Спосіб виготовлення піщаних форм за моделями, що поглинаються піском форми
Номер патенту: 86634
Опубліковано: 12.05.2009
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
Формула / Реферат
1. Спосіб виготовлення піщаних форм за моделями, що поглинаються піском форми, який включає формування моделі з пінополістиролу та переведення його в рідкий стан шляхом розчинення його рідким розчинником, який відрізняється тим, що для виготовлення форм і формування моделі застосовують пісок, який не містить сполучного, як розчинник використовують живичний скипидар, а під час розчинення і поглинання моделі в піску створюють газове розрідження.
2. Спосіб за п. 1, який відрізняється тим, що живичний скипидар дають в кількості, що дозволяє утворити розчин пінополістиролу в живичному скипидарі з концентрацією не більше 40 %.
3. Спосіб за п. 1, який відрізняється тим, що проводять часткове поглинання моделі для формування в ній порожнини.
4. Спосіб за п. 1, який відрізняється тим, що шар піску, який поглинув модельний матеріал, використовують як оболонкову форму.
5. Спосіб за п. 1, який відрізняється тим, що рідкий розчинник подають на модель дозатором.
6. Спосіб за п. 1, який відрізняється тим, що розчинник подають у передбачений канал чи порожнину моделі через ті частини моделі, які формують випар і/або стояк виливка.
Текст
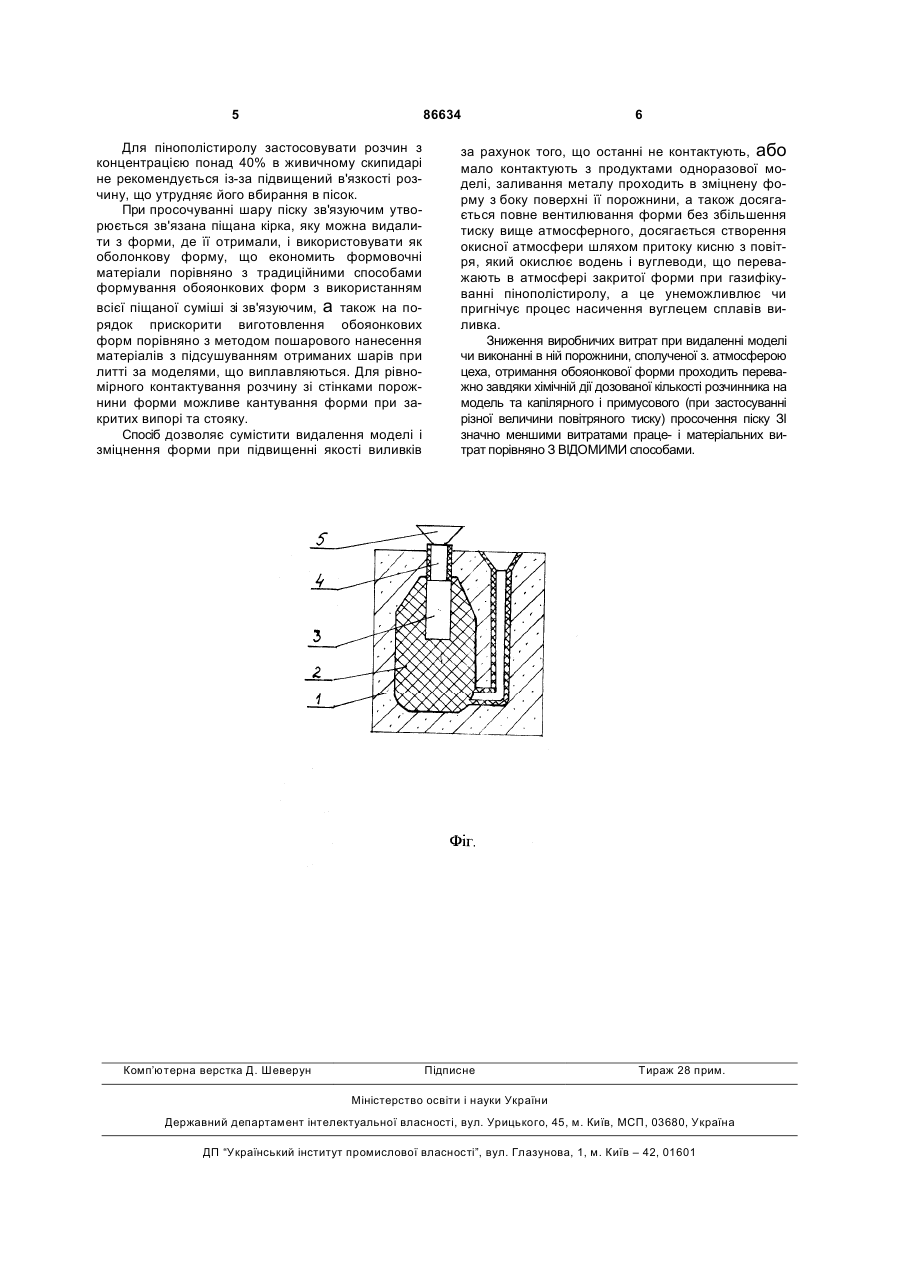
1. Спосіб виготовлення піщаних форм за моделями, що поглинаються піском форми, який включає формування моделі з пінополістиролу та переведення його в рідкий стан шляхом розчинення його рідким розчинником, який відрізняється тим, що для виготовлення форм і формування C2 2 (19) 1 3 86634 лів для одноразових моделей, з подальшим заливанням в них металу, який заміщає собою модель (Авторське свідоцтво 136014, СРСР, МПК В22С 9/04, опубл. 1961). У цьому способі значна частина моделі поглинається шляхом вбирання в пісок в рідкому розплавленому вигляді, що спостерігається особливо при литті легкоплавких і алюмінієвих сплавів (до 90%), а решта входить і/або проходить через форму в газоподібному вигляді. Поєднання операцій видалення моделі і заповнення металом форми нерідко призводить до дефектів на поверхні виливків у вигляді відбитку залишку рідкої фази (іноді, коксового залишку), що не встиг вийти з робочої порожнини при заповненні форми металом. Крім того, можливе у ряді випадків обрушення піску з поверхні робочої порожнини форми при застосуванні його без зв'язуючого, зокрема, при динамічній дії потоків металу в зоні живлення виливка при заливанні, або при утрудненому створенні розрідження із-за надмірного насичення продуктами газифікації окремих частин форми, що виконуються як виступаючі піщані «болвани» і в яких виникає необхідність ставити вставки з суміші зі зв'язуючим, або цілком виготовляти форму зі зв'язуючим. Продукти