Установка для термічної обробки сталевого дроту
Номер патенту: 25814
Опубліковано: 30.10.1998
Автори: Євдокимов Геннадій Григорович, Шустов Борис Миколайович, Корольов Володимир Миколайович, Калегов Валерій Васильович
Формула / Реферат
1. Установка для термічної обробки сталевого дроту, яка містить послідовно розташовані нагрівальну піч, сполучені пристрої гартування та витримки в киплячому шарі, які споряджені напірними газовими камерами із засобами подачі до них газу, термодатчиками, причому термодатчики, які установлені в пристрої гартування, з'єднані із засобами регулювання подачі до нього газу, а термодатчики, які установлені в пристрої витримки, що містить нагрівальні елементи із засобами регулювання температури, з'єднані з останніми, яка відрізняється тим, що напірні газові камери розділені на секції, кожна з яких споряджена засобами подачі газу, у пристрої гартування, який виконаний з водоохолоджуваними стінками, термодатчики установлені з можливістю вимірювання температури дроту на вході в пристрій та на виході кожної секції і виконані у вигляді оптичних пірометрів, а в пристрої витримки нагрівальні елементи установлені в кожній секції напірної газової камери.
2. Установка за п.1, яка відрізняється тим, що пристрій гартування виконаний з можливістю змінювання довжини, а пристрій витримки - з можливістю переміщення уздовж осі установки.
Текст
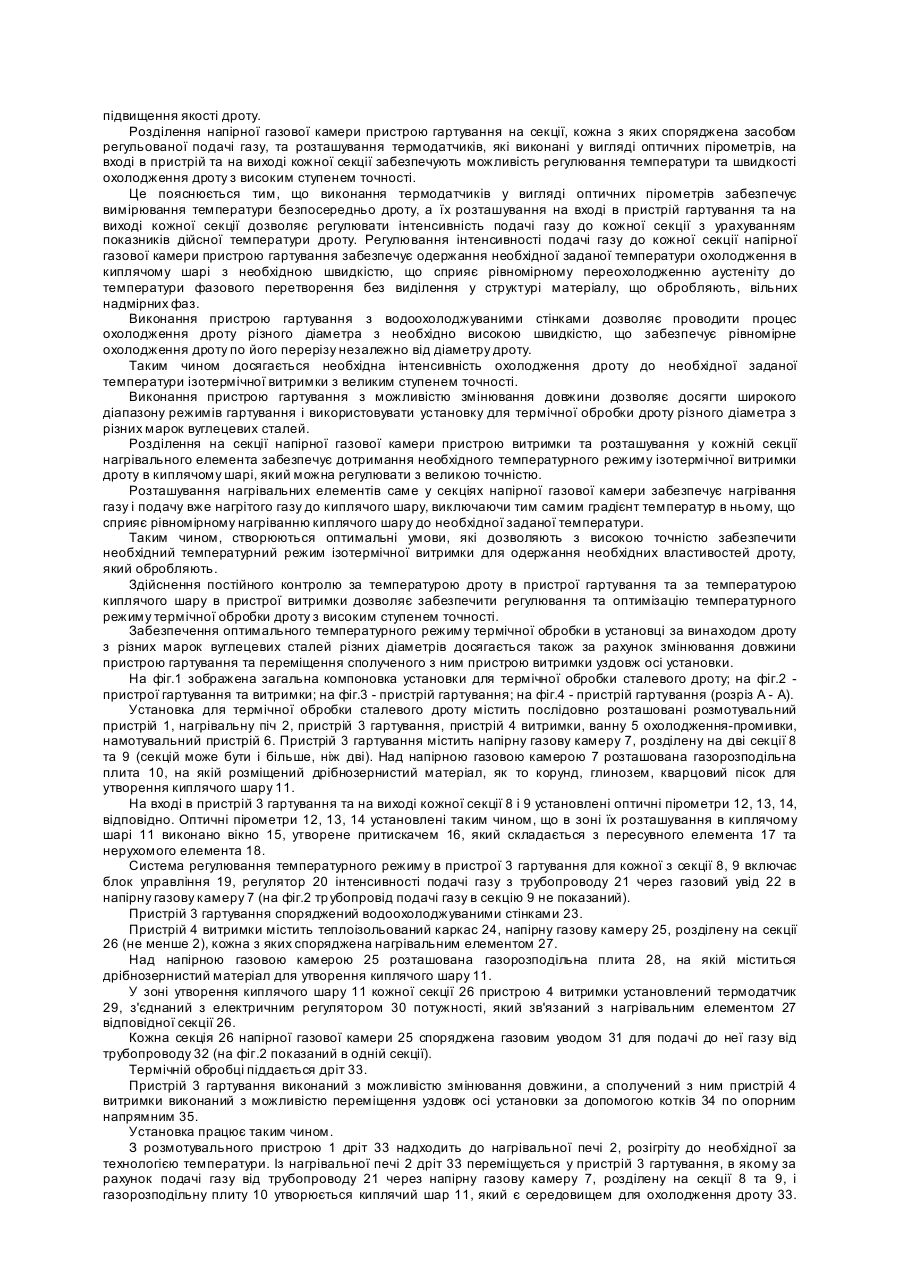
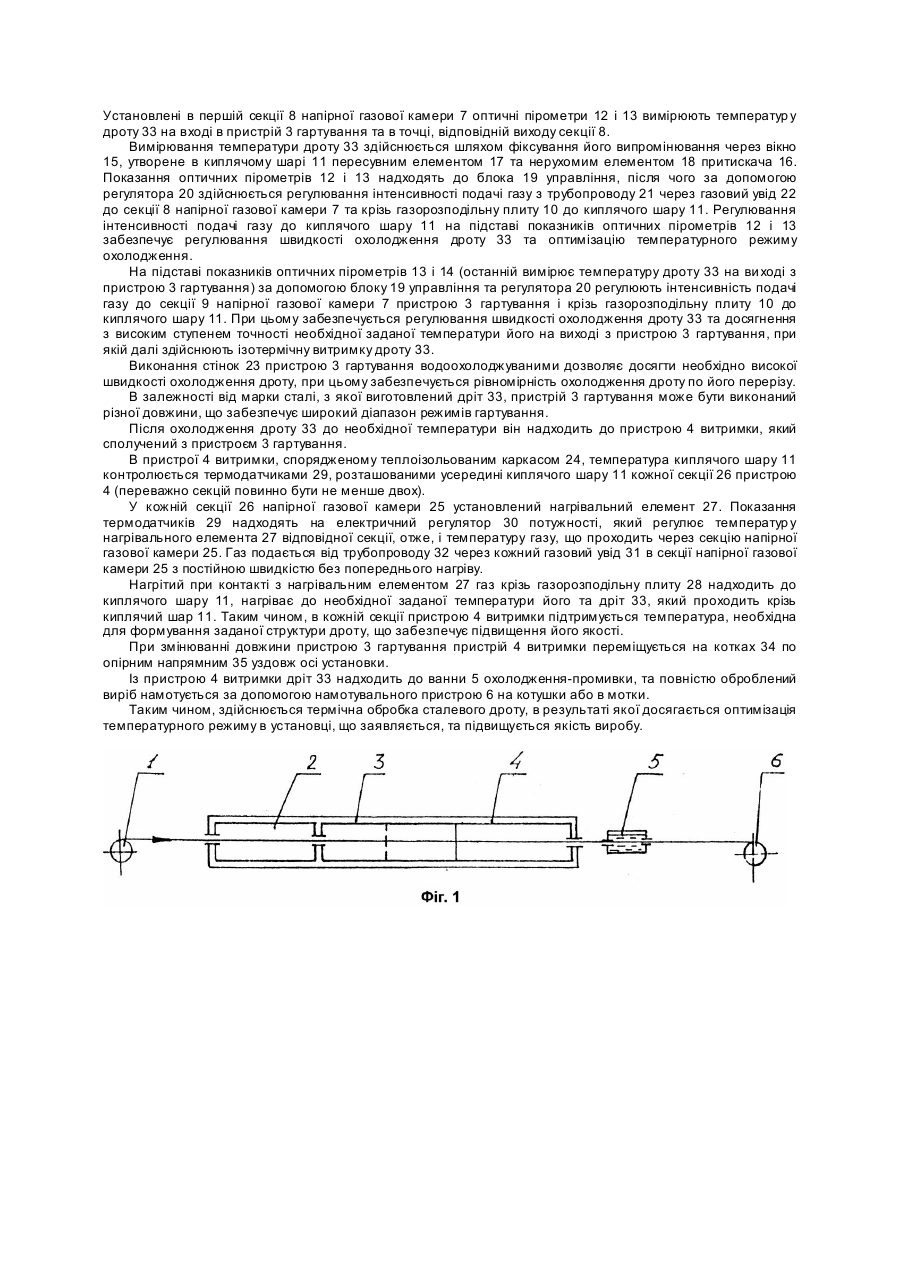
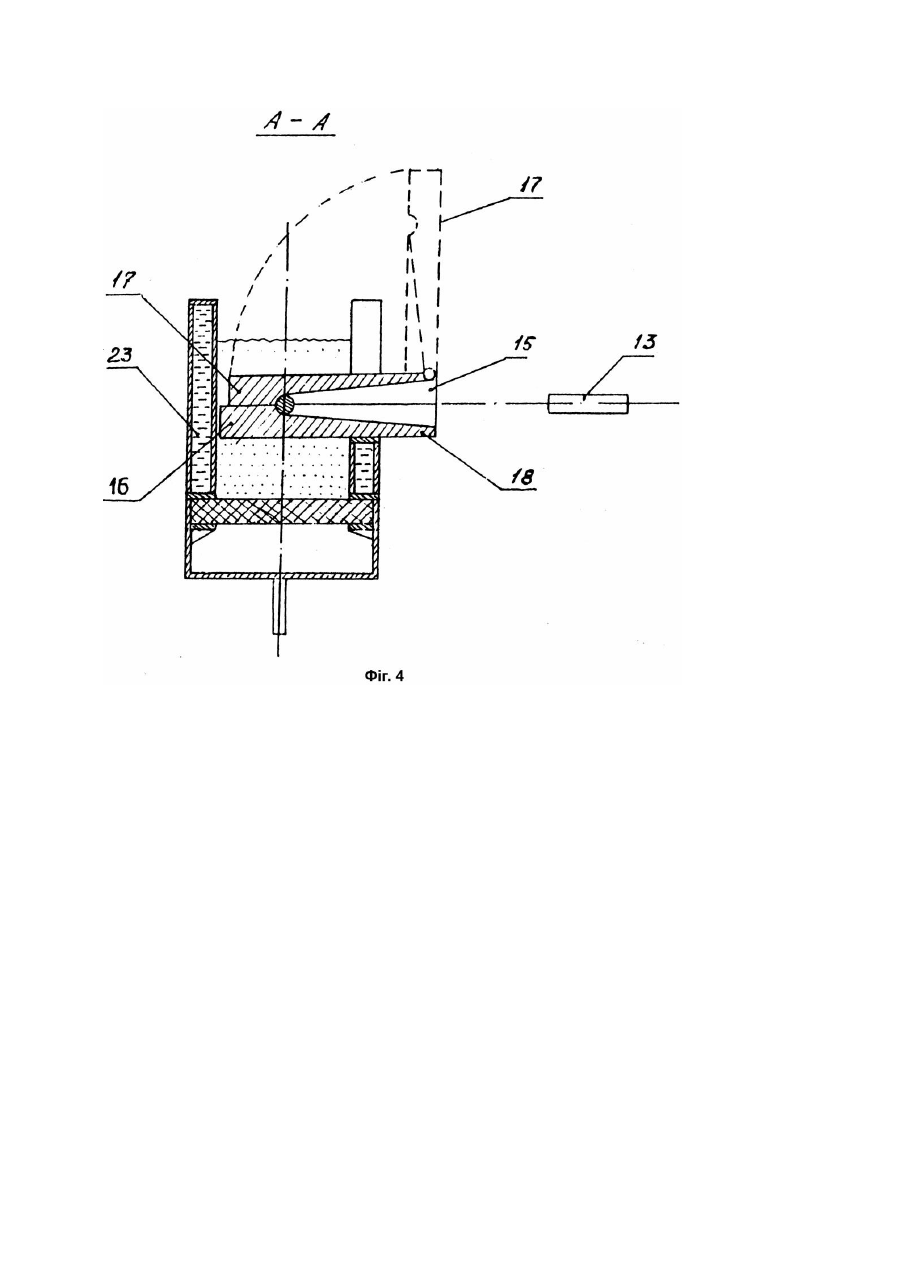
Винахід відноситься до металургії, а саме до виробництва дроту, та може бути використаний у сталедротових цеха х для термічної обробки дроту, переважно з вуглецевої сталі. Відома установка для термічної обробки сталевого дроту (Патент СРСР №1500167, кл. C21D9/56, опубл. 07.08.89), яка є найбільш близькою до рішення, що заявляється, за технічною суттю та результатом, що досягається. Відома установка для термічної обробки сталевого дроту містить послідовно розташовані нагрівальну піч, сполучені пристрої гартування та витримки в киплячому шарі. Пристрій гартування і пристрій витримки споряджені напірними газовими камерами із засобами подачі до них газу та термодатчиками. Термодатчики, які установлені в пристрої гартування, з'єднані із засобами регулювання подачі до нього газу, а термодатчики, які установлені в пристрої витримки, що містить нагрівальні елементи із засобами регулювання температури, з'єднані з останніми. Установка містить керуючий пристрій для регулювання температури газу, що подається у пристрій гартування для утворення киплячого шару і регулювання його температури за показаннями