Спосіб обробки сталевого дроту
Номер патенту: 86324
Опубліковано: 10.04.2009
Автори: Борисенко Андрій Юрійович, Жучков Сергій Михайлович, Луценко Владислав Анатолійович

Формула / Реферат
1. Спосіб обробки сталевого дроту, що включає нагрівання сталевого дроту до температури аустенітизації на 150-200 °С вище Ас3, витримку його при цій температурі, охолодження для здійснення перетворення в ньому аустеніту, термостатування для завершення перетворення аустеніту й наступне охолодження сталевого дроту на спокійному повітрі, який відрізняється тим, що охолодження для здійснення перетворення аустеніту в сталевому дроті ведуть зі швидкістю 30-80 °С/с з забезпеченням перетворення аустеніту до температури 600-630 °С, а термостатування для завершення перетворення в сталевому дроті аустеніту здійснюють протягом часу не менше 10 секунд.
2. Спосіб за п. 1, який відрізняється тим, що охолодження для здійснення перетворення аустеніту в сталевому дроті ведуть у свинцевому розплаві.
3. Спосіб за п. 1, який відрізняється тим, що охолодження для здійснення перетворення аустеніту в сталевому дроті ведуть у соляному розплаві.
4. Спосіб за п. 1, який відрізняється тим, що охолодження для здійснення перетворення аустеніту в сталевому дроті ведуть у газоповітряному середовищі.
Текст
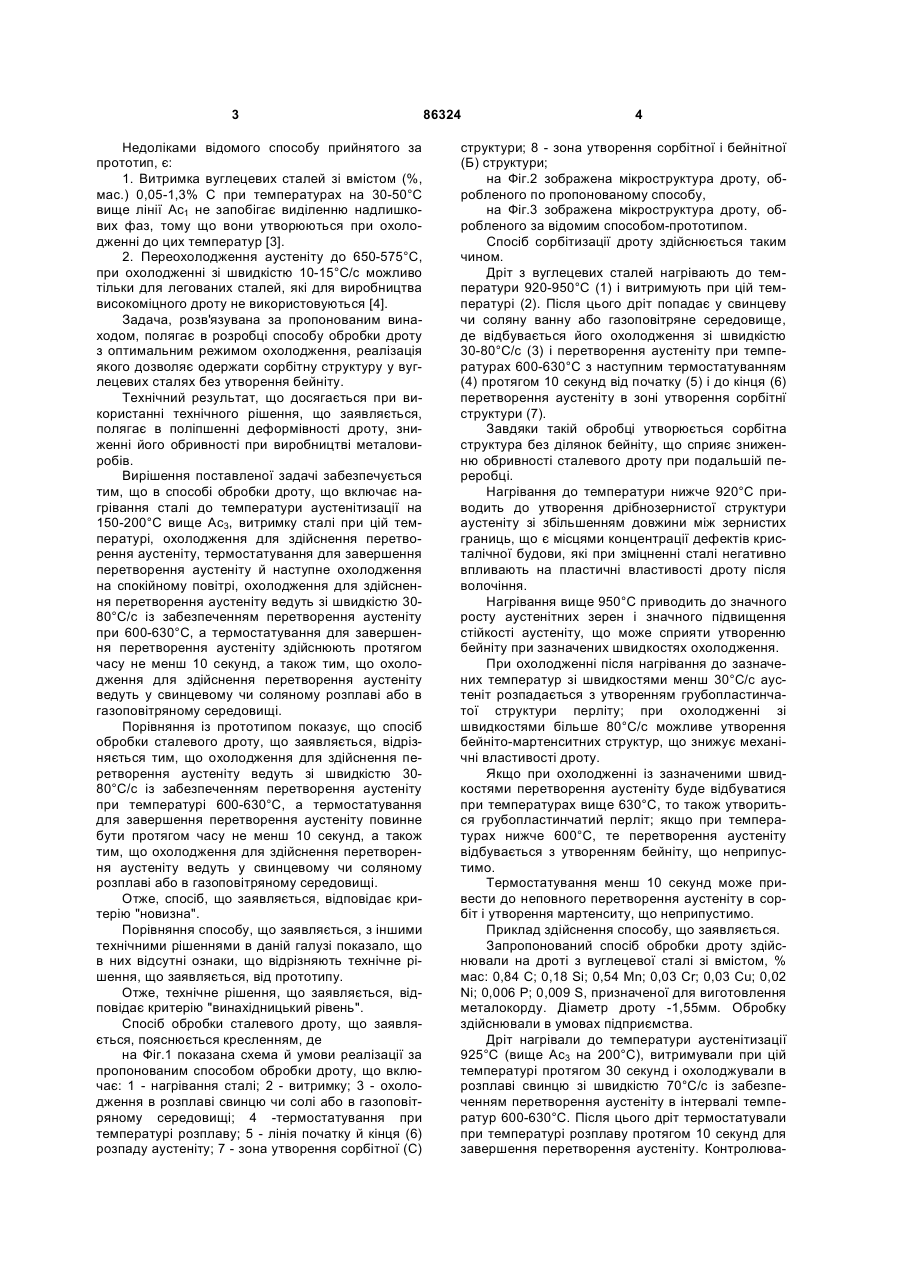
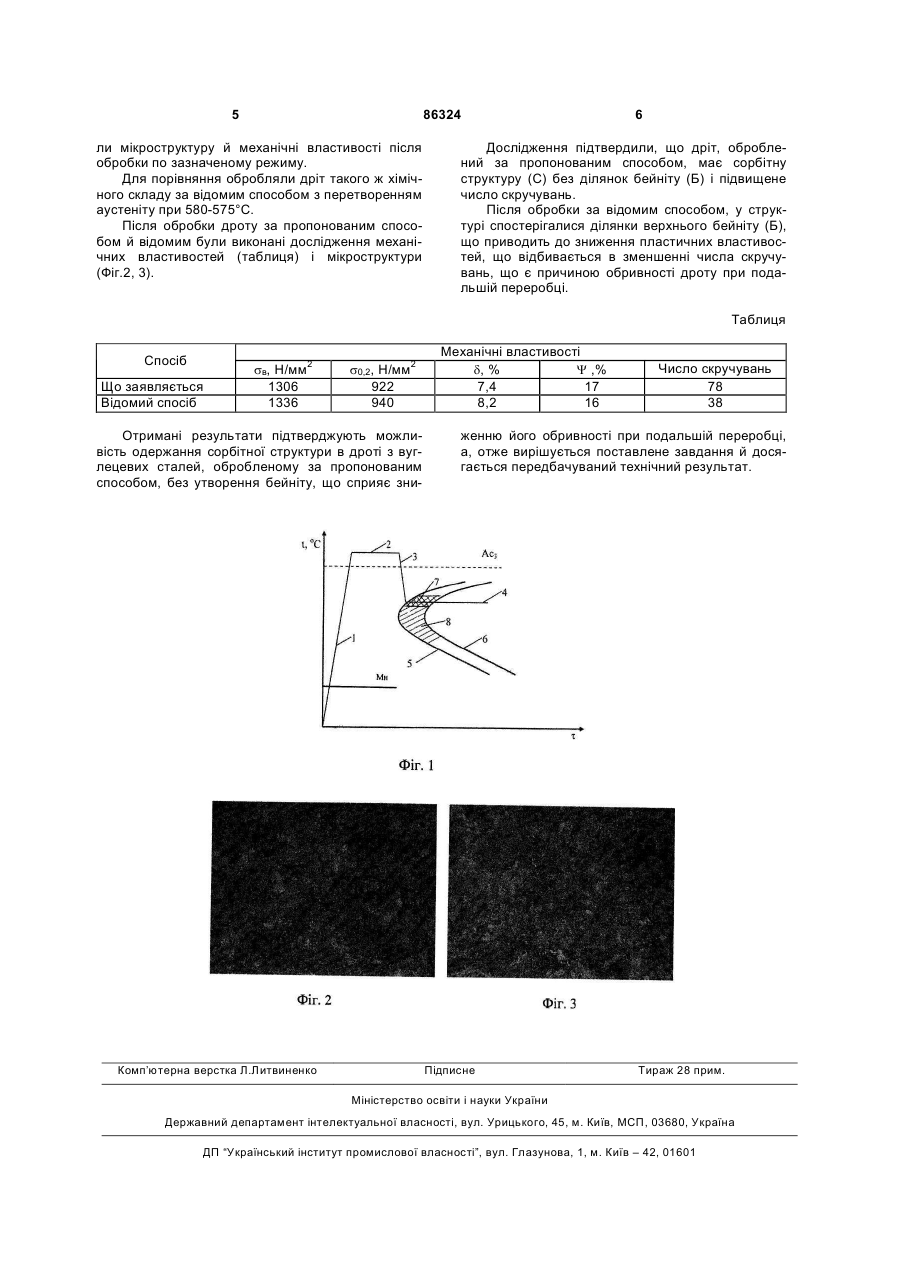
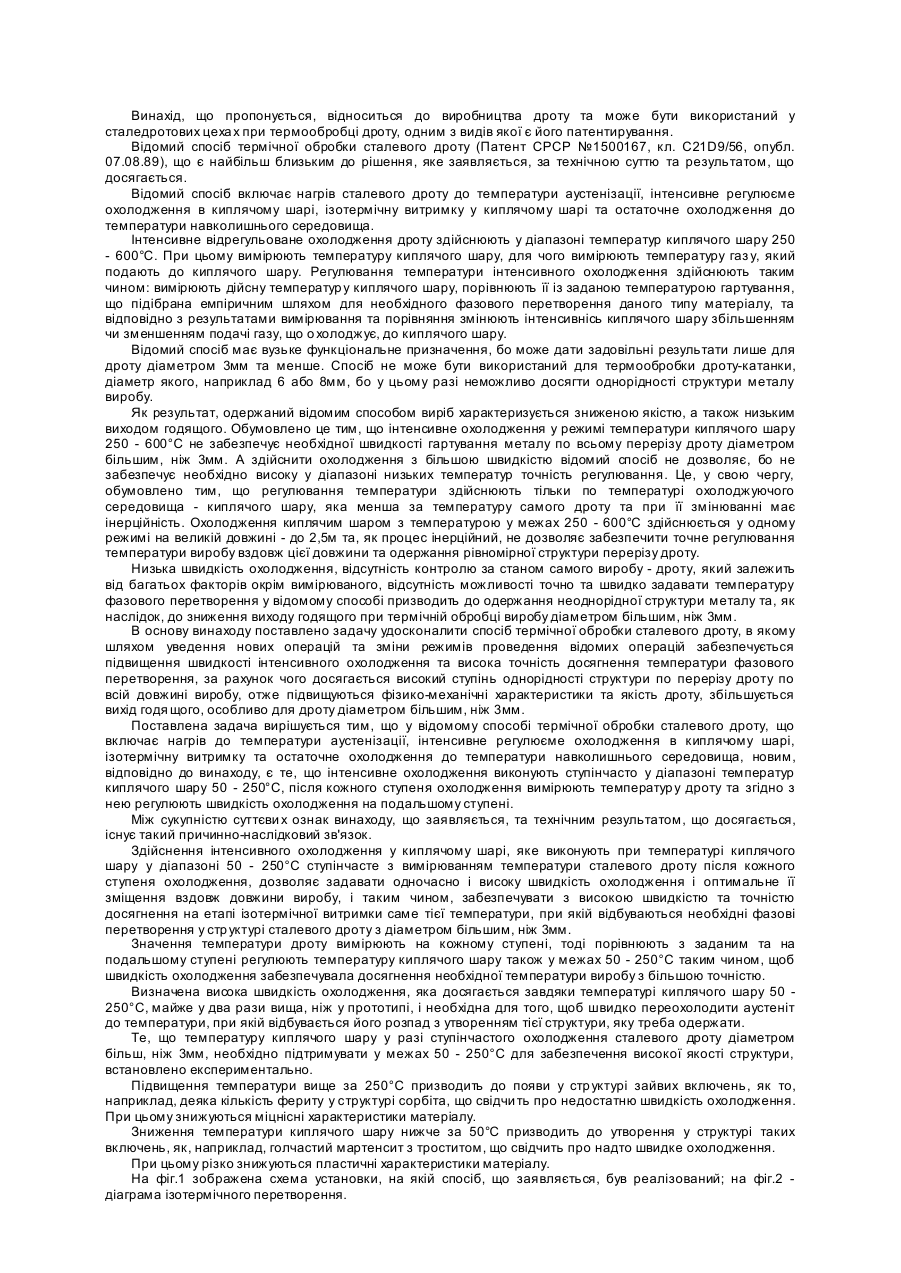
1. Спосіб обробки сталевого дроту, що включає нагрівання сталевого дроту до температури аустенітизації на 150-200°С вище Ас3, витримку його при цій температурі, охолодження для здійснення перетворення в ньому аустеніту, термостатування для завершення перетворення аустеніту й наступне охолодження сталевого дроту на спокійному повітрі, який відрізняється тим, що охолодження для здійснення перетворення аустеніту в сталевому дроті ведуть зі швидкістю 30-80°С/с з забезпеченням перетворення аустеніту до температури 600-630°С, а термостатування для завершення перетворення в сталевому дроті аустеніту здійснюють протягом часу не менше 10 секунд. 