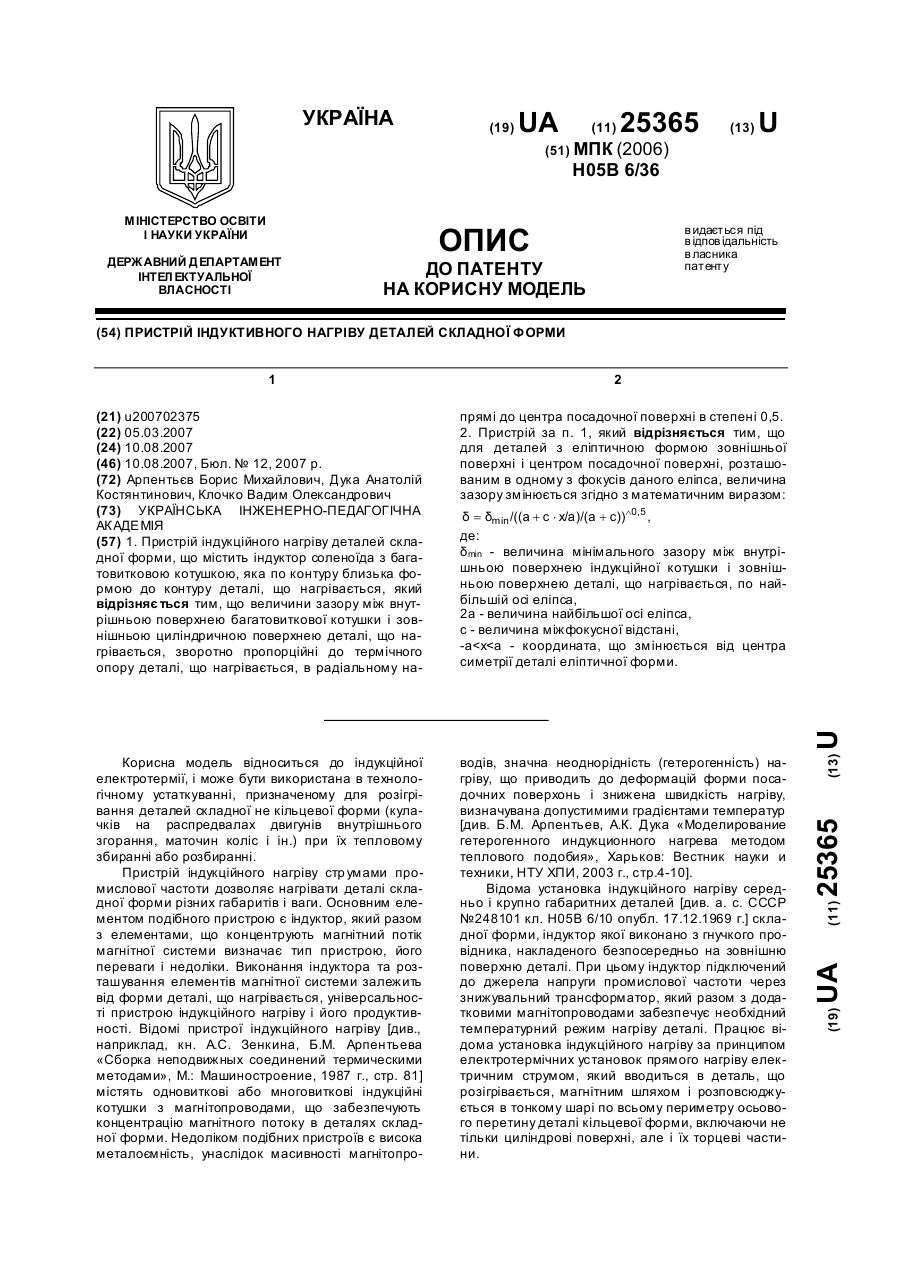
1. Пристрій індукційного нагріву деталей складної форми, що містить індуктор соленоїда з багатовитковою котушкою, яка по контуру близька формою до контуру деталі, що нагрівається, який відрізняється тим, що величини зазору між внутрішньою поверхнею багатовиткової котушки і зовнішньою циліндричною поверхнею деталі, що нагрівається, зворотно пропорційні до термічного опору деталі, що нагрівається, в радіальному напрямі до центра посадочної...
Спосіб дифузійно-реактивного з’єднання металів і сплавів
Номер патенту: 73308
Опубліковано: 15.07.2005
Автори: Кушнарьова Тетяна Миколаївна, Ющенко Костянтин Андрійович, Несміх Віталій Сідорович
МПК: B23K 20/16, B23K 1/20
Мітки: дифузійно-реактивного, з'єднання, спосіб, сплавів, металів
Формула / Реферат:
Спосіб дифузійно-реактивного з'єднання металів і сплавів, при якому зібрані деталі нагрівають до температури, яка перевищує температуру утворення евтектики між основним металом і металом-депресантом, який відрізняється тим, що деталі збирають з фіксованим з'єднувальним зазором, близьким до нуля, а метал-депресант розміщують безпосередньо біля цього зазору.
Спосіб виготовлення високощільних порошкових деталей складної форми
Номер патенту: 68518
Опубліковано: 16.08.2004
Автори: Циркін Аркадій Тимофійович, Рябічева Людмила Олександрівна, Потапова Інна Георгіївна
МПК: B22F 3/12
Мітки: складної, спосіб, виготовлення, форми, порошкових, високощільних, деталей
Формула / Реферат:
Спосіб виготовлення високощільних порошкових деталей складної форми, що включає підготовку форми, готування суміші з металевого порошку і водного розчину полівінілацетатної емульсії, заповнення форми і ущільнення суміші, сушіння заготовки до твердіння, який відрізняється тим, що суміш готують з 85...90% порошків необхідного за умовами роботи деталі складу і 10-15% водного розчину полівінілацетатної емульсії, формують набиванням, потім...
Попередній патент: Повітряний гвинт
Наступний патент: Процес виробництва ароматизованого міцного солодкого білого вина “таїровський біттер”
Випадковий патент: Пристрій для подання світлових сигналів