Спосіб багаторазового волочіння сталевого дроту
Номер патенту: 57524
Опубліковано: 16.06.2003
Автори: Зубанов Володимир Олександрович, Іванцов Іван Іванович, Петров Юрій Михайлович
Формула / Реферат
Спосіб багаторазового волочіння сталевого дроту, що включає волочіння сталевої заготовки з захисним покриттям крізь ряд послідовно установлених волок, який відрізняється тим, що волочіння заготовки виконують зі зменшенням величини частинного обтиснення від попередньої волоки до наступної, при цьому волочіння заготовки в n-ій волоці ведуть з величиною частинного обтиснення відповідно до залежності:
де: q1 - максимально припустима величина частинного обтиснення для матеріалу вихідної заготовки, %;
qN- максимально припустима величина частинного обтиснення для матеріалу заготовки в останній волоці, %;
n - номер волоки по ходу волочіння;
N- кількість волок у стані.
Текст
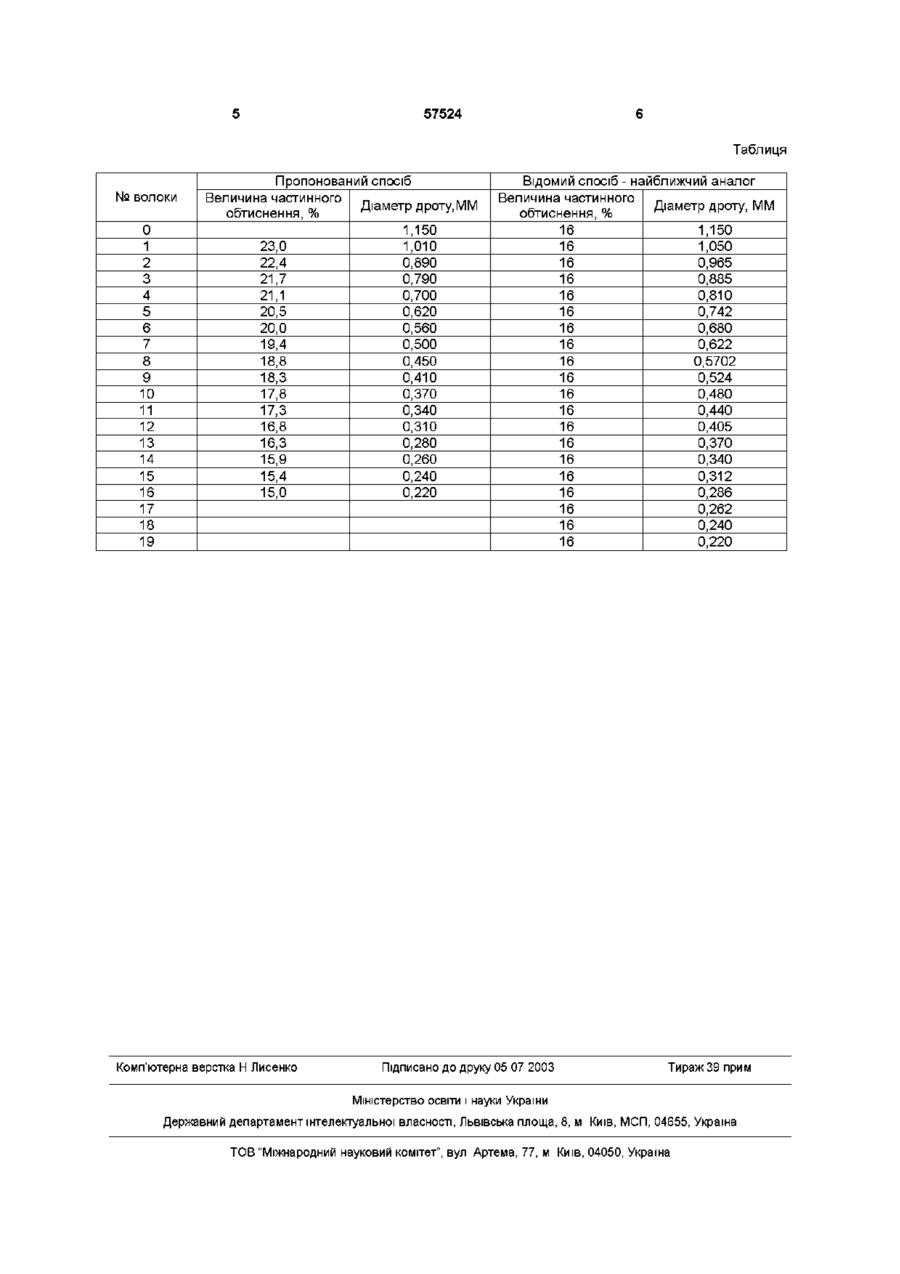
Спосіб багаторазового волочіння сталевого дроту, що включає волочіння сталевої заготовки з захисним покриттям крізь ряд послідовно установлених волок, який відрізняється тим, що волочіння заготовки виконують зі зменшенням величини частинного обтиснення від попередньої волоки до наступної, при цьому волочіння заготов Винахід відноситься до обробки металів тиском, зокрема до виробництва високоміцного сталевого дроту способом волочіння Відомий спосіб волочіння сталевого дроту, що включає багаторазову деформацію заготовки крізь послідовно установлені волоки, у якому частинні обтиснення вибирають на підставі виробничого досвіду, при цьому величина частинних обтиснень постійна в кожній волоці стану (Перлин И Л , Ерманок М 3 , «Теория волочения», Москва, Металлургия, 1971г, с 440-441) При багаторазовому ВОЛОЧІННІ сталевої заготовки з захисним покриттям відомим способом з постійними величинами частинних обтиснень не представляється можливим зберегти покриття необхідної якості Це викликано тим, що в процесі волочіння відбувається зміцнення металу, що вимагає при постійних величинах частинних обтиснень у всіх волоках збільшення зусиль волочіння по ходу руху заготовки Волочіння з величинами частинних обтиснень, максимально припустимими для матеріалу вихідної заготовки приводить до того, що в останніх по ходу руху заготовки волоках відбувається повне зняття захисного покриття Зменшення величини частинних обтиснень приводить до збільшення КІЛЬКОСТІ волок, що спричиняє збільшення стирання захисного покриття і, як ки в гни волоці ведуть з величиною частинного обтиснення ВІДПОВІДНО до залежності = Чп q1 Зі. qn % n _-| > > де qi - максимально припустима величина частинного обтиснення для матеріалу вихідної заготовки, %, qi\i- максимально припустима величина частинного обтиснення для матеріалу заготовки в останній волоці, %, п - номер волоки по ходу волочіння, N - КІЛЬКІСТЬ волок у стані наслідок, не дозволяє одержувати готовий дріт з покриттям необхідної якості Найбільш близьким аналогом винаходу, що заявляється, є спосіб багаторазового волочіння сталевого дроту з латунним покриттям при виробництві дроту для корду діаметром менш 0,5мм (Инструкция по эксплуатации НТ 12 - S 160, Машининфабрик Херборн, Германия, 1985г) Відомий спосіб включає волочіння сталевої заготовки з латунним покриттям крізь ряд послідовно установлених волок з