2. Спосіб за п. 1, який відрізняється тим, що охолодження для здійснення перетворення аустеніту в сталевому дроті ведуть у свинцевому розплаві. 3. Спосіб за п. 1, який відрізняється тим, що охолодження для здійснення перетворення аустеніту в сталевому дроті ведуть у соляному розплаві. 4. Спосіб за п. 1, який відрізняється тим, що охолодження для здійснення перетворення аустеніту в сталевому дроті ведуть у газоповітряному середовищі. UA (21) a200800016 (22) 02.01.2008 (24) 10.04.2009 (46) 10.04.2009, Бюл.№ 7, 2009 р. (72) БОРИСЕНКО АНДРІЙ ЮРІЙОВИЧ, UA, ЛУЦЕНКО ВЛАДИСЛАВ АНАТОЛІЙОВИЧ, UA, ЖУЧКОВ СЕРГІЙ МИХАЙЛОВИЧ, UA (73) ІНСТИТУТ ЧОРНОЇ МЕТАЛУРГІЇ ІМ. З.І. НЕКРАСОВА НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ, UA (56) UA, 6 422, C1, 29.12.1994 UA, 10 918, C1, 25.12.1996 UA, 60 757, A, 15.10.2003 RU, 2 102 502, C1, 20.01.1998 DE, 3 209 272, A1, 04.11.1982 CS, 239 695, B1, 13.06.1985 US, 4 314 860, A, 09.02.1982 JP, 04-168230, A, 16.06.1992 Потемкин К.Д. Термическая обработка и волочение высокопрочной проволоки. - М. Металлургия, 1963.- С. 22-51 Попова Л.Е., Попов А.А. Диаграммы превращения аустенита в сталях и бета-раствора в сплавах титана. Справочник термиста. 3-е изд. перераб. и доп. - М.: Металлургия, 1991.- С. 39-55, 84-95, 350357 C2 2 (19) 1 3 Недоліками відомого способу прийнятого за прототип, є: 1. Витримка вуглецевих сталей зі вмістом (%, мас.) 0,05-1,3% С при температурах на 30-50°С вище лінії Ас1 не запобігає виділенню надлишкових фаз, тому що вони утворюються при охолодженні до цих температур [3]. 