Спосіб прямого пресування
Номер патенту: 86276
Опубліковано: 10.04.2009
Автори: Губарєв Сергій Іванович, Константінов Юрій Степанович, Губарєв Олександр Сергійович

Формула / Реферат
Спосіб прямого пресування, при якому заготовку розміщують в контейнері преса, після чого пуансоном, що рухається у напрямі до матриці, створюють зусилля пресування, під впливом яких матеріал заготовки затікає в канал матриці, який відрізняється тим, що при пресуванні використовують заготовку, в якій звернений до матриці торець має форму, яка відповідає формі верхньої межі зони пластичної деформації у стадії ламінарного плину матеріалу заготовки.
Текст
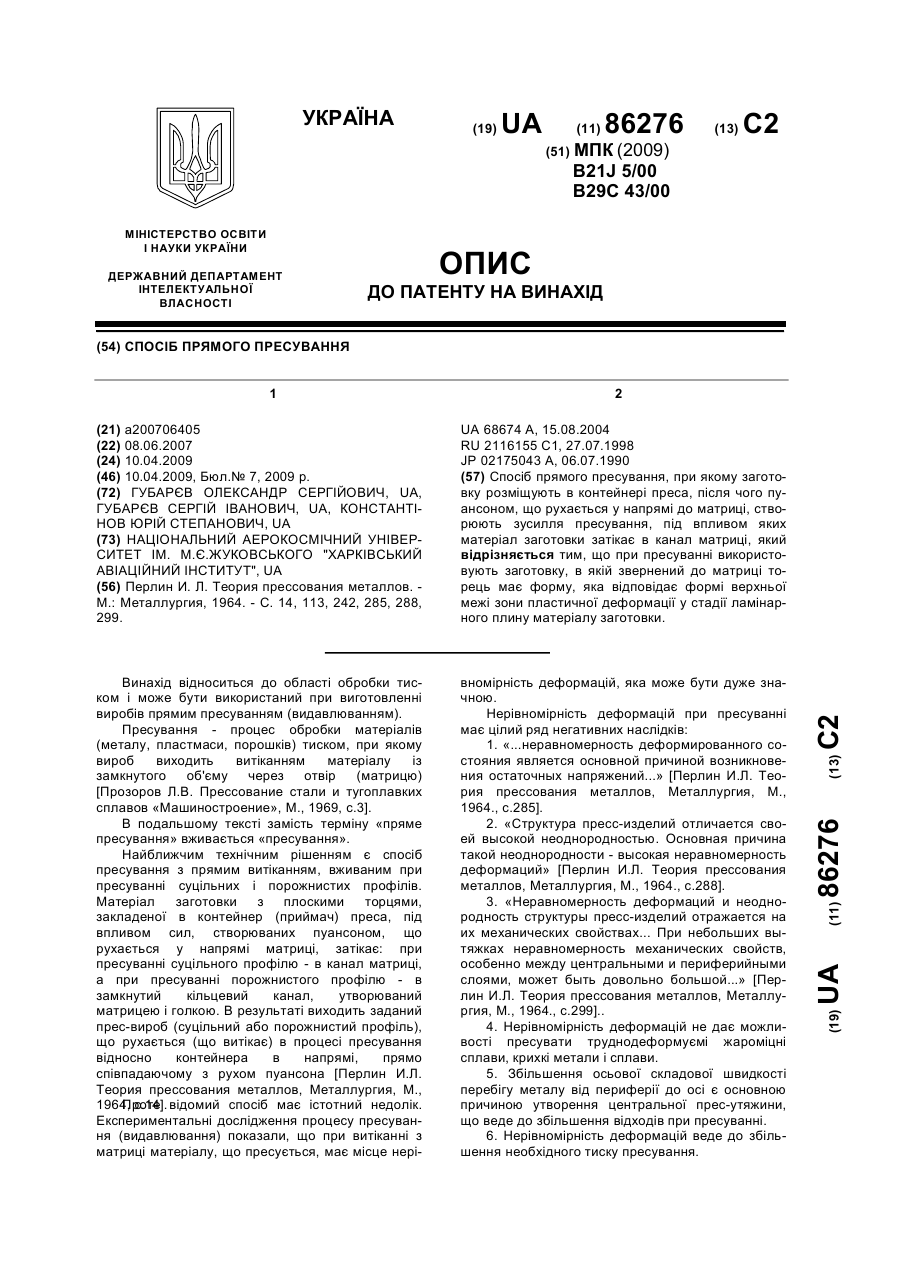
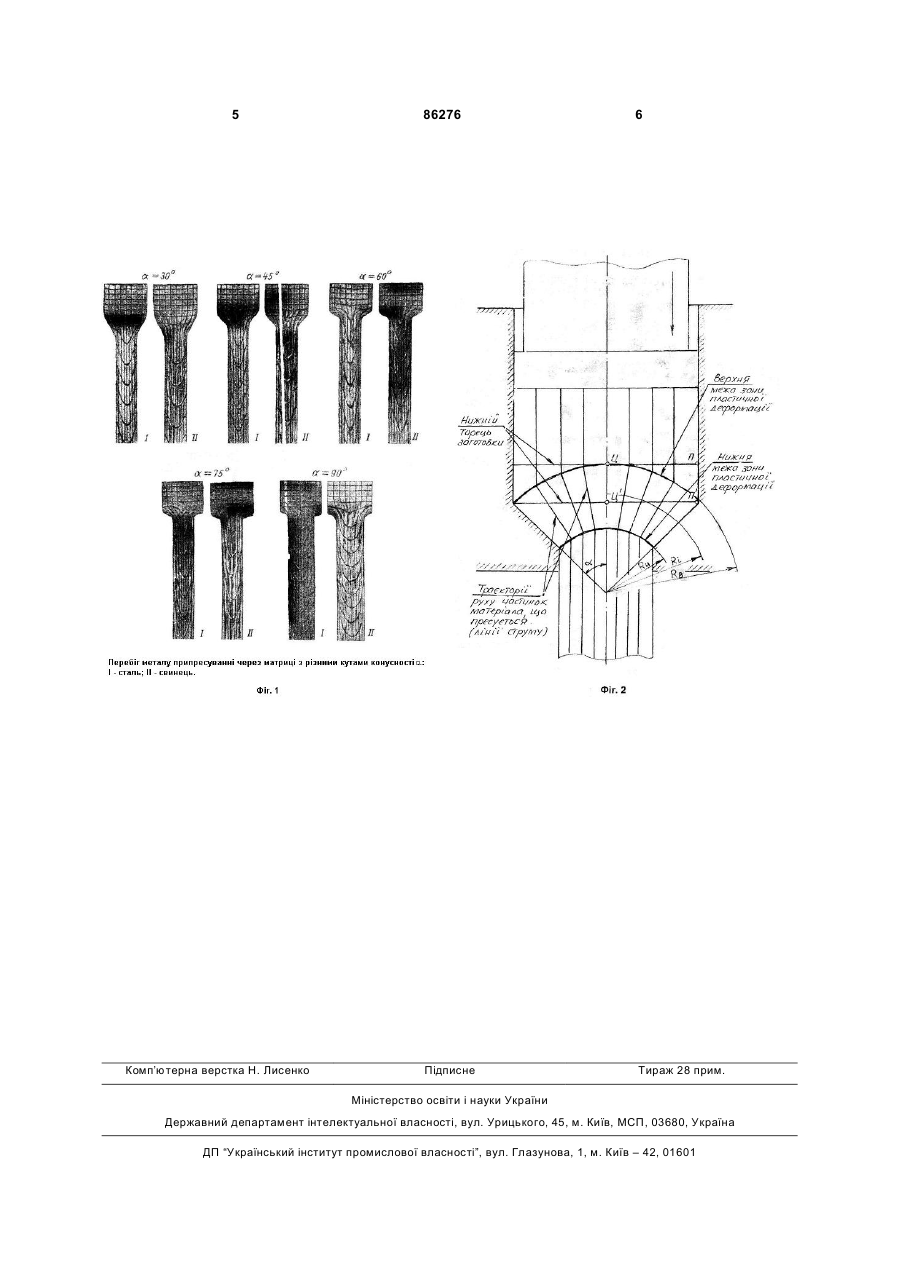
Спосіб прямого пресування, при якому заготовку розміщують в контейнері преса, після чого пуансоном, що рухається у напрямі до матриці, створюють зусилля пресування, під впливом яких матеріал заготовки затікає в канал матриці, який відрізняється тим, що при пресуванні використовують заготовку, в якій звернений до матриці торець має форму, яка відповідає формі верхньої межі зони пластичної деформації у стадії ламінарного плину матеріалу заготовки. (19) (21) a200706405 (22) 08.06.2007 (24) 10.04.2009 (46) 10.04.2009, Бюл.№ 7, 2009 р. (72) ГУБАРЄВ ОЛЕКСАНДР СЕРГІЙОВИЧ, UA, ГУБАРЄВ СЕРГІЙ ІВАНОВИЧ, UA, КОНСТАНТІНОВ ЮРІЙ СТЕПАНОВИЧ, UA (73) НАЦІОНАЛЬНИЙ АЕРОКОСМІЧНИЙ УНІВЕРСИТЕТ ІМ. М.Є.ЖУКОВСЬКОГО "ХАРКІВСЬКИЙ АВІАЦІЙНИЙ ІНСТИТУТ", UA (56) Перлин И. Л. Теория прессования металлов. М.: Металлургия, 1964. - С. 14, 113, 242, 285, 288, 299. 3 Нерівномірність деформацій необхідно зменшувати, аж до їх повного усунення. Однією з причин нерівномірності деформацій при пресуванні є тертя між матеріалом, що пресується, і матрицею. Вплив тертя ослабляється застосуванням ефективних мастил. Проте практика показала, що «...даже при очень малых силах контактного трения получаемая неравномерность деформированного пресс-изделия весьма высока...» [Перлин И.