Спосіб вакуумно-плазмової обробки розплаву металу
Номер патенту: 85988
Опубліковано: 10.03.2009
Автори: Біленький Давид Миронович, Гарін Анатолій Дмітрієвіч, Гарін Олєг Анатольєвіч, Сичевський Анатолій Антонович, Найдек Володимир Леонтійович, Ганжа Микола Сергійович, Нарівський Анатолій Васильович, Піонтковська Наталя Сергіївна
Формула / Реферат
1. Спосіб вакуумно-плазмової обробки розплаву металу, що включає його плазмовий нагрів, продувку та вакуумування високотемпературним газом у камері, яку вакуумно ущільнюють оброблюваним розплавом, який відрізняється тим, що додатково здійснюють циркуляційне переміщення розплаву з глибини ванни крізь вакуумну камеру над вертикальною перегородкою і назад у ванну за допомогою нагрітого газу, який подають з плазмотрона, встановленого в боковій стінці камери над поверхнею розплаву ванни.
2. Спосіб за п. 1, який відрізняється тим, що розплав після вакуумування і плазмової обробки безперервно зливають у ванну крізь порожнину, висота якої менша, ніж загальна висота вакуумної камери.
Текст
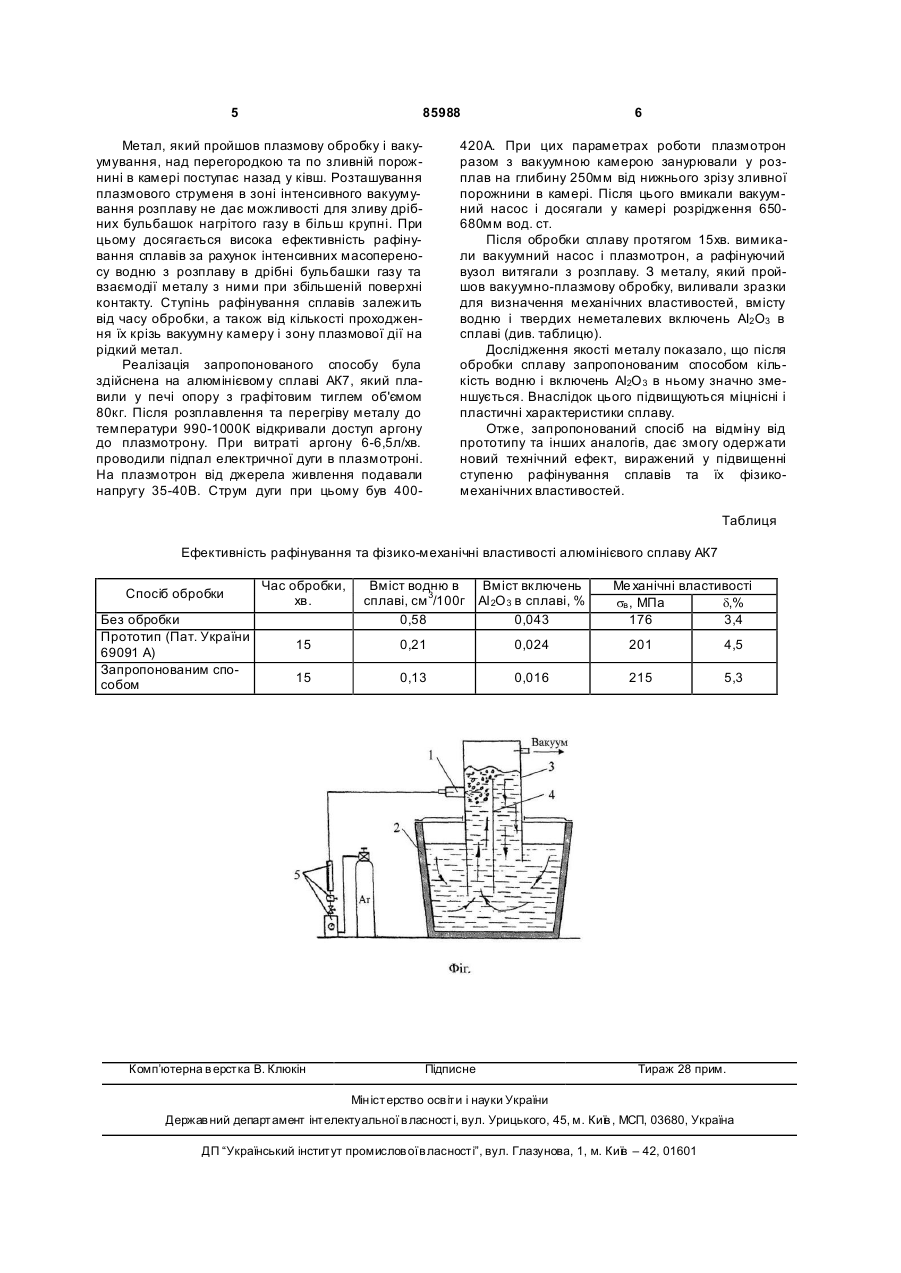
1. Спосіб вакуумно-плазмової обробки розплаву металу, що включає його плазмовий нагрів, продувку та вакуумування високотемпературним газом у камері, яку вакуумно ущільнюють оброблюваним розплавом, який відрізняється тим, що додатково здійснюють циркуляційне переміщення розплаву з глибини ванни крізь вакуумну камеру над вертикальною перегородкою і назад у ванну за допомогою нагрітого газу, який подають з плазмотрона, встановленого в боковій стінці камери над поверхнею розплаву ванни. 2. Спосіб за п. 1, який відрізняється тим, що розплав після вакуум ування і плазмової обробки безперервно зливають у ванну крізь порожнину, висота якої менша, ніж загальна висота вакуумної камери. Винахід відноситься до металургії та ливарного виробництва і може бути використаний при рафінуванні залізовуглецевих і кольорових сплавів. Відомий спосіб вакуум-плазмової обробки розплаву кольорових сплавів [Пат. №75829, Україна МПК С22В9/00; Н05Н 1/26. Опубл. - 2006, бюл. №5], що включає його продувку зануреним плазмовим струменем, транспортування вказаного розплаву крізь колону газліфта нагрітим у плазмотроні газом, вакуумування вказаного розплаву в реакційній камері, вакуумне ущільнення якої здійснюють оброблювальним розплавом, який відрізняється тим, що розплав після вакуумування в реакційній камері струменево-крапельно диспергують в вакуумі і безперервно подають на розливку з його верхніх шарів, які знаходяться на відстані < 0,25м від поверхні стовпа розплаву, що підтримують залишковим тиском у реакційній камері над рівнем розплаву, оброблюваного у реакційній камері. Недоліком цього способу є мала поверхня взаємодії металу з нагрітим газом за рахунок зливання бульбашок в крупні при піднятті їх в розплаві до зони диспергування сплаву. Відомий також спосіб обробки рідкого металу в проміжному ковші [Пат. №81701, Україна, МПК С22В9/05, С22В9/22, С22В9/00. Опубл. 