2. Переохолодження аустеніту до 650-575°С, при охолодженні зі швидкістю 10-15°С/с можливо тільки для легованих сталей, які для виробництва високоміцного дроту не використовуються [4]. Задача, розв'язувана за пропонованим винаходом, полягає в розробці способу обробки дроту з оптимальним режимом охолодження, реалізація якого дозволяє одержати сорбітну структуру у вуглецевих сталях без утворення бейніту. Технічний результат, що досягається при використанні технічного рішення, що заявляється, полягає в поліпшенні деформівності дроту, зниженні його обривності при виробництві металовиробів. Вирішення поставленої задачі забезпечується тим, що в способі обробки дроту, що включає нагрівання сталі до температури аустенітизації на 150-200°С вище Ас3, витримку сталі при цій температурі, охолодження для здійснення перетворення аустеніту, термостатування для завершення перетворення аустеніту й наступне охолодження на спокійному повітрі, охолодження для здійснення перетворення аустеніту ведуть зі швидкістю 3080°С/с із забезпеченням перетворення аустеніту при 600-630°С, а термостатування для завершення перетворення аустеніту здійснюють протягом часу не менш 10 секунд, а також тим, що охолодження для здійснення перетворення аустеніту ведуть у свинцевому чи соляному розплаві або в газоповітряному середовищі. Порівняння із прототипом показує, що спосіб обробки сталевого дроту, що заявляється, відрізняється тим, що охолодження для здійснення перетворення аустеніту ведуть зі швидкістю 3080°С/с із забезпеченням перетворення аустеніту при температурі 600-630°С, а термостатування для завершення перетворення аустеніту повинне бути протягом часу не менш 10 секунд, а також тим, що охолодження для здійснення перетворення аустеніту ведуть у свинцевому чи соляному розплаві або в газоповітряному середовищі. Отже, спосіб, що заявляється, відповідає критерію "новизна". Порівняння способу, що заявляється, з іншими технічними рішеннями в даній галузі показало, що в них відсутні ознаки, що відрізняють технічне рішення, що заявляється, від прототипу. Отже, технічне рішення, що заявляється, відповідає критерію "винахідницький