деструкції моделі часто взаємодіють з металом, що веде до збагачення його вуглецем і надмірного газонасичення, наприклад, із-за високого браку по цій причині практично не ллють за пінополістироловими моделями нержавіючі сталі. Відомо, що не тільки модель, яка газифікується, а навіть тонку синтетичну плівку, якої на 1-2 порядки менше при вакуумній формовці згідно способу (Авторське свідоцтво 1063528, СРСР, МПК В22С 9/02, опубл. 1983) доцільно видаляти шляхом деструкції з метою поліпшення поверхневого шару форми і зниження трудоємкості виготовлення форми. Мета винаходу - підвищення якості виливків при зниженні виробничих витрат. Поставлена мета досягається тим, що в способі виготовлення піщаних форм по моделях, що поглинаються піском форми, який включає формування моделі з пінополістиролу та переведення модельного матеріалу в рідкий стан шляхом розчинення його рідким розчинником, згідно винаходу, що для виготовлення форми і формування моделі застосовують пісок без зв'язуючого, в якості розчинника застосовують живичний скипидар, а під час розчинення і поглинання моделі в піску створюють газове розрідження. Крім того, живичний скипидар можуть давати в кількості, що дозволяє утворити розчин пінополістиролу в живичному скипидарі з концентрацією не більше 40%, а також можуть проводити часткове поглинання моделі для формування в ній порожнини. Крім того, шар піску, в який поглинувся модельний матеріал, можуть використовувати як оболонкову форму, а рідкий розчинник подавати на модель дозатором, а також подавати в канал чи порожнину моделі через ті частини моделі, які формують випір і/або стояк виливка. На фіг. 1 показана в розрізі ливарна форма з піску 1 з моделлю 2, яка має порожнину 3, сполучену з трубчастим випором 4, на який можуть встановлювати дозатор 5. Реалізація способу грунтується на тому, що позитивний результат досягають з двох сторін: як завчасним переведенням модельного матеріалу в рідкий стан і видалення його з порожнини форми шляхом поглинання піском, що унеможливлює чи Значно зменшує його контактне реагування з розплавом металу, так і одночасним 4 просоченням Оточуючого порожнину піску зв'язуючим модельним матеріалом, що зміцнює стінку порожнини форми (ці обидва результати ведуть до підвищення якості виливка), а просочений пісок в одному з варіантів способу може служити окремою оболонковою формою. Це знижує витрати порівняно з випалюванням моделі, що не зміцнює поверхневий шар робочої порожнини форми. А порівняно з формами з сумішшю зі зв'язуючим знижує виробничі витрати на виготовлення зв'язуючого шляхом розчинення пінополістиролу в Окремих ємностях і формувальної суміші в Змішувачах. Формують в піску 1 модель 2, що, як варіант, має порожнину 3, сполучену з трубкою випора4. При щільності моделі 26 кг/м з пінополістиролу, щільності живичного скипидару (ГОСТ 1571-82) 