25.01.2008], який включає одночасне плазмове продування та нагрівання плазмоутворюючим газом вакуумного рідкого металу у камері, вакуумне ущільнення якої здійснюють безпосередньо оброблюваним розплавом металу, який відрізняється тим, що вакуумування рідкого металу здійснюють постійно при русі його в кристалізатор машини безперервного лиття зливків через проміжний ківш та вертикальну перегородку в ньому з одночасним плазмовим та додатковим індукційним тепловим впливом на рідкий метал, при цьому висоту стовпа рідкого металу над перегородкою регулюють витратою плазмоутворюючого газу та величиною залишкового тиску в вакуумній камері. Недоліками цього способу є недостатня повнота протікання процесу термодинамічної взаємодії газореагентних середовищ у всьому об'ємі розплаву, мала міжфазова поверхня металу з нагрітим у плазмотроні газом за рахунок зливання бульбашок в крупні при піднятті їх з глибини ванни при вакуум уванні. (19) UA (11) 85988 (13) C2 (21) a200806948 (22) 19.05.2008 (24) 10.03.2009 (46) 10.03.2009, Бюл.№ 5, 2009 р. (72) НАЙДЕК ВОЛОДИ МИР ЛЕОНТІЙОВИЧ, U A, НАРІВСЬКИЙ АНАТОЛІЙ ВАСИЛЬОВИЧ, UA, БІЛЕНЬКИЙ ДАВИД МИРОНОВИЧ, UA, ГАНЖА МИКОЛА СЕРГІЙОВИЧ, UA, ПІОНТКОВСЬКА Н АТАЛЯ СЕРГІЇВНА, U A, СИЧЕВСЬКИЙ АНАТОЛІЙ АНТОНОВИЧ, UA, ГАРІН ОЛЄГ АН АТОЛЬЄВІЧ, ГАРІН АН АТОЛІЙ ДМІТРІЄВІЧ (73) ФІЗИКО-ТЕХНОЛОГІЧНИЙ ІНСТИТУТ МЕТАЛІВ ТА СПЛАВІВ НАЦІОН АЛЬНОЇ АКАДЕМІЇ Н АУК УКРАЇНИ, U A (56) UA 75166 C2, 15.03.2006 JP 59047318 A, 17.03.1984 JP 7034115 A, 03.02.1995 JP 59143016 A, 16.08.1984 3 85988 Найбільш близьким (прототипом) до запропонованого винаходу щодо технічної суті та досягнутого результату є спосіб обробки рідкого металу [Пат. №69091 А, Україна, МПК С22В9/04, 9/05. Опубл.- 2004, бюл. №8], що включає плазмовий нагрів та рафінування шляхом продувки високотемпературними середовищами вакуумного розплаву, який відрізняється тим, що кольорові сплави рафінують та модифікують у реакційній камері, вакуумне ущільнення якої здійснюють оброблюваним розплавом. Недоліками цього способу є, по-перше низькі швидкості та недостатня повнота протікання процесів тепломасообміну й термодинамічної взаємодії газореагентних середовищ у всьому об'ємі розплаву через утворення застійних зон за межами камери вакуум ування. По-друге, не повною мірою реалізуються технологічні можливості процесу вакуум ування при обробці рідкого металу, тому що, як відомо, навіть при значному залишковому тиску в камері (до 100КПа і більше) вакуум поширюється у розплав лише на глибину не більше 0,3м. Крім вказаних недоліків, спосіб застосовується для обробки тільки кольорових сплавів, оскільки продувку розплаву в камері здійснюють плазмотроном, який занурюють у рідкий метал згори. Реалізація цього способу та сплавах