термодатчиків, які вимірюють температур у киплячого шару. Для охолодження киплячого шару у пристрої гартування розташований нерегульований охолодний пристрій у вигляді водоохолоджуваного змійовика та регульований охолодний пристрій для подачі охолодного повітря на поверхню киплячого шару. Для утворення і нагрівання киплячого шару у пристрої витримки установка споряджена газовим пальником, який нагріває газ. Регулювання режиму роботи пальника забезпечує терморегулятор. Нагрівальні елементи у пристрої витримки розташовані у киплячому шарі уздовж всієї довжини пристрою і споряджені окремими терморегуляторами. Останні з'єднані з термодатчиками, установленими у киплячому шарі пристрою витримки. Відома установка має вузьке функціональне призначення, бо може бути використана для термічної обробки сталевого дроту діаметром тільки 3мм і менше. При термічній обробці дроту більшого діаметра установка не забезпечує швидкого переохолодження аустеніту до температури необхідного фазового перетворення без виділення у структурі вільних надмірних фаз, бо в ній неможливо здійснити точне вимірювання та дотримання необхідної температури дроту. Це пов'язано з тим, що у відомій установці у пристрої гартування термодатчики вимірюють температур у киплячого шару, яка відрізняється від температури виробу, що обробляється. Це призводить до порушення температурного режиму в пристрої гартування. До того ж, регулювання температури киплячого шару за рахунок подачі охолодного повітря на поверхню киплячого шару та за рахунок водоохолоджуваного змійовика, розташованого у киплячому шарі, не забезпечує рівномірного розподілу температур по об'єму киплячого шару і, як наслідок, не забезпечує рівномірне охолодження дроту по його перерізу. Подачу газу в пристрій гартування здійснюють з однаковою інтенсивністю по усій довжині пристрою, що призводить до неможливості точного регулювання температури киплячого шару і коригування процесу охолодження на окремих дільницях пристрою гартування уздовж його довжини. Розташування нагрівальних елементів у киплячому шарі пристрою витримки призводить до нерівномірного розподілу температури у киплячому шарі. Це відбувається за рахунок підвищення температури на деяких дільницях киплячого шару. Як наслідок, порушується необхідний температурний режим процесу витримки, що призводить до неоднорідності структури виробу, що обробляється, та знижує його якість. Таким чином, відома установка не забезпечує оптимальний температурний режим термічної обробки дроту та, як наслідок, високу якість дроту. В основу винаходу поставлено задачу удосконалення установки для термічної обробки