Спосіб термічної обробки сталевого дроту
Номер патенту: 25815
Опубліковано: 30.10.1998
Автори: Шустов Борис Миколайович, Калегов Валерій Васильович, Євдокимов Геннадій Григорович, Корольов Володимир Миколайович
Формула / Реферат
Спосіб термічної обробки сталевого дроту, що включає нагрів до температури аустенізації, інтенсивне регулюєме охолодження в киплячому шарі, ізотермічну витримку та остаточне охолодження до температури навколишнього середовища, який відрізняється тим, що інтенсивне охолодження виконують ступінчасто у діапазоні температур киплячого шару 50 - 250°C, після кожного ступеня охолодження вимірюють температуру дроту та згідно з нею регулюють швидкість охолодження на подальшому ступені.
Текст
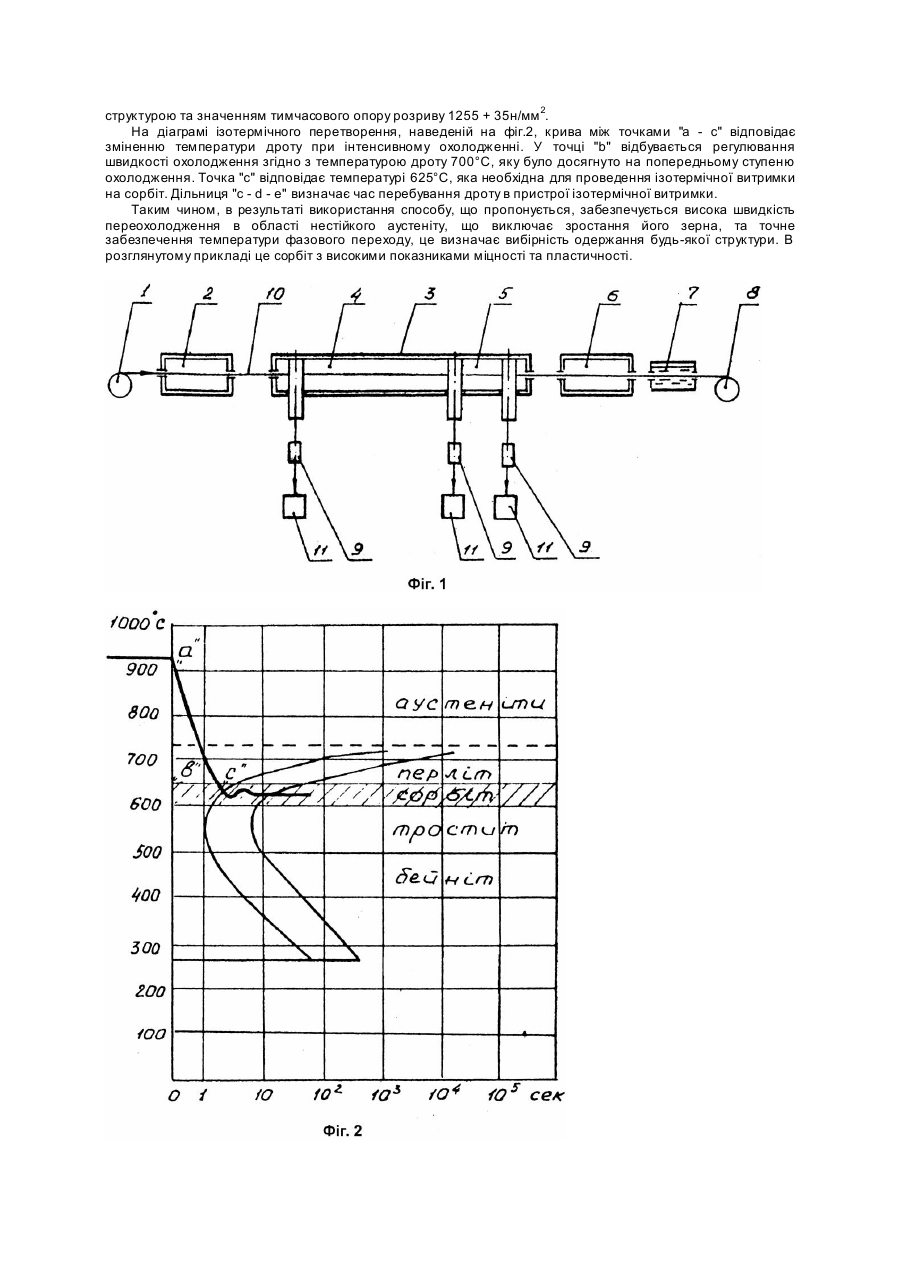
Винахід, що пропонується, відноситься до виробництва дроту та може бути використаний у сталедротових цеха х при термообробці дроту, одним з видів якої є його патентирування. Відомий спосіб термічної обробки сталевого дроту (Патент СРСР №1500167, кл. C21D9/56, опубл. 07.08.89), що є найбільш близьким до рішення, яке заявляється, за технічною суттю та результатом, що досягається. Відомий спосіб включає нагрів сталевого дроту до температури аустенізації, інтенсивне регулюєме охолодження в киплячому шарі, ізотермічну витримку у киплячому шарі та остаточне охолодження до температури навколишнього середовища. Інтенсивне відрегульоване охолодження дроту здійснюють у діапазоні температур киплячого шару 250 - 600°C. При цьому вимірюють температуру киплячого шару, для чого вимірюють температуру газ у, який подають до киплячого шару. Регулювання температури інтенсивного охолодження здійснюють таким чином: вимірюють дійсну температур у киплячого шару, порівнюють її із заданою температурою гартування, що підібрана емпіричним шляхом для необхідного фазового перетворення даного типу матеріалу, та відповідно з результатами вимірювання та порівняння змінюють інтенсивнісь киплячого шару збільшенням чи зменшенням подачі газу, що о холоджує, до киплячого шару. Відомий спосіб має вузьке функціональне призначення, бо може дати задовільні результати лише для дроту діаметром 3мм та менше. Спосіб не може бути використаний для термообробки дроту-катанки, діаметр якого, наприклад 6 або 8мм, бо у цьому разі неможливо досягти однорідності структури металу виробу. Як результат, одержаний відомим способом виріб характеризується зниженою якістю, а також низьким виходом годящого. Обумовлено це тим, що інтенсивне охолодження у режимі температури киплячого шару 250 - 600°C не забезпечує необхідної швидкості гартування металу по всьому перерізу дроту діаметром більшим, ніж 3мм. А здійснити охолодження з більшою швидкістю відомий спосіб не дозволяє, бо не забезпечує необхідно високу у діапазоні низьких температур точність регулювання. Це, у свою чергу, обумовлено тим, що регулювання температури здійснюють тільки по температурі охолоджуючого середовища - киплячого шару, яка менша за температуру самого дроту та при її змінюванні має інерційність. Охолодження