з високою температурою плавлення вельми проблематична через відсутність матеріалів для виготовлення занурюючи плазмотронів. Метою запропонованого винаходу є розробка способу циркуляційного вакуум ування сплавів в ковші або печі з одночасною продувкою верхніх шарів металу плазмовим струменем. Така обробка дозволяє підвищити ефективність процесу рафінування сплавів за межами вакуумної камери. Поставлена мета досягається тим, що у запропонованому способі вакуумно-плазмової обробки рідкого металу, який включає плазмовий нагрів, продувку вакуумуючого сплаву, високотемпературним газом у камері, вакуумне ущільнення якої здійснюють оброблюваним розплавом, згідно з винаходом, циркуляційне переміщування металу з глибини ванни крізь вакуумну камеру над вертикальною перегородкою і назад у ківш здійснюють нагрітим газом, який подають з плазмотрону, встановленого в боковій стінці камери над поверхнею розплаву в ковші. Крім того, розплав після вакуум ування і плазмової обробки безперервно зливають у ківш крізь порожнину, висота якої менше, ніж загальна висота вакуумної камери. Запропонований спосіб дозволяє інтенсивно перемішува ти сплави у порожнині нагнітання (між стінками камери та перегородкою) і переміщати розплав над перегородкою назад у ківш дрібними бульбашками нагрітого газу, які утворюються в емульсійній зоні плазмового струменя. В результаті цього підвищується швидкість термодинамічної взаємодії фаз у розплаві, збільшується ступінь видалення із сплавів газів і неметалічних включень, вуглецю із сталі. Пропускання розплаву через камеру з регульованою висотою потоку над перегородкою дозволяє ефективно вакуумува ти весь об'єм металу, 4 який надходить з проміжного ковша у кристалізатор. Висота розплаву над перегородкою не повинна перевищувати 0,2-0,3м, що регулюється витратою плазмоутворюючого газу (аргон, азот або їх суміш). При більшій висоті стовпа металу над перегородкою, як відомо, вакуум не поширюється на всю глибину потоку розплаву навіть при високому (100КПа і більше) залишковому тиску в камері. При застосуванні у якості плазмоутворюючого газу азоту можна проводити азотування сталі у ковші нагрітим у плазмотроні та частково іонізованим газом замість важкої операції нітридного зміцнення рідкого металу. Постійний термо-кінетичний вплив плазмовим струменем на розплав, який надходить до вакуумної камери, збільшує інтенсивність взаємодії газореагентних середовищ та масоперенос у рідкому металі, виключає негативний вплив спадковості шихтови х матеріалів на структурно-міцносні властивості литих виробів. Постійний злив розплаву після вакуумування крізь порожнину з меншою висотою, ніж вакуумна камера, забезпечує стабільну циркуляцію металу в процесі його обробки. Це досягається за рахунок меншого гідростатичного тиску метала в зоні зливу його в ківш в порівнянні з тиском в порожнині нагнітання