рівень". Спосіб обробки сталевого дроту, що заявляється, пояснюється кресленням, де на Фіг.1 показана схема й умови реалізації за пропонованим способом обробки дроту, що включає: 1 - нагрівання сталі; 2 - витримку; 3 - охолодження в розплаві свинцю чи солі або в газоповітряному середовищі; 4 -термостатування при температурі розплаву; 5 - лінія початку й кінця (6) розпаду аустеніту; 7 - зона утворення сорбітної (С) 86324 4 структури; 8 - зона утворення сорбітної і бейнітної (Б) структури; на Фіг.2 зображена мікроструктура дроту, обробленого по пропонованому способу, на Фіг.3 зображена мікроструктура дроту, обробленого за відомим способом-прототипом. Спосіб сорбітизації дроту здійснюється таким чином. Дріт з вуглецевих сталей нагрівають до температури 920-950°С (1) і витримують при цій температурі (2). Після цього дріт попадає у свинцеву чи соляну ванну або газоповітряне середовище, де відбувається його охолодження зі швидкістю 30-80°С/с (3) і перетворення аустеніту при температурах 600-630°С з наступним термостатуванням (4) протягом 10 секунд від початку (5) і до кінця (6) перетворення аустеніту в зоні утворення сорбітнї структури (7). Завдяки такій обробці утворюється сорбітна структура без ділянок бейніту, що сприяє зниженню обривності сталевого дроту при подальшій переробці. Нагрівання до температури нижче 920°С приводить до утворення дрібнозернистої структури аустеніту зі збільшенням довжини між зернистих границь, що є місцями концентрації дефектів кристалічної будови, які при зміцненні сталі негативно впливають на пластичні властивості дроту після волочіння. Нагрівання вище 950°С приводить до значного росту аустенітних зерен і значного підвищення стійкості аустеніту, що може сприяти утворенню бейніту при зазначених швидкостях охолодження. При охолодженні після нагрівання до зазначених температур зі швидкостями менш 30°С/с аустеніт розпадається з утворенням грубопластинчатої