дроту, в якій уведення нових елементів, нове виконання відомих елементів та зв'язків між ними дозволяє забезпечити оптимізацію температурного режиму термічної обробки та одержання необхідної структури матеріалу з високим ступенем однорідності, а за рахунок цього підвищити якість дроту, що обробляють. Поставлена задача вирішується тим, що в установці для термічної обробки сталевого дроту, яка містить послідовно розташовані нагрівальну піч, сполучені пристрої гартування та витримки у киплячому шарі, які споряджені напірними газовими камерами із засобами подачі до них газу, термодатчиками, причому термодатчики, які установлені в пристрої гартування, з'єднані із засобами регулювання подачі до нього газу, а термодатчики, які установлені в пристрої витримки, що містить нагрівальні елементи із засобами регулювання температури, з'єднані з останніми, відповідно до винаходу, новим є те, що: напірні газові камери розділені на секції, кожна з яких споряджена засобами подачі газу; у пристрої гартування, який виконаний з водоохолоджуваними стінками, термодатчики установлені з можливістю вимірювання температури дроту на вході в пристрій та на виході кожної секції і виконані у вигляді оптичних пірометрів; а в пристрої витримки нагрівальні елементи установлені в кожній секції напірної газової камери. Новим є також те, що пристрій гартування виконаний з можливістю змінювання довжини, а пристрій витримки - з можливістю переміщення уздовж осі установки. Причинно-наслідковий зв'язок між сукупністю ознак винаходу, що заявляється, та те хнічним результатом, що досягається, полягає у тому, що уведення нових елементів, нове виконання відомих елементів та зв'язків між ними в установці для термічної обробки сталевого дроту, а саме те, що: напірні газові камери і пристрою гартування і пристрою витримки розділені на секції; кожна секція споряджена власним засобом подачі газу; пристрій гартування споряджений водоохолоджуваними стінками; термодатчики пристрою гартування виконані у вигляді оптичних пірометрів і установлені з можливістю вимірювання температури дроту на вході в пристрій та на виході кожної секції; в пристрої витримки нагрівальні елементи установлені в кожній секції напірної газової камери, у сукупності з відомими ознаками забезпечують оптимізацію температурного режиму термічної обробки, одержання необхідної заданої структури матеріалу, що обробляють, з високим ступенем однорідності, підвищення якості дроту. Розділення напірної газової камери пристрою гартування на секції, кожна з яких споряджена засобом регульованої подачі газу, та розташування термодатчиків, які виконані у вигляді