вакуумної камери. Розташування плазмотрона в боковій стінці вакуумної камери над поверхнею розплаву, який обробляють в ковші, дозволяє підвищити надійність роботи і термін експлуатації основних вузлів в плазмових пристроях. При цьому можливо використовувати водяне охолодження тепловантажних вузлів в плазмотронах. Реалізація запропонованого способу здійснюється за схемою, яка представлена на Фіг. Установка для реалізації способу складається з: плазмотрона 1, ковша з рідким металом 2, вакуумної камери 3, вертикальної перегородки 4, яка розділяє камеру на дві порожнини - нагнітання і злива розплаву в ківш (на Фіг. права частина камери) менше, ніж загальна висота камери. Плазмотрон з'єднаний з системою 5 для подачі газу, за допомогою якої регулюють його витрату. Обробку розплавів запропонованим способом здійснюють так, відкритому доступі інертного газу (аргон, азот та інші) включають плазмотрон і занурюють його разом з вакуумною камерою у розплав на задану глибину. Занурення у метал плазмотрону з камерою проводять за допомогою поворотного механізму переміщення (на Фіг. не вказаний). Після цього вмикають вакуумний насос або подають стиснуте повітря на ежектор, внаслідок чого у реакційній камері створюється розрідження. Під дією розрідження розплав у камері піднімається на значну висоту, яка залежить від рівня вакуум у. Під дією струменя нагрітого газу, який поступає з плазмотрону в порожнину нагнітання, розплав переміщується над вертикальною перегородкою в порожнину для злива і поступає назад у ківш. Висоту потоку рідкого металу над перегородкою в межах 0,2-0,3м регулюють витратою нагрітого в плазмотроні газу та величиною залишкового тиску над розплавом в вакуумній камері. 5 85988 Метал, який пройшов плазмову обробку і вакуумування, над перегородкою та по зливній порожнині в камері поступає назад у ківш. Розташування плазмового струменя в зоні інтенсивного вакуумування розплаву не дає можливості для зливу дрібних бульбашок нагрітого газу в більш крупні. При цьому досягається висока ефективність рафінування сплавів за рахунок інтенсивних масопереносу водню з розплаву в дрібні бульбашки газу та взаємодії металу з ними при збільшеній поверхні контакту. Ступінь рафінування сплавів залежить від часу обробки, а також від кількості проходження їх крізь вакуумну камеру і зону плазмової дії на рідкий метал. Реалізація запропонованого способу була здійснена на алюмінієвому сплаві АК7, який плавили у печі опору з графітовим тиглем об'ємом 80кг. Після розплавлення та перегріву металу до температури 990-1000К відкривали доступ аргону до плазмотрону. При витраті аргону 6-6,5л/хв. проводили підпал електричної дуги в плазмотроні. На плазмотрон від джерела живлення подавали напругу 35-40В. Струм дуги при цьому був 400 6 420А. При цих параметрах роботи плазмотрон разом з вакуумною камерою занурювали