Л. Теория прессования металлов, Металлургия, М., 1964., с.113]. Основним способом зменшення нерівномірності деформацій при пресуванні (без урахування застосування мастил) є зменшення кута конусності матриці. На Фіг.1 представлені картини перебігу металу при пресуванні через матриці з різними кутами конусності (І - сталь, II - свинець). Чим менше цей кут, тим менше «убігання» матеріалу. Але як видно з Фіг.1, зменшення конусності матриці в три рази лише трохи міняє картину перебігу матеріалу, що пресується. Технічною задачею винаходу є забезпечення рівномірного розподілу деформацій в прес-виробі, одержуваному прямим пресуванням (видавлюванням). Технічна задача розв'язується тим, що у відомому способі прямого пресування, при якому на матеріал заготовки, закладеної в контейнер (приймач) преса, діють сили, створювані пуансоном, що рухається у напрямі матриці, під впливом яких матеріал заготовки затікає в канал матриці, згідно винаходу, використовують заготовку, у якої звернений до матриці торець має форму верхньої межі зони пластичної деформації у стадії ламінарного перебігу матеріалу, що пресується. Рішення технічної задачі досягається забезпеченням одночасності входження всієї поверхні нижнього (зверненого до матриці) торця заготовки, що пресується в зону пластичної деформації. На Фіг.2 представлені траєкторії руху частинок матеріалу, що пресується, (лінії струму) і верхня та нижня межі зони пластичної деформації при прямому пресуванні в конічну матрицю [Перлин И.Л. Теория прессования металлов, Металлургия, М., 1964. с.242; Сторожев М.В., Попов Е.А. Теория обработки металлов давлением, Машиностроение, М., с.295]. До верхньої межі зони пластичної деформації всі частинки заготівки рухаються по паралельних траєкторіях з однаковою швидкістю. Після перетину цієї межі вони входять в зону пластичної деформації, яка має конічну форму, рухаються по траєкторіях, що сходяться, і починають прискорюватися. Максимальна швидкість переміщення частинок матеріалу, що пресується, буде на нижній межі пластичної зони. Далі вони знову переміщатимуться по паралельних траєкторіях з однаковою швидкістю. Пропонується наступне пояснення причини «убігання» центральної частини заготовки від її периферійної частини. Нижній торець заготовки - плоский. Його центральна частина (точка Ц) раніше периферійної (точка П) входить в конічну зону пластичної деформації (Фіг.2). Швидкість її переміщення рос 86276 4 тиме у міру проходження цієї зони, а крапка П все ще переміщатиметься із швидкістю заготовки. Це і призводить до «убігання» центральної частини торця від його периферійної частини. «Убігання» буде тим більше, чим більше кут конусності матриці (X, оскільки при цьому центр торця заготівки глибше проникає в зону пластичної деформації до моменту входження в цю зону периферії торця. Через нерозривність матеріалу заготовки її «убігаюча», центральна частина, що пластично деформується, тягне за собою всю прилеглу до осі частину заготовки, приводячи її в пластичний стан по всій довжині заготовки. При цьому утворюється центральна прес-утяжина і має місце тимчасове зростання зусилля пресування. Таким чином, нерівномірність деформацій в прес-виробі є слідством нерівномірності деформацій на нижньому торці заготовки, що пресується, при проходженні його через матрицю. Якщо забезпечити рівномірність деформації на торці заготовки, то забезпечиться рівномірність деформацій по всьому об'єму прес-виробу. Для забезпечення рівномірності деформацій по поверхні нижнього торця заготовки пропонується робити його формою співпадаючим з формою верхньої межі зони пластичної деформації у стадії ламінарного перебігу матеріалу, що пресується. На Фіг.2 - це сегмент сферичної поверхні з радіусом RB. При такій формі нижнього торця заготовки він одночасно, всією своєю поверхнею, вступить в зону пластичної деформації. Всі точки торця опиняться в однакових умовах деформування, що забезпечить рівномірність деформацій по всій поверхні торця. У міру проходження торця заготовки через конічну матрицю, він прийматиме форму, зквідистантну формі поверхні верхньої межі зони пластичної деформації, на Фіг.2 - сферичну з радіусом Rі. При цьому величина деформації на торці збільшуватиметься, але залишатиметься рівномірною на всій його поверхні. Аналогічно буде деформуватися будь-яке геометричне місце точок заготовки, зквідистантне верхній межі зони пластичної деформації. В готовому прес-виробі величина деформації в