оптичних пірометрів, на вході в пристрій та на виході кожної секції забезпечують можливість регулювання температури та швидкості охолодження дроту з високим ступенем точності. Це пояснюється тим, що виконання термодатчиків у вигляді оптичних пірометрів забезпечує вимірювання температури безпосередньо дроту, а їх розташування на вході в пристрій гартування та на виході кожної секції дозволяє регулювати інтенсивність подачі газу до кожної секції з урахуванням показників дійсної температури дроту. Регулювання інтенсивності подачі газу до кожної секції напірної газової камери пристрою гартування забезпечує одержання необхідної заданої температури охолодження в киплячому шарі з необхідною швидкістю, що сприяє рівномірному переохолодженню аустеніту до температури фазового перетворення без виділення у структурі матеріалу, що обробляють, вільних надмірних фаз. Виконання пристрою гартування з водоохолоджуваними стінками дозволяє проводити процес охолодження дроту різного діаметра з необхідно високою швидкістю, що забезпечує рівномірне охолодження дроту по його перерізу незалежно від діаметру дроту. Таким чином досягається необхідна інтенсивність охолодження дроту до необхідної заданої температури ізотермічної витримки з великим ступенем точності. Виконання пристрою гартування з можливістю змінювання довжини дозволяє досягти широкого діапазону режимів гартування і використовувати установку для термічної обробки дроту різного діаметра з різних марок вуглецевих сталей. Розділення на секції напірної газової камери пристрою витримки та розташування у кожній секції нагрівального елемента забезпечує дотримання необхідного температурного режиму ізотермічної витримки дроту в киплячому шарі, який можна регулювати з великою точністю. Розташування нагрівальних елементів саме у секціях напірної газової камери забезпечує нагрівання газу і подачу вже нагрітого газу до киплячого шару, виключаючи тим самим градієнт температур в ньому, що сприяє рівномірному нагріванню киплячого шару до необхідної заданої температури. Таким чином, створюються оптимальні умови, які дозволяють з високою точністю забезпечити необхідний температурний режим ізотермічної витримки для одержання необхідних властивостей дроту, який обробляють. Здійснення постійного контролю за температурою дроту в пристрої гартування та за температурою киплячого шару в пристрої витримки дозволяє забезпечити регулювання та оптимізацію температурного режиму термічної обробки дроту з високим ступенем точності. Забезпечення оптимального температурного режиму термічної обробки в установці за винаходом дроту з різних марок вуглецевих