постійною величиною частинного обтиснення в кожній волоці, рівної 16%, з одержанням залишкової маси латунного покриття на готовому виробі не менш 3,4г/кг Ознаки найближчого аналога, що збігаються з суттєвими ознаками винаходу, що заявляється волочіння сталевої заготовки з захисним покриттям крізь ряд послідовно установлених волок Відомий спосіб не забезпечує одержання необхідного технічного результату по наступних причинах Волочіння сталевої заготовки з захисним покриттям крізь ряд послідовно установлених волок з постійною величиною частинного обтиснення в кожній волоці приводить до монотонного зростання МІЦНОСТІ металу, що при ВИХІДНІЙ нерівномірно сті його властивостей приводить до погіршення ю ю 57524 якості захисного покриття дроту за рахунок того, що на більш твердих частинах відбувається стоншення більш м'якого матеріалу покриття, що приводить при збереженні необхідної залишкової маси захисного покриття до значної його нерівномірності, аж до його відсутності на окремих частинах Крім того, реалізація відомого способу з постійною величиною частинних обтиснень у кожній волоці вимагає використання значної КІЛЬКОСТІ волок В основу винаходу поставлена задача удосконалення способу багаторазового волочіння сталевого дроту, у якому за рахунок оптимізацм режиму обтиснень забезпечується максимально припустима величина частинного обтиснення в кожній волоці, що забезпечує рівномірність захисного покриття після волочіння при зменшенні КІЛЬКОСТІ волок Поставлена задача вирішується тим, що в способі багаторазового волочіння сталевого дроту, що включає волочіння сталевої заготовки з захисним покриттям крізь ряд послідовно установлених волок, ВІДПОВІДНО до винаходу волочіння заготовки ведуть зі зменшенням величини частинного обтиснення від попередньої волоки до наступної, при цьому волочіння заготовки в n-ій волоці ведуть з величиною частинного обтиснення ВІДПОВІДНО до залежності п-1 N-1 qi - максимально припустима величина частинного обтиснення для матеріалу вихідної заготовки, %, qi\i- максимально припустима величина частинного обтиснення для матеріалу заготовки в останній волоці, %, п - номер волоки по ходу волочіння, N- КІЛЬКІСТЬ волок у стані ВІДПОВІДНО ДО пропонованого винаходу в перших волоках волочіння ведуть з максимально припустимою величиною частинних обтиснень, оскільки піддатливість матеріалу заготовки і значний її переріз забезпечують можливість зменшення вихідної нерівномірності властивостей матеріалу заготовки При цьому захисне покриття заготовки також розподіляється більш рівномірно, оскільки повніше дотримуються умови співвідношення МІЦНОСТІ матеріалу заготовки і МІЦНОСТІ покриття Надалі волочіння заготовки ведуть з величиною частинного обтиснення, що знижується до останньої волоки, що сприятливо позначається на ВОЛОЧІННІ вже зміцненого металу заготовки, поліпшуючи процес волочіння і забезпечуючи одержання готового дроту з рівномірним покриттям необхідної ЯКОСТІ Здійснення процесу волочіння в n-ій волоці з величиною частинного обтиснення, установленої по пропонованій залежності, дозволяє зменшувати КІЛЬКІСТЬ використовуваних волок, що ВІДПОВІДНО зменшує стирання захисного покриття, дозволяючи одержувати готовий дріт з покриттям необхідної ЯКОСТІ Приклад Волочіння дроту по пропонованому і відомому способу - найближчому аналогові здійснювали на стані багаторазового волочіння для одержання сталевого латунованого дроту діаметром 0,220мм, використовуваного для виробництва металокорду (за ГОСТ 14311-85) У якості заготовки використовували дріт діаметром 1,150мм зі сталі 80к з латунним покриттям масою 5г/кг Волочіння заготовки по пропонованому способу вели зі зменшенням величини частинного обтиснення від попередньої волоки до наступної, при цьому в n-ій волоці волочіння здійснювали з величиною частинного обтиснення ВІДПОВІДНО ДО залежності п-1 N-1 qi - максимально припустима величина частинного обтиснення для матеріалу вихідної заготовки, %, qi\i- максимально припустима величина частинного обтиснення для матеріалу заготовки в останній волоці, %, п - номер волоки по ходу волочіння, N- КІЛЬКІСТЬ волок у стані Волочіння заготовки по відомому способу найближчому аналогові вели з постійною величиною частинного обтиснення в кожній волоці, рівної 16% У таблиці представлені технологічні параметри й отримані результати пропонованого і відомого способів Як видно з таблиці, зміна діаметра заготовки від вихідного - 1,150мм до діаметра готового дроту, рівного 0,220 мм вимагає в пропонованому способі волочіння використання 16 волок, а у відомому способі - 19 волок При цьому маса латунного покриття після закінчення волочіння склала в пропонованому способі 4,52г/кг, а у відомому способі - 4,01 г/кг, що відповідало вимогам, пропонованим до готового дроту Контроль якості покриття готового дроту здійснювали візуально Оглянуто по три відрізка дроту, отриманого кожним з порівнюваних способів Довжина одного відрізка - 3000м На всіх трьох відрізках дроту, отриманого пропонованим способом, латунне покриття гладке, суцільне На всіх трьох відрізках дроту, отриманого відомим способом, малися частини, на яких спостерігаються сліди волочіння При цьому, на двох відрізках дроту, отриманого відомим способом, малися частини, на яких порушена суцільність покриття на одному з відрізків - 5 частин загальною довжиною 2,5м, на іншому - 8 частин загальною довжиною 3,8м Таким чином, використання пропонованого винаходу забезпечує рівномірність захисного покриття після волочіння при зменшенні КІЛЬКОСТІ волок 57524 Таблиця № волоки 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 Пропонований спосіб Величина частинного Діаметр дроту.ММ обтиснення,% 1,150 23,0 1,010 22,4 0,890 21,7 0,790 21,1 0,700 20,5 0,620 20,0 0,560 19,4 0,500 18,8 0,450 18,3 0,410 17,8 0,370 17,3 0,340 16,8 0,310 16,3 0,280 15,9 0,260 15,4 0,240 15,0 0,220 Комп'ютерна верстка Н Лисенко Відомий спосіб - найближчий аналог Величина частинного Діаметр дроту, MM обтиснення, % 16 1,150 16 1,050 16 0,965 16 0,885 16 0,810 16 0,742 16 0,680 16 0,622 16 0,5702 16 0,524 16 0,480 16 0,440 16 0,405 16 0,370 16 0,340 16 0,312 16 0,286 16 0,262 16 0,240 16 0,220 Підписано до друку 05 07 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of multiphase drawing of steel wire
Автори англійськоюIvantsov Ivan Ivanovych, Petrov Yurii Mykhailovych
Назва патенту російськоюСпособ многоразового волочения стального провода
Автори російськоюИванцов Иван Иванович, Петров Юрий Михайлович
МПК / Мітки
МПК: B21C 1/00
Мітки: волочіння, багаторазового, дроту, сталевого, спосіб
Код посилання