будь-якій його точці буде рівна величині деформації торця на нижній межі зони пластичної деформації і рівномірна по всьому прес-виробу. Технічний результат досягається за рахунок використовування заготовки, у якої звернений до матриці торець має форму верхньої межі зони пластичної деформації у стадії ламінарного перебігу матеріалу, який пресується, що забезпечує одночасність входження всієї поверхні торця заготовки в зону пластичної деформації, рівномірність деформацій на нижньому торці заготовки в процесі пресування і, як наслідок, рівномірність деформацій по всьому об'єму прес-виробу. Використовування пропонованого способу ведення прямого пресування (видавлювання) забезпечує в порівнянні з існуючими способами рівномірний розподіл деформацій в прес-виробі і усунення всіх пов'язаних з цим негативних наслідків. 5 Комп’ютерна верстка Н. Лисенко 86276 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of direct pressing
Автори англійськоюHubariev Oleksandr Serhiiovych, Hubariev Serhii Ivanovych, Konstantinov Yurii Stepanovych
Назва патенту російськоюСпособ прямого прессования
Автори російськоюГубарев Александр Сергеевич, Губарев Сергей Иванович, Константинов Юрий Степанович
МПК / Мітки
МПК: B21J 5/00, B29C 43/00
Мітки: прямого, спосіб, пресування
Код посилання
<a href="https://ua.patents.su/3-86276-sposib-pryamogo-presuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб прямого пресування</a>
Спосіб пресування металевого порошку
Номер патенту: 62879
Опубліковано: 15.12.2003
Автори: Кравцова Юлія Вікторівна, Алаторцев Олександр Олександрович, Блохін Олександр Григорович
МПК: B22F 3/02
Мітки: спосіб, металевого, порошку, пресування
Формула / Реферат:
Спосіб пресування металевого порошку, що включає попереднє формування та остаточне пресування заготовки, поєднане з деформацією зрушенням у напрямку, перпендикулярному напрямку пресування, який відрізняється тим, що попереднє формування виконують із зусиллям (0,5-0,7) Рпр., а остаточне пресування виконують у процесі зрушення в локальному шарі з постійно діючим навантаженням попереднього пресування, причому кут зрушення призначається від 0° до...