сталей різних діаметрів досягається також за рахунок змінювання довжини пристрою гартування та переміщення сполученого з ним пристрою витримки уздовж осі установки. На фіг.1 зображена загальна компоновка установки для термічної обробки сталевого дроту; на фіг.2 пристрої гартування та витримки; на фіг.3 - пристрій гартування; на фіг.4 - пристрій гартування (розріз А - А). Установка для термічної обробки сталевого дроту містить послідовно розташовані розмотувальний пристрій 1, нагрівальну піч 2, пристрій 3 гартування, пристрій 4 витримки, ванну 5 охолодження-промивки, намотувальний пристрій 6. Пристрій 3 гартування містить напірну газову камеру 7, розділену на дві секції 8 та 9 (секцій може бути і більше, ніж дві). Над напірною газовою камерою 7 розташована газорозподільна плита 10, на якій розміщений дрібнозернистий матеріал, як то корунд, глинозем, кварцовий пісок для утворення киплячого шару 11. На вході в пристрій 3 гартування та на виході кожної секції 8 і 9 установлені оптичні пірометри 12, 13, 14, відповідно. Оптичні пірометри 12, 13, 14 установлені таким чином, що в зоні їх розташування в киплячому шарі 11 виконано вікно 15, утворене притискачем 16, який складається з пересувного елемента 17 та нерухомого елемента 18. Система регулювання температурного режиму в пристрої 3 гартування для кожної з секції 8, 9 включає блок управління 19, регулятор 20 інтенсивності подачі газу з трубопроводу 21 через газовий увід 22 в напірну газову камеру 7 (на фіг.2 тр убопровід подачі газу в секцію 9 не показаний). Пристрій 3 гартування споряджений водоохолоджуваними стінками 23. Пристрій 4 витримки містить теплоізольований каркас 24, напірну газову камеру 25, розділену на секції 26 (не менше 2), кожна з яких споряджена нагрівальним елементом 27. Над напірною газовою камерою 25 розташована газорозподільна плита 28, на якій міститься дрібнозернистий матеріал для утворення киплячого шару 11. У зоні утворення киплячого шару 11 кожної секції 26 пристрою 4 витримки установлений термодатчик 29, з'єднаний з електричним регулятором 30 потужності, який зв'язаний з нагрівальним елементом 27 відповідної секції 26. Кожна секція 26 напірної газової камери 25 споряджена газовим уводом 31 для подачі до неї газу від трубопроводу 32 (на фіг.2 показаний в одній секції). Термічній обробці піддається дріт 33. Пристрій 3 гартування виконаний з можливістю змінювання довжини, а сполучений з ним пристрій 4 витримки виконаний з можливістю переміщення уздовж осі установки за допомогою котків 34 по опорним напрямним 35. Установка працює таким чином. З розмотувального пристрою 1 дріт 33 надходить до