структури перліту; при охолодженні зі швидкостями більше 80°С/с можливе утворення бейніто-мартенситних структур, що знижує механічні властивості дроту. Якщо при охолодженні із зазначеними швидкостями перетворення аустеніту буде відбуватися при температурах вище 630°С, то також утвориться грубопластинчатий перліт; якщо при температурах нижче 600°С, те перетворення аустеніту відбувається з утворенням бейніту, що неприпустимо. Термостатування менш 10 секунд може привести до неповного перетворення аустеніту в сорбіт і утворення мартенситу, що неприпустимо. Приклад здійснення способу, що заявляється. Запропонований спосіб обробки дроту здійснювали на дроті з вуглецевої сталі зі вмістом, % мас: 0,84 С; 0,18 Si; 0,54 Μn; 0,03 Cr; 0,03 Сu; 0,02 Ni; 0,006 Ρ; 0,009 S, призначеної для виготовлення металокорду. Діаметр дроту -1,55мм. Обробку здійснювали в умовах підприємства. Дріт нагрівали до температури аустенітизації 925°С (вище Ас3 на 200°С), витримували при цій температурі протягом 30 секунд і охолоджували в розплаві свинцю зі швидкістю 70°С/с із забезпеченням перетворення аустеніту в інтервалі температур 600-630°С. Після цього дріт термостатували при температурі розплаву протягом 10 секунд для завершення перетворення аустеніту. Контролюва 5 86324 ли мікроструктуру й механічні властивості після обробки по зазначеному режиму. Для порівняння обробляли дріт такого ж хімічного складу за відомим способом з перетворенням аустеніту при 580-575°С. Після обробки дроту за пропонованим способом й відомим були виконані дослідження механічних властивостей (таблиця) і мікроструктури (Фіг.2, 3). 6 Дослідження підтвердили, що дріт, оброблений за пропонованим способом, має сорбітну структуру (С) без ділянок бейніту (Б) і підвищене число скручувань. Після обробки за відомим способом, у структурі спостерігалися ділянки верхнього бейніту (Б), що приводить до зниження пластичних властивостей, що відбивається