880,5 кг/м3 відношення об'єму пінополістиролу до об'єму живичного скипидару для отримання (по масі) 40% розчину складає 22,6 разів. У такому ж відношенні об'ємів виконували модель і порожнину в моделі, або подавали розчинник через випор і/або стояк поступово дозатором 5 у вигляді лійки необхідних розмірів з малим вихідним отвором, через який самостійно стікав або капав розчинник по мірі утворення порожнини з регульованою швидкістю. Наприклад, невелику порожнину можна виконувати у верхній частині моделі до її розміщення у формі, щоб розчин, поглинаючи модель, під дією сили тяжіння опускався вниз по пористій моделі, а потім вбирався в пісок. Але частіше і простіше порожнину у вигляді каналу потрібної глибини швидко виконували у заформованій пінополістирольній моделі шляхом пропалювання через випор і/або стояк нагрітим до температури вище 300°C загостреним дротяним штирем Дозована поступова подача розчинника по цьому каналу за рахунок розширення порожнини в легковаговому пінополістиролі швидко дозволяла залити розраховану його кількість. У ряді випадків позитивного ефекту досягали при проміжному варіанті - частковому розчиненні і видаленні моделі, в тому числі, коли конструкція моделі утруднює розчинення цим способом її повністю. При цьому отримання обширної порожнини, особливо в нижній частині моделі, поліпшує якість виливків, оскільки при заливанні у форму металу знизу перші маси його не зустрічають охолоджуючого опору модельного матеріалу, а лише в кінці заливки метал контактує із верхніми частинами моделі. Крім того, при цьому наявна повна вентиляція порожнини, як тільки метал заходить у форму надлишок газів виходить, Сполучення з атмосферою змінює газовий режим формування виливка, створюються умови, подібні до Способу (патент UA 67906, опубл. 2004), але тепер не тільки з верхнім, як по цьому способу, але і з нижнім (що використовують значно частіше) підводом металевого розплаву. Для прискорення розчинення, зокрема, на автоматичних лініях, можуть накладати тиск на розчинник шляхом накриття форми кришкою, під яку дають підвищений пневматичний тиск. Інтенсивність поглинання розчину також регулюють величиною розрідження в піску аналогічно відомим способам вакуумування форм. В останньому варіанті способу формування проводять в пісок без зв'язуючого (переважно), але можуть і застосовувати Зв'язуюче для піску, якщо для крупних виливків міцності зв'язуючого -розчину модельного матеріалу недостатньо. 