у розплав на глибину 250мм від нижнього зрізу зливної порожнини в камері. Після цього вмикали вакуумний насос і досягали у камері розрідження 650680мм вод. ст. Після обробки сплаву протягом 15хв. вимикали вакуумний насос і плазмотрон, а рафінуючий вузол витягали з розплаву. З металу, який пройшов вакуумно-плазмову обробку, виливали зразки для визначення механічних властивостей, вмісту водню і твердих неметалевих включень АІ2 О3 в сплаві (див. таблицю). Дослідження якості металу показало, що після обробки сплаву запропонованим способом кількість водню і включень АІ2О 3 в ньому значно зменшується. Внаслідок цього підвищуються міцнісні і пластичні характеристики сплаву. Отже, запропонований спосіб на відміну від прототипу та інших аналогів, дає змогу одержати новий технічний ефект, виражений у підвищенні ступеню рафінування сплавів та їх фізикомеханічних властивостей. Таблиця Ефективність рафінування та фізико-механічні властивості алюмінієвого сплаву АК7 Спосіб обробки Без обробки Прототип (Пат. України 69091 А) Запропонованим способом Час обробки, хв. Вміст водню в Вміст включень сплаві, см 3/100г АІ 2О 3 в сплаві, % 0,58 0,043 Ме ханічні властивості sв , МПа d,% 176 3,4 15 0,21 0,024 201 4,5 15 0,13 0,016 215 5,3 Комп’ютерна в ерстка В. Клюкін Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for vacuum-plasma treatment of metal melt
Автори англійськоюNaidek Volodymyr Leontiiovych, Narivskyi Anatolii Vasyliovych, Bilenkyi Davyd Myronovych, Hanzha Mykola Serhiiovych, Piontkovska Natalia Serhiivna, Sychevskyi Anatolii Antonovych, Harin Olieh Anatolievich, Harin Anatolii Dmitriievich
Назва патенту російськоюСпособ вакуумно-плазменной обработки расплава металла
Автори російськоюНайдек Владимир Леонтьевич, Наривский Анатолий Васильевич, Беленький Давид Миронович, Ганжа Николай Сергеевич, Пионтковская Наталья Сергеевна, Сичевский Анатолий Антонович, Гарин Олег Анатольевич, Гарин Анатолий Дмитриевич
МПК / Мітки
Мітки: спосіб, обробки, металу, вакуумно-плазмової, розплаву
Код посилання
<a href="https://ua.patents.su/3-85988-sposib-vakuumno-plazmovo-obrobki-rozplavu-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб вакуумно-плазмової обробки розплаву металу</a>
Спосіб обробки розплаву металу

Номер патенту: 64267
Опубліковано: 16.02.2004
Автор: Грабовий Валерій Михайлович
МПК: B22D 27/08
Мітки: обробки, металу, спосіб, розплаву
Формула / Реферат:
Спосіб обробки розплаву металу, який включає рафінування розплаву за рахунок електрогідроімпульсної дії із заданим числом імпульсів при подачі напруги на електроди електророзрядної камери з зануреним у розплав на задану глибину хвилевідним стрижнем, який відрізняється тим, що подачу напруги на електроди електророзрядної камери починають до введення хвилевідного стрижня у розплав, а завершують - після видалення хвилевідного стрижня із...