в зменшенні числа скручувань, що є причиною обривності дроту при подальшій переробці. Таблиця Спосіб Що заявляється Відомий спосіб sв, Н/мм2 1306 1336 s0,2, Н/мм2 922 940 Отримані результати підтверджують можливість одержання сорбітної структури в дроті з вуглецевих сталей, обробленому за пропонованим способом, без утворення бейніту, що сприяє зни Комп’ютерна верстка Л.Литвиненко Механічні властивості d, % Y ,% 7,4 17 8,2 16 Число скручувань 78 38 женню його обривності при подальшій переробці, а, отже вирішується поставлене завдання й досягається передбачуваний технічний результат. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treatment of steel wire
Автори англійськоюBorysenko Andrii Yuriiovych, Lutsenko Vladyslav Anatoliiovych, Zhuchkov Serhii Mykhailovych
Назва патенту російськоюСпособ обработки стальной проволоки
Автори російськоюБорисенко Андрей Юрьевич, Луценко Владислав Анатольевич, Жучков Сергей Михайлович
МПК / Мітки
МПК: C21D 9/52
Мітки: дроту, сталевого, спосіб, обробки
Код посилання
<a href="https://ua.patents.su/3-86324-sposib-obrobki-stalevogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки сталевого дроту</a>
Спосіб термічної обробки сталевого дроту
Номер патенту: 25815
Опубліковано: 30.10.1998
Автори: Шустов Борис Миколайович, Євдокимов Геннадій Григорович, Калегов Валерій Васильович, Корольов Володимир Миколайович
МПК: C21D 9/56
Мітки: спосіб, дроту, обробки, сталевого, термічної
Формула / Реферат:
Спосіб термічної обробки сталевого дроту, що включає нагрів до температури аустенізації, інтенсивне регулюєме охолодження в киплячому шарі, ізотермічну витримку та остаточне охолодження до температури навколишнього середовища, який відрізняється тим, що інтенсивне охолодження виконують ступінчасто у діапазоні температур киплячого шару 50 - 250°C, після кожного ступеня охолодження вимірюють температуру дроту та згідно з нею регулюють швидкість...
Установка для термічної обробки сталевого дроту
Номер патенту: 25814
Опубліковано: 30.10.1998
Автори: Шустов Борис Миколайович, Калегов Валерій Васильович, Євдокимов Геннадій Григорович, Корольов Володимир Миколайович
МПК: C21D 9/567
Мітки: термічної, сталевого, обробки, дроту, установка
Формула / Реферат:
1. Установка для термічної обробки сталевого дроту, яка містить послідовно розташовані нагрівальну піч, сполучені пристрої гартування та витримки в киплячому шарі, які споряджені напірними газовими камерами із засобами подачі до них газу, термодатчиками, причому термодатчики, які установлені в пристрої гартування, з'єднані із засобами регулювання подачі до нього газу, а термодатчики, які установлені в пристрої витримки, що містить нагрівальні...
Спосіб багаторазового волочіння сталевого дроту
Номер патенту: 57524
Опубліковано: 16.06.2003
Автори: Петров Юрій Михайлович, Іванцов Іван Іванович, Зубанов Володимир Олександрович
МПК: B21C 1/00
Мітки: спосіб, багаторазового, сталевого, дроту, волочіння
Формула / Реферат:
Спосіб багаторазового волочіння сталевого дроту, що включає волочіння сталевої заготовки з захисним покриттям крізь ряд послідовно установлених волок, який відрізняється тим, що волочіння заготовки виконують зі зменшенням величини частинного обтиснення від попередньої волоки до наступної, при цьому волочіння заготовки в n-ій волоці ведуть з величиною частинного обтиснення відповідно до залежності:
Спосіб обробки сталевого виробу, спосіб виробництва сталевого виробу та виріб, виготовлений з використанням зазначених способів
Номер патенту: 85550
Опубліковано: 10.02.2009
Автор: Ван дер Вінден Менно Рутгер
МПК: B21B 1/02
Мітки: обробки, зазначених, використанням, виріб, способів, виробу, спосіб, виготовлений, виробництва, сталевого
Формула / Реферат:
Спосіб обробки дроту для музичних струн
Номер патенту: 12547
Опубліковано: 15.02.2006
Автори: Алімова Світлана Валеріївна, Колодій Ілля Юрійович, Алімов Валерій Іванович, Туков Володимир Анатолійович
МПК: C21D 9/52
Мітки: обробки, струн, спосіб, дроту, музичних
Формула / Реферат:
Спосіб обробки дроту для музичних струн, який включає аустенітизацію, короткочасне переохолодження, термостатування в міжкритичному інтервалі і регламентоване охолоджування до 650-575°С, який відрізняється тим, що проводять швидкісну аустенітизацію зовнішнього шару товщиною до 0,25d, де d - діаметр дроту, а серцевину нагрівають за рахунок тепла зовнішнього шару до температур 575-650°С.
Попередній патент: Спосіб одержання силану та установка для його здійснення
Наступний патент: Фурма для десульфурації чавуну зернистим магнієм у великовантажних ковшах
Випадковий патент: Пристрій для фіксації шарнірно-з'єднаних кожухів секцій конвейєра