нагрівальної печі 2, розігріту до необхідної за технологією температури. Із нагрівальної печі 2 дріт 33 переміщується у пристрій 3 гартування, в якому за рахунок подачі газу від трубопроводу 21 через напірну газову камеру 7, розділену на секції 8 та 9, і газорозподільну плиту 10 утворюється киплячий шар 11, який є середовищем для охолодження дроту 33. Установлені в першій секції 8 напірної газової камери 7 оптичні пірометри 12 і 13 вимірюють температур у дроту 33 на вході в пристрій 3 гартування та в точці, відповідній виходу секції 8. Вимірювання температури дроту 33 здійснюється шляхом фіксування його випромінювання через вікно 15, утворене в киплячому шарі 11 пересувним елементом 17 та нерухомим елементом 18 притискача 16. Показання оптичних пірометрів 12 і 13 надходять до блока 19 управління, після чого за допомогою регулятора 20 здійснюється регулювання інтенсивності подачі газу з трубопроводу 21 через газовий увід 22 до секції 8 напірної газової камери 7 та крізь газорозподільну плиту 10 до киплячого шару 11. Регулювання інтенсивності подачі газу до киплячого шару 11 на підставі показників оптичних пірометрів 12 і 13 забезпечує регулювання швидкості охолодження дроту 33 та оптимізацію температурного режиму охолодження. На підставі показників оптичних пірометрів 13 і 14 (останній вимірює температуру дроту 33 на ви ході з пристрою 3 гартування) за допомогою блоку 19 управління та регулятора 20 регулюють інтенсивність подачі газу до секції 9 напірної газової камери 7 пристрою 3 гартування і крізь газорозподільну плиту 10 до киплячого шару 11. При цьому забезпечується регулювання швидкості охолодження дроту 33 та досягнення з високим ступенем точності необхідної заданої температури його на виході з пристрою 3 гартування, при якій далі здійснюють ізотермічну витримку дроту 33. Виконання стінок 23 пристрою 3 гартування водоохолоджуваними дозволяє досягти необхідно високої швидкості охолодження дроту, при цьому забезпечується рівномірність охолодження дроту по його перерізу. В залежності від марки сталі, з якої виготовлений дріт 33, пристрій 3 гартування може бути виконаний різної довжини, що забезпечує широкий діапазон режимів гартування. Після охолодження дроту 33 до необхідної температури він надходить до пристрою 4 витримки, який сполучений з пристроєм 3 гартування. В пристрої 4 витримки, спорядженому теплоізольованим каркасом 24, температура киплячого шару 11 контролюється термодатчиками 29, розташованими усередині киплячого шару 11 кожної секції 26 пристрою 4 (переважно секцій повинно бути не менше двох). У кожній секції 26 напірної газової камери 25 установлений