Процес пресування труб
Номер патенту: 21073
Опубліковано: 15.02.2007
Автори: Чишко В'ячеслав Валерійович, Матросов Микола Іванович, Медведська Ельвіда Олександрівна, Білошенко Віктор Олександрович
МПК: B21J 1/02, B21C 23/02
Мітки: пресування, труб, процес
Формула / Реферат:
1. Процес пресування труб, що включає деформацію заготовки через багатокутову систему пересічених каналів шляхом прикладення до її торця осьового деформуючого зусилля від прес-штемпеля, який відрізняється тим, що деформацію здійснюють при сполученні інтенсивного кутового пресування і прямої витяжки з витіканням металу в радіальному й осьовому напрямках через канали, утворені, відповідно, торцем оправки і плоскою ділянкою матриці, поверхнями...
Спосіб пресування алюмінієвих прутків із стружки
Номер патенту: 71720
Опубліковано: 15.12.2004
Автори: Синков Сергій Григорович, Шевелєв Олександр Іванович, Бейгельзимер Яків Юхимович
МПК: B21C 25/00
Мітки: спосіб, алюмінієвих, пресування, прутків, стружки
Формула / Реферат:
Спосіб пресування алюмінієвих прутків із стружки, що включає операції брикетування стружки, нагрівання брикетів у печі і пресування їх у контейнері через деформуючу матрицю із витяжкою, який відрізняється тим, що із метою зниження трудомісткості процесу стружку відпалюють, завантажують у канал контейнера для пресування, розігрітий до температури рекристалізації пресувального матеріалу, і пресують послідовно інтенсивним гвинтовим пресуванням...
Прес-форма для пресування порошкових матеріалів

Номер патенту: 63125
Опубліковано: 15.01.2004
Автори: Блохін Олександр Григорович, Кандиба Валерія Юр'ївна
МПК: B30B 15/02, B22C 15/00
Мітки: пресування, порошкових, матеріалів, прес-форма
Формула / Реферат:
Прес-форма для пресування порошкових матеріалів, що містить еластичну матрицю з осьовим отвором, пуансон, виконаний у вигляді конусного оправлення, обойми, піддон і кришку, яка відрізняється тим, що обойму виконано з пластичного матеріалу, границя текучості та температура плавлення якої нижчі, ніж у пресованого порошкового тіла, а пуансони з обоймою утворюють гідравлічний затвор.
Спосіб пресування виробів із пористих заготовок
Номер патенту: 34363
Опубліковано: 11.08.2008
Автори: Циркін Аркадій Тимофійович, Усатюк Дмитро Андрійович, Скляр Олександр Павлович, Рябічева Людмила Олександрівна, Рябовол Тетяна Олександрівна
МПК: B22F 3/02
Мітки: виробів, спосіб, пористих, пресування, заготовок
Формула / Реферат:
Спосіб пресування виробів із пористих заготовок, що полягає у виготовленні заготовок спеціальної форми, який відрізняється тим, що заготовку виготовляють з западиною на передньому торці та виступом на задньому торці у вигляді кульового сегмента, а формуючий пуансон виготовляють з профілем, що відповідає формі виступу, причому розміри кульового сегмента визначають із співвідношення:
Попередній патент: Перемикач відгалужень без збудження з виконавчим механізмом для електричних трансформаторів
Наступний патент: Установка для проведення лабораторної роботи з вивчення кінетики конвективного сушіння
Випадковий патент: Швейний виріб