5 86634 Для пінополістиролу застосовувати розчин з концентрацією понад 40% в живичному скипидарі не рекомендується із-за підвищений в'язкості розчину, що утрудняє його вбирання в пісок. При просочуванні шару піску зв'язуючим утворюється зв'язана піщана кірка, яку можна видалити з форми, де її отримали, і використовувати як оболонкову форму, що економить формовочні матеріали порівняно з традиційними способами формування обояонкових форм з використанням всієї піщаної суміші зі зв'язуючим, а також на порядок прискорити виготовлення обояонкових форм порівняно з методом пошарового нанесення матеріалів з підсушуванням отриманих шарів при литті за моделями, що виплавляються. Для рівномірного контактування розчину зі стінками порожнини форми можливе кантування форми при закритих випорі та стояку. Спосіб дозволяє сумістити видалення моделі і зміцнення форми при підвищенні якості виливків Комп’ютерна верстка Д. Шеверун 6 за рахунок того, що останні не контактують, або мало контактують з продуктами одноразової моделі, заливання металу проходить в зміцнену форму з боку поверхні її порожнини, а також досягається повне вентилювання форми без збільшення тиску вище атмосферного, досягається створення окисної атмосфери шляхом притоку кисню з повітря, який окислює водень і вуглеводи, що переважають в атмосфері закритої форми при газифікуванні пінополістиролу, а це унеможливлює чи пригнічує процес насичення вуглецем сплавів виливка. Зниження виробничих витрат при видаленні моделі чи виконанні в ній порожнини, сполученої з. атмосферою цеха, отримання обояонкової форми проходить переважно завдяки хімічній дії дозованої кількості розчинника на модель та капілярного і примусового (при застосуванні різної величини повітряного тиску) просочення піску ЗІ значно меншими витратами праце- і матеріальних витрат порівняно З ВІДОМИМИ способами. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing sand molds using to models, which are absorbed by mold sand
Автори англійськоюShynskyi Oleh Yosypovych, Doroshenko Volodymyr Stepanovych
Назва патенту російськоюСпособ изготовления песчаных форм по моделям, которые поглощаются песком формы
Автори російськоюШинский Олег Иосифович, Шинський Олег Иосифович, Дорошенко Владимир Степанович
МПК / Мітки
МПК: B22C 9/04, B22C 9/02, B22C 7/00
Мітки: форм, спосіб, поглинаються, виготовлення, піском, піщаних, форми, моделями
Код посилання
<a href="https://ua.patents.su/3-86634-sposib-vigotovlennya-pishhanikh-form-za-modelyami-shho-poglinayutsya-piskom-formi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення піщаних форм за моделями, що поглинаються піском форми</a>
Спосіб виготовлення металевих ливарних форм
Номер патенту: 51030
Опубліковано: 15.11.2002
Автори: Мірошниченко Володимир Іванович, Ладохін Сергій Васильович, Левицький Микола Іванович, Аникін Юрій Пилипович
МПК: B22D 15/00
Мітки: виготовлення, форм, спосіб, ливарних, металевих
Формула / Реферат:
Спосіб виготовлення металевих ливарних форм, що включає формування зовнішніх габаритів і робочої порожнини, який відрізняється тим, що формування зовнішніх габаритів і робочої порожнини мідної форми здійснюється методом лиття у вакуумі з застосуванням електронно-променевої плавки.