нагрівальний елемент 27. Показання термодатчиків 29 надходять на електричний регулятор 30 потужності, який регулює температур у нагрівального елемента 27 відповідної секції, отже, і температуру газу, що проходить через секцію напірної газової камери 25. Газ подається від трубопроводу 32 через кожний газовий увід 31 в секції напірної газової камери 25 з постійною швидкістю без попереднього нагріву. Нагрітий при контакті з нагрівальним елементом 27 газ крізь газорозподільну плиту 28 надходить до киплячого шару 11, нагріває до необхідної заданої температури його та дріт 33, який проходить крізь киплячий шар 11. Таким чином, в кожній секції пристрою 4 витримки підтримується температура, необхідна для формування заданої структури дроту, що забезпечує підвищення його якості. При змінюванні довжини пристрою 3 гартування пристрій 4 витримки переміщується на котках 34 по опірним напрямним 35 уздовж осі установки. Із пристрою 4 витримки дріт 33 надходить до ванни 5 охолодження-промивки, та повністю оброблений виріб намотується за допомогою намотувального пристрою 6 на котушки або в мотки. Таким чином, здійснюється термічна обробка сталевого дроту, в результаті якої досягається оптимізація температурного режиму в установці, що заявляється, та підвищується якість виробу.
ДивитисяДодаткова інформація
Автори англійськоюKoroliov Volodymyr Mykolaiovych, Kalehov Valerii Vasyliovych, Yevdokymov Hennadii Hryhorovych, Shustov Borys Mykolaiovych
Автори російськоюКоролев Владимир Николаевич, Калегов Валерий Васильевич, Евдокимов Геннадий Григорьевич, Шустов Борис Николаевич
МПК / Мітки
МПК: C21D 9/567
Мітки: сталевого, установка, дроту, обробки, термічної
Код посилання
<a href="https://ua.patents.su/5-25814-ustanovka-dlya-termichno-obrobki-stalevogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Установка для термічної обробки сталевого дроту</a>
Спосіб термічної обробки сталевого дроту
Номер патенту: 25815
Опубліковано: 30.10.1998
Автори: Калегов Валерій Васильович, Шустов Борис Миколайович, Корольов Володимир Миколайович, Євдокимов Геннадій Григорович
МПК: C21D 9/56
Мітки: термічної, обробки, спосіб, дроту, сталевого
Формула / Реферат:
Спосіб термічної обробки сталевого дроту, що включає нагрів до температури аустенізації, інтенсивне регулюєме охолодження в киплячому шарі, ізотермічну витримку та остаточне охолодження до температури навколишнього середовища, який відрізняється тим, що інтенсивне охолодження виконують ступінчасто у діапазоні температур киплячого шару 50 - 250°C, після кожного ступеня охолодження вимірюють температуру дроту та згідно з нею регулюють швидкість...
Установка для безперервної термічної обробки протяжних виробів із сталей і сплавів
Номер патенту: 21313
Опубліковано: 02.12.1997
Автори: Корольов Володимир Миколайович, Євдокимов Геннадій Григорович, Калєгов Валерій Васильович, Ганзуленко Сергій Михайлович, Дворецький Олександр Анатолійович, Шустов Борис Миколайович
МПК: C21D 9/54
Мітки: сталей, установка, обробки, виробів, протяжних, безперервної, термічної, сплавів
Формула / Реферат:
1. Установка для безперервної термічної обробки протяжних виробів із сталей і сплавів; що містить послідовно розташовані розмотувальний пристрій, піч нагріву, камеру охолодження, що виконана у вигляді чсргуючихся секцій рідинного та повітряного охолодження, пристрій ізотермічної витримки з датчиками температури, ванну охолодження-промивки, намотувальний пристрій, яка відрізняється тим, що установка додатково забезпечена датчиками...
Спосіб термічної обробки сталевого дробу
Номер патенту: 723
Опубліковано: 15.12.1993
Автори: Затуловський Сергій Семенович, Кир'якова Наталія Васильовна, Мудрук Леонід Олександрович
Мітки: дробу, термічної, сталевого, обробки, спосіб
Формула / Реферат:
Формула изобретения1. Способ термической обработки стальной дроби, включающий нагрев ее в засыпке вещества, разлагающегося с образованием окислительной атмосферы, отличающийся тем, что, с целью повышения качества дроби, в качестве вещества используют глинистокарбонатную засыпку, а нагрев ведут при послойном размещении дроби и засыпки при толщине слоев дроби 50-100мм и количестве засыпки 1,5-2,5% от массы дроби.2. Способ по п.1,...
Спосіб термічної обробки дроту та пристрій для його здійснення

Номер патенту: 10918
Опубліковано: 25.12.1996
Автори: Сікачина Ігор Васильович, Кузьмичов Генадій Михайлович, Щербак Костянтин Олександрович, Щербак Олександр Семенович, Покровков Миколай Іванович, Сікачина Валерій Васильович, Баришев Євген Володимирович, Баришев Олександр Володимирович, Артьомов Володимир Васильович, Коровайний Олександр Сергійович, Артьомов Сергій Володимирович, Кузьмичов Михайло Васильович, Борисенко Юрій Глібович, Подольскій Боріс Гєоргієвіч, Пілюшенко Віталій Лаврентійович, Петров Юрій Михайлович, Зіненко Олена Миколаївна, Сіриця Тетяна Глібовна, Брехт Павєл Лаврєнтьєвіч, Петров Андрій Юрієвич, Галенко Галина Валентинівна, Коровайний Сергій Федорович, Галенко Юрій Семенович
Мітки: спосіб, обробки, дроту, пристрій, здійснення, термічної
Спосіб термічної обробки протяжних виробів
Номер патенту: 21311
Опубліковано: 02.12.1997
Автори: Євдокимов Геннадій Григорович, Дворецький Олександр Анатолійович, Корольов Володимир Миколайович, Калєгов Валерій Васильович, Шустов Борис Миколайович, Ганзуленко Сергій Михайлович
МПК: C21D 9/52
Мітки: спосіб, термічної, виробів, протяжних, обробки
Формула / Реферат:
1. Спосіб термічної обробки протяжних виробів, який містить нагрів до температури аустені-зації, ізотермічну витримку у захисній атмосфері, інтенсивне охолодження до температури стабілізації структури, остаточне охолодження до температури навколишнього середовища, який відрізняється тим, що ізотермічну витримку у захисній атмосфері здійснюють після інтенсивного охолодження, що виконують східчасте у потоці охолоджуючої рідини, при цьому...
Попередній патент: Спосіб комплексного розподілу рідин та автоматизована система для його здійснення
Наступний патент: Душова установка
Випадковий патент: Аерогенератор