<a href="https://ua.patents.su/3-57524-sposib-bagatorazovogo-volochinnya-stalevogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб багаторазового волочіння сталевого дроту</a>
Спосіб волочіння дроту
Номер патенту: 38756
Опубліковано: 15.05.2001
Автори: Ніколаєв Віктор Олександрович, Таратута Костянтин Васильович, Жук Анатолій Якович
МПК: B21C 1/02
Мітки: дроту, спосіб, волочіння
Формула / Реферат:
Спосіб волочіння дроту, який включає вібронавантаження дроту у процесі його протягування крізь дві волоки, який відрізняється тим, що за допомогою збуджувального пристрою з ексцентриковим роликом вібронавантаження здійснюють між волоками шляхом епіциклоїдних коливань дроту відносно лінії волочіння з відносною кутовою частотою w2/w1=0,0625 - 0,375, де w1, w2, - відповідно частота обертання ексцентрикового ролика та збуджувального...
Спосіб волочіння дроту
Номер патенту: 42172
Опубліковано: 15.10.2001
Автори: Ніколаєв Віктор Олександрович, Жук Анатолій Якович, Таратута Костянтин Васильович
МПК: B21C 1/02
Мітки: волочіння, спосіб, дроту
Формула / Реферат:
Спосіб волочіння дроту, який включає вібронавантаження дроту у процесі його протягнення крізь дві волоки, який відрізняється тим, що вібронавантаження здійснюють шляхом надання дроту колових коливань, відносно лінії волочіння, з кутовою частотою w = 5-25с-1 та відносною амплітудою a/l=0,0025-0,01, де a - амплітуда віброколивань,мм, l - відстань між волокою та пристроєм для збудження віброколивань, мм.
Спосіб волочіння дроту
Номер патенту: 33831
Опубліковано: 15.02.2001
Автори: Таратута Костянтин Васильович, Ніколаєв Віктор Олександрович, Васильєв Олександр Генадійович
МПК: B21B 27/02
Мітки: волочіння, спосіб, дроту
Текст:
...збільшенні e/d>1,2 сила волочіння починав зростати до Рe/P0=0,76-0,83 (дос ліди 7; 14). Зменшенню сили волочіння у дослідах 3-6; 10-13 до Рe/Р0=0,62-0,69 при наявності віброколивань сприяє суттєве зниження сил тертя в осередку деформації. Це забезпечується при відношенні e/d=0,18-1,2. При волочінні з e/d1,2 сила волочіння зростає у порівнянні з волочінням при e/d=0,18-1,2, що слід пояснити з'явленням додаткових динамічних навантажень на...
Спосіб волочіння дроту з технологічним мастилом
Номер патенту: 43563
Опубліковано: 17.12.2001
Автори: Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович
МПК: B21C 3/14
Мітки: технологічним, мастилом, волочіння, спосіб, дроту
Формула / Реферат:
Спосіб волочіння дроту з технологічним мастилом в інструменті, який має корпус, гайку, охолоджувальні напірну волоку і робочу волоку, в якій виконується повна пластична деформація дроту для отримання діаметра, який задано, одну робочу камеру для мастила, який відрізняється тим, що повна пластична деформація виконується в двох осередках деформації з двома камерами для мастила змазування контактних поверхонь.
Пристрій для волочіння дроту
Номер патенту: 42507
Опубліковано: 15.10.2001
Автори: Таратута Костянтин Васильович, Жук Анатолій Якович
МПК: B21C 3/14
Мітки: дроту, волочіння, пристрій
Формула / Реферат:
Пристрій для волочіння дроту, що містить ущільнювальну та робочу волоки з робочою камерою між ними, який відрізняється тим, що робоча волока та встановлена попереду натискна волока мають обойму з ущільнювачем, яка з'єднується з обоймою ущільнювальної волоки за допомогою осей з пружинами.