Спосіб обробки розплаву металу
Номер патенту: 8838
Опубліковано: 15.08.2005
Автори: Цуркін Володимир Миколайович, Гумененко Микола Климович, Чмир Анатолій Іванович, Грабовий Валерій Михайлович, Мяльниця Георгій Филипович, Федченко Наталя Анатоліївна, Волков Геннадій Васильович, Брагін Михайло Олексійович
МПК: B22D 27/08
Мітки: обробки, розплаву, металу, спосіб
Формула / Реферат:
Спосіб обробки розплаву металу, що включає обробку розплаву за рахунок електрогідроімпульсної дії від електророзрядної камери з зануреним у розплав хвилевідним стрижнем та подачу у розплав інертного газу, який відрізняється тим, що продувку розплаву інертним газом починають після закінчення електрогідроімпульсної дії.
Спосіб обробки розплаву металу

Номер патенту: 4792
Опубліковано: 15.02.2005
Автори: Гумененко Миколай Климович, Волков Геннадій Васильович, Цуркін Володимир Миколайович, Грабовий Валерій Михайлович
МПК: B22D 27/08
Мітки: спосіб, розплаву, металу, обробки
Формула / Реферат:
Спосіб обробки розплаву металу, що включає позапічну дегазацію та рафінування розплаву в ковші за рахунок електрогідроімпульсного діяння від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем, що утворює зону обробки у розплаві, при заданих параметрах електрогідроімпульсного діяння - енергії в імпульсі, частоти посилки імпульсів та числа імпульсів, який відрізняється тим, що енергію в імпульсі визначають за...
Спосіб обробки розплаву металу
Номер патенту: 11658
Опубліковано: 16.01.2006
Автори: Федченко Наталя Анатоліївна, Грабовий Валерій Михайлович, Мяльниця Георгій Филипович, Цуркін Володимир Миколайович, Чмир Анатолій Іванович, Брагін Михайло Олексійович, Крещенко Віктор Анатолійович, Гумененко Микола Климович, Волков Геннадій Васильович
МПК: B22D 27/08
Мітки: металу, розплаву, спосіб, обробки
Формула / Реферат:
Спосіб обробки розплаву металу, що включає електрогідроімпульсну дію на розплав від електророзрядної камери з зануреним у розплав хвилевідним стрижнем та продувку розплаву інертним газом, який відрізняється тим, що обробку розплаву виконують послідовно, спочатку шляхом продувки розплаву інертним газом, а потім шляхом електрогідроімпульсної дії.
Спосіб обробки розплаву металу
Номер патенту: 57804
Опубліковано: 15.07.2003
Автори: Цуркін Володимир Миколайович, Риндін Микола Георгійович, Грабовий Валерій Михайлович, Волков Генадій Васильович, Арнаутов Олександр Савельович
МПК: B22D 27/02, B22D 27/08
Мітки: розплаву, металу, обробки, спосіб
Формула / Реферат:
Спосіб обробки розплаву металу, який включає позапічну дегазацію та рафінування розплаву за рахунок електрогідроімпульсної дії від електророзрядної камери з електродами та зануреним у розплав хвилеводним стрижнем, при модулюванні параметрів електрогідроімпульсної дії та заданому числі імпульсів електрогідроімпульсної дії, який відрізняється тим, що електрогідроімпульсну дію здійснюють послідовно на порції розплаву масою від 1/3 до 1/10...
Попередній патент: Плакована корозійностійка сталь
Випадковий патент: Спосіб визначення кульового завантаження барабанного млина пилосистеми