Спосіб виплавлення модельної маси із оболонкової форми, одержаної за моделями, що виплавляють
Номер патенту: 79063
Опубліковано: 10.05.2007
Автор: Глива Володимир Кирилович
МПК: B22D 25/00, B22C 7/00, B22C 9/04
Мітки: виплавлення, спосіб, маси, форми, виплавляють, оболонкової, модельної, моделями, одержаної
Формула / Реферат:
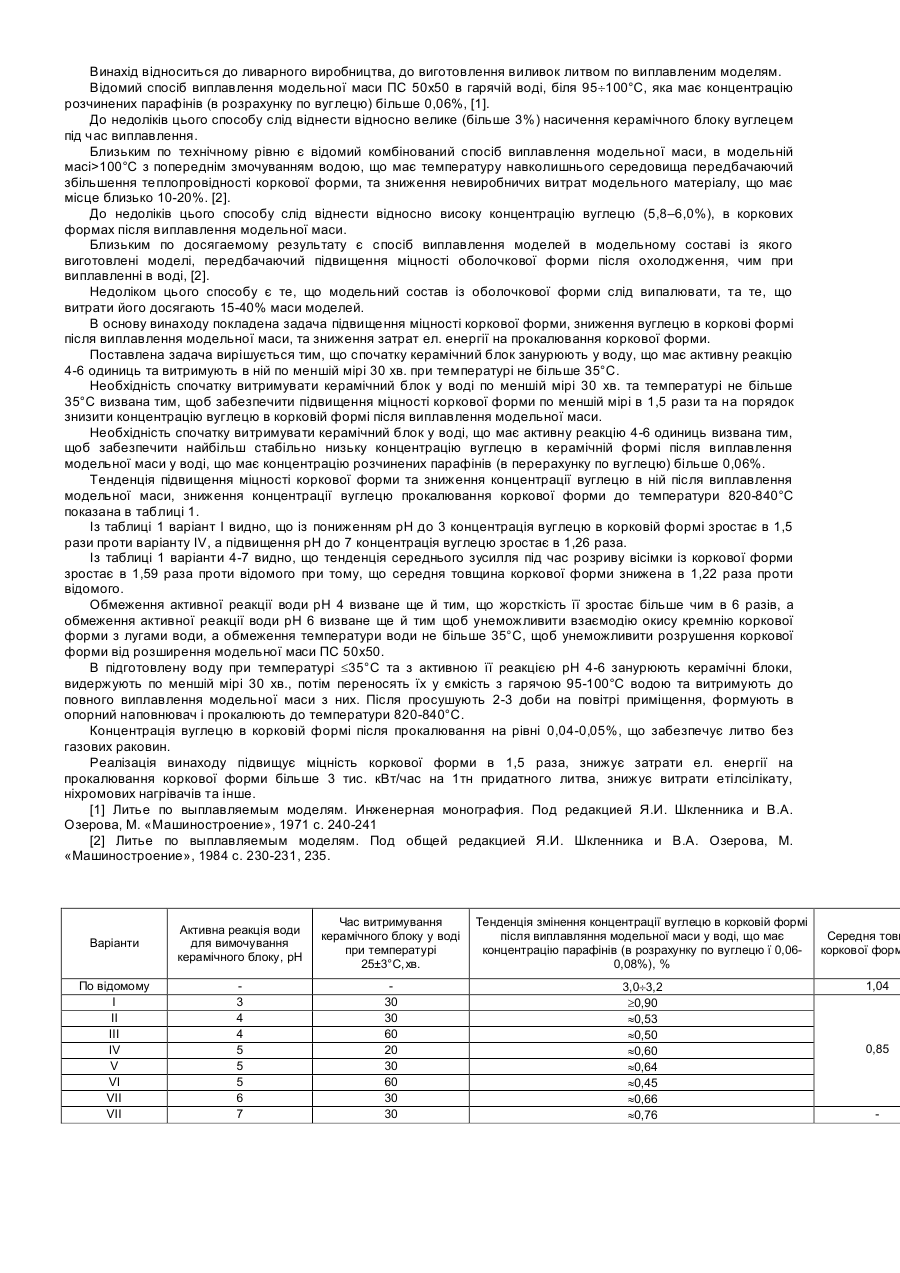
Спосіб виплавлення модельної маси із оболонкової форми, одержаної за моделями, що виплавляють, який включає занурення невиплавленої оболонкової форми в гарячу воду та витримку в ній, який відрізняється тим, що спочатку невиплавлену оболонкову форму занурюють у воду, що має активну реакцію 4-6 одиниць, та витримують в ній принаймні 30 хвилин при температурі не більше 35 °С.
Спосіб виготовлення скульптур, бюстів та інших художніх виробів литтям за виплавлюваними моделями
Номер патенту: 49947
Опубліковано: 15