киплячим шаром з температурою у межах 250 - 600°C здійснюється у одному режимі на великій довжині - до 2,5м та, як процес інерційний, не дозволяє забезпечити точне регулювання температури виробу вздовж цієї довжини та одержання рівномірної структури перерізу дроту. Низька швидкість охолодження, відсутність контролю за станом самого виробу - дроту, який залежить від багатьох факторів окрім вимірюваного, відсутність можливості точно та швидко задавати температуру фазового перетворення у відомому способі призводить до одержання неоднорідної структури металу та, як наслідок, до зниження виходу годящого при термічній обробці виробу діаметром більшим, ніж 3мм. В основу винаходу поставлено задачу удосконалити спосіб термічної обробки сталевого дроту, в якому шляхом уведення нових операцій та зміни режимів проведення відомих операцій забезпечується підвищення швидкості інтенсивного охолодження та висока точність досягнення температури фазового перетворення, за рахунок чого досягається високий ступінь однорідності структури по перерізу дроту по всій довжині виробу, отже підвищуються фізико-механічні характеристики та якість дроту, збільшується вихід годя щого, особливо для дроту діаметром більшим, ніж 3мм. Поставлена задача вирішується тим, що у відомому способі термічної обробки сталевого дроту, що включає нагрів до температури аустенізації, інтенсивне регулюєме охолодження в киплячому шарі, ізотермічну витримку та остаточне охолодження до температури навколишнього середовища, новим, відповідно до винаходу, є те, що інтенсивне охолодження виконують ступінчасто у діапазоні температур киплячого шару 50 - 250°C, після кожного ступеня охолодження вимірюють температур у дроту та згідно з нею регулюють швидкість охолодження на подальшому ступені. Між сукупністю суттєви х ознак винаходу, що заявляється, та технічним результатом, що досягається, існує такий причинно-наслідковий зв'язок. Здійснення інтенсивного охолодження у киплячому шарі, яке виконують при температурі киплячого шару у діапазоні 50 - 250°C ступінчасте з вимірюванням температури сталевого дроту після кожного ступеня охолодження, дозволяє задавати одночасно і високу швидкість охолодження і оптимальне її зміщення вздовж довжини виробу, і таким чином, забезпечувати з високою швидкістю та точністю досягнення на етапі ізотермічної витримки саме тієї температури, при якій відбуваються необхідні фазові перетворення у стр уктурі сталевого дроту з діаметром більшим, ніж 3мм. Значення температури дроту вимірюють на кожному ступені, тоді порівнюють з заданим та на подальшому ступені регулюють температуру киплячого шару також у межах 50 - 250°C таким чином, щоб швидкість охолодження забезпечувала досягнення необхідної температури виробу з більшою точністю. Визначена висока швидкість охолодження, яка досягається завдяки температурі киплячого шару 50 250°C, майже у два рази вища, ніж у прототипі, і необхідна для того, щоб швидко переохолодити аустеніт до температури, при якій відбувається його розпад з утворенням тієї структури, яку треба одержати. Те, що температуру киплячого шару у разі ступінчастого охолодження сталевого дроту діаметром більш, ніж 3мм, необхідно підтримувати у межах 50 - 250°C для забезпечення високої якості структури, встановлено експериментально. Підвищення температури вище за 250°C призводить до появи у стр уктурі зайвих включень, як то, наприклад, деяка кількість фериту у структурі сорбіта, що свідчи ть про недостатню швидкість охолодження. При цьому знижуються міцнісні характеристики матеріалу. Зниження температури киплячого шару нижче за 50°C призводить до утворення у структурі таких включень, як, наприклад, голчастий мартенсит з троститом, що свідчить про надто швидке охолодження. При цьому різко знижуються пластичні характеристики матеріалу. На фіг.1 зображена схема установки, на якій спосіб, що заявляється, був реалізований; на фіг.2 діаграма ізотермічного перетворення. Установка для термічної обробки сталевого дроту, на якій спосіб був реалізований, містить послідовно розташовані розмотувальний пристрій 1, нагрівальну піч 2, пристрій 3 інтенсивного охолодження у киплячому шарі, що виконаний з двома ступенями 4, 5 охолодження, яких може бути більше, якщо потрібно. Далі ідуть пристрій 6 ізотермічної витримки, ванна 7 охолодження-промивки, намотувальний пристрій 8. Пристрій 3 інтенсивного охолодження споряджений пірометричними датчиками 9 для вимірювання температури дроту 10, які установлені на вході кожного ступеня 4, 5 пристрою 3 інтенсивного охолодження та на його виході. Виходи пірометричних датчиків 9 температури сполучаються із механізмами 11 регулювання інтенсивної киплячого шару на кожному ступені 4, 5, відповідно. Спосіб термічної обробки сталевого дроту, що є об'єктом винаходу, реалізується так, як описано нижче. Дріт-катанку 10 змотують з розмотувального пристрою 1, нагрівають до температури аустенізації у нагрівальній печі 2. При цьому температуру нагріву та швидкість транспортування дроту 10 обирають такими, щоб забезпечити повну аустенізацію структури по всьому перерізу дроту 10. З печі 2 дріт 10 подають до пристрою 3 інтенсивного охолодження у киплячому шарі, де його ступінчасто охолоджують. При цьому вимірюють температуру дроту на вході до пристрою 3 інтенсивного охолодження, а тоді після першого ступеня охолодження за допомогою пірометричних датчиків 9 температури, Згідно з результатами вимірювання на першому ступені 4 регулюють швидкість охолодження на другому ступені за допомогою механізму 11 регулювання інтенсивності киплячого шару. Після камери 3 охолодження дріт 10 подають до пристрою 6 ізотермічної витримки для перетворення переохолодженого аустеніту та вирівнювання структури по всьому перерізу та довжині дроту. Потім здійснюють його остаточне охолодження до температури навколишнього середовища у ванні 7 охолодження-промивки і намотують за допомогою намотувального пристрою 8. Спосіб, що є об'єктом винаходу, було перевірено шляхом термічної обробки дроту з різних сталей. Приклад 1. Дріт-катанку зі сталі 70 діаметром 6,5мм піддавали термічній обробці, для цього його нагрівали до 910°C, що на 170°C вище критичної точки Ac3 = 743°C. Швидкість транспортування дроту 4,5 5,0м/xв. Нагрітий дріт інтенсивно охолоджували у киплячому шарі, температуру якого змінювали, її обирали, як у межах, що заявлені 50; 90; 250°C, так і за цими межами - 40; 270°C. Інтенсивне охолодження проводили ступінчасто у два етапи до температури 450 - 460°C, при якій здійснювали ізотермічну витриму 40сек, що необхідно для фазового перетворення структури на сорбіт. З кожних 20м дроту, який був термооброблений, брали зразки і досліджували їх властивості відомими методами. Встановлено, що підвищення температури киплячого шару більше, ніж 250°C, призводить до зниження межі міцності і, хоч при цьому дещо підвищуються показники пластичності, та у стр уктурі з сорбітом присутня деяка кількість фериту, що є свідоцтвом недостатньої швидкості охолодження. Якщо температуру киплячого шару знижували менше, ніж 50°C, то спостерігали, що підвищується межа міцності, але знижуються показники пластичності. Одночасно надто різке охолодження призводило до утворення у стр уктурі дроту голчастого мартенситу із троститом. Оптимальну сук упність значень межі міцності та показників пластичності із однорідною структурою дроту без виділення надлишкових фаз було забезпечено при інтенсивному охолодженні у киплячому шарі з температурою 50 - 250°C. Вибір найбільш оптимальної температури у цих межах залежить ще від таких показників дроту, як його діаметр та склад матеріалу домішок, бо забезпечує максимально високі показники. Для дроту зі сталі 70 як найкращу оптимальну встановлено температуру киплячого шару 90°C. При цій температурі киплячого шару за 6сек здійснювали різке охолодження дроту до 450 - 460°C. Для визначення якості дроту, що отриманий у цьому режимі, проводили вимірювання тимчасового опору розриву по довжині на протязі 130 метрів через кожні 10 метрів, яке показало його високе значення та однорідність. Значення тимчасового опору розриву становило 1160 + 15н/мм 2, що значно краще, ніж при термічній обробці способом-прототипом, із дроту-катанки, який піддавали термічній обробці, як указано вище, методом холодного волочіння з сумарним обтисненням була виготовлена дослідна партія дроту з діаметром 2,8мм. Тимчасовий опір готового дроту складав 1786 - 1911н/мм 2. Приклад 2. Термічній обробці способом, що пропонується, піддавали дріт-катанку зі сталі 75 діаметром 6,5мм. Нагрів здійснювали до температури 930°C, що на 199°C вище критичної точки Ac3 = 731°C, ступінчасте інтенсивне охолодження - до температури 480 - 500°C з вимірюванням температури дроту на кожному стулені. Температуру киплячого шару при інтенсивному охолодженні змінювали, її значеннями вибирали як ті, що заявлені 50; 90; 250°C, тік і за цими межами - 40; 270°C. Швидкість транспортування дроту - 4 - 4,5м/хв. Після ізотермічної витримки протягом 40сек і остаточного охолодження проводили дослідження виробу. При температурі киплячого шару 50 та 250°C структура дроту складалась з сорбіту з окремими ділянками дрібнопластинчатого перліту, що доп устимо. При оптимальній температурі - 85°C надлишкові включення у стр уктурі були відсутні. За умов режиму охолодження, що заявлені, одержано дріт із такими властивостями: тимчасовий опір розриву дорівнює 1210 + 15н/мм 2, стр уктура - сорбіт. Приклад 3. Термічній обробці способом, що пропонується, піддавали дріт-катанку зі сталі 80 діаметром 6,5мм. Нагрів здійснювали до температури 920°C що на 185°C вище критичної точки Ac3 = 735°C. Ступінчасте інтенсивне охолодження проводили до температури 620°C у два ступеня. Тривалість інтенсивного охолодження становила 5сек. Дослідними вимірюваннями встановлено, що оптимальною температурою киплячого шару при інтенсивному охолодженні є також режим у межах 50 - 250°C. За умов цього режиму охолодження та витримки протягом 40сек одержаний дріт зі сорбітною структурою та значенням тимчасового опору розриву 1255 + 35н/мм 2. На діаграмі ізотермічного перетворення, наведеній на фіг.2, крива між точками "a - c" відповідає зміненню температури дроту при інтенсивному охолодженні. У точці "b" відбувається регулювання швидкості охолодження згідно з температурою дроту 700°C, яку було досягнуто на попередньому ступеню охолодження. Точка "c" відповідає температурі 625°C, яка необхідна для проведення ізотермічної витримки на сорбіт. Дільниця "c - d - e" визначає час перебування дроту в пристрої ізотермічної витримки. Таким чином, в результаті використання способу, що пропонується, забезпечується висока швидкість переохолодження в області нестійкого аустеніту, що виключає зростання його зерна, та точне забезпечення температури фазового переходу, це визначає вибірність одержання будь-якої структури. В розглянутому прикладі це сорбіт з високими показниками міцності та пластичності.
ДивитисяДодаткова інформація
Автори англійськоюKoroliov Volodymyr Mykolaiovych, Kalehov Valerii Vasyliovych, Yevdokymov Hennadii Hryhorovych, Shustov Borys Mykolaiovych
Автори російськоюКоролев Владимир Николаевич, Калегов Валерий Васильевич, Евдокимов Геннадий Григорьевич, Шустов Борис Николаевич
МПК / Мітки
МПК: C21D 9/56
Мітки: сталевого, спосіб, обробки, дроту, термічної
Код посилання
<a href="https://ua.patents.su/3-25815-sposib-termichno-obrobki-stalevogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки сталевого дроту</a>
Спосіб термічної обробки сталевого дробу
Номер патенту: 723
Опубліковано: 15.12.1993
Автори: Кир'якова Наталія Васильовна, Мудрук Леонід Олександрович, Затуловський Сергій Семенович
Мітки: обробки, сталевого, дробу, термічної, спосіб
Формула / Реферат:
Формула изобретения1. Способ термической обработки стальной дроби, включающий нагрев ее в засыпке вещества, разлагающегося с образованием окислительной атмосферы, отличающийся тем, что, с целью повышения качества дроби, в качестве вещества используют глинистокарбонатную засыпку, а нагрев ведут при послойном размещении дроби и засыпки при толщине слоев дроби 50-100мм и количестве засыпки 1,5-2,5% от массы дроби.2. Способ по п.1,...
Спосіб термічної обробки дроту та пристрій для його здійснення

Номер патенту: 10918
Опубліковано: 25.12.1996
Автори: Сіриця Тетяна Глібовна, Баришев Євген Володимирович, Брехт Павєл Лаврєнтьєвіч, Зіненко Олена Миколаївна, Кузьмичов Генадій Михайлович, Борисенко Юрій Глібович, Баришев Олександр Володимирович, Петров Юрій Михайлович, Петров Андрій Юрієвич, Сікачина Валерій Васильович, Подольскій Боріс Гєоргієвіч, Коровайний Олександр Сергійович, Покровков Миколай Іванович, Кузьмичов Михайло Васильович, Щербак Костянтин Олександрович, Галенко Юрій Семенович, Артьомов Володимир Васильович, Сікачина Ігор Васильович, Коровайний Сергій Федорович, Галенко Галина Валентинівна, Пілюшенко Віталій Лаврентійович, Артьомов Сергій Володимирович, Щербак Олександр Семенович
Мітки: обробки, здійснення, спосіб, термічної, дроту, пристрій
Спосіб термічної обробки протяжних виробів
Номер патенту: 21311
Опубліковано: 02.12.1997
Автори: Євдокимов Геннадій Григорович, Дворецький Олександр Анатолійович, Шустов Борис Миколайович, Калєгов Валерій Васильович, Корольов Володимир Миколайович, Ганзуленко Сергій Михайлович
МПК: C21D 9/52
Мітки: виробів, обробки, спосіб, термічної, протяжних
Формула / Реферат:
1. Спосіб термічної обробки протяжних виробів, який містить нагрів до температури аустені-зації, ізотермічну витримку у захисній атмосфері, інтенсивне охолодження до температури стабілізації структури, остаточне охолодження до температури навколишнього середовища, який відрізняється тим, що ізотермічну витримку у захисній атмосфері здійснюють після інтенсивного охолодження, що виконують східчасте у потоці охолоджуючої рідини, при цьому...
Спосіб термічної обробки зварних з’єднань

Номер патенту: 21066
Опубліковано: 04.11.1997
Автор: Коровайченко Юрій Миколайович
МПК: C21D 1/00
Мітки: обробки, термічної, зварних, спосіб, з'єднань
Формула / Реферат:
Спосіб термічної обробки зварних з'єднань, включаючий місцеву зональну термічну обробку шва і зон термічного впливу автономними нагрівачами, який відрізняється тим, що зварні з'єднання піддають багаторазовому нагріванню з швидкістю 350-500°С/хв до температури АC1+40 - 60°С без витримки, природному охолодженню з швидкістю 80-100 С/хв до температури Аr1 -50 - 70°С І примусовому охолодженню з швидкістю 600-900°С/хв до температури 50-100°С у...
Спосіб термічної обробки твердосплавних елементів ріжучого інструменту
Номер патенту: 21065
Опубліковано: 04.11.1997
Автори: Коровайченко Юрій Миколайович, Коровайченко Валентина Володимирівна
МПК: C21D 1/00
Мітки: ріжучого, спосіб, твердосплавних, елементів, інструменту, обробки, термічної
Формула / Реферат:
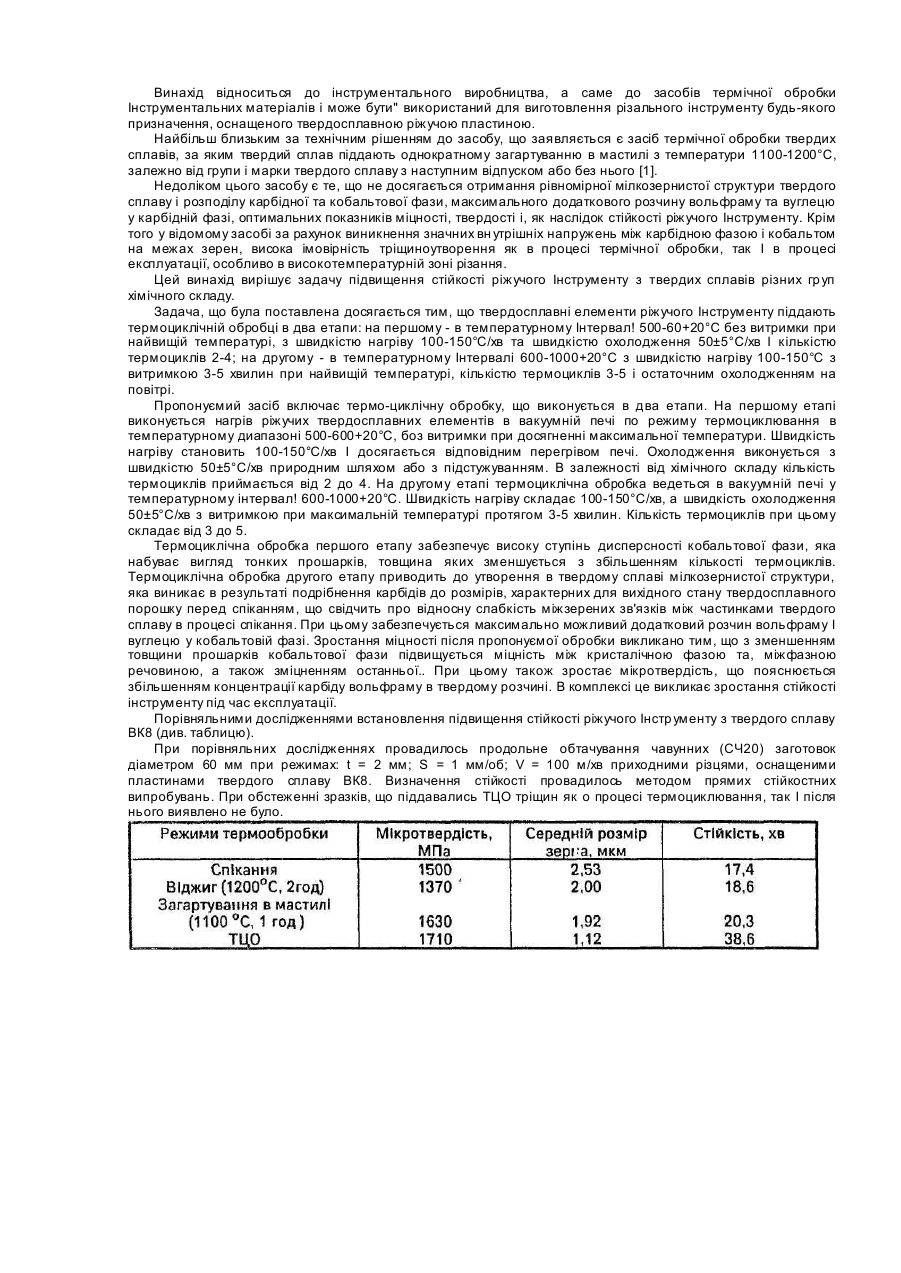
Спосіб термічної обробки твердосплавних елементів ріжучого інструменту, включаючий їх термічну обробку, який відрізняється тим, що твердосплавні елементи піддають термоциклічній обробці в два етапи: в температурному інтервалі 500-600+20°С, без витримки при максимальній температурі, з швидкістю нагріву 100— 150°С/хв та швидкістю охолодження 50± ±5°С/хв i кількістю термоциклів 2-4 i в температурному інтервалі 600-1000+20°С з швидкістю нагріву...
Попередній патент: Спосіб термічної переробки твердих органічних відходів та установка для його здійснення
Наступний патент: Спосіб прокатування зливків пірамідальної форми на обтискних та заготовочних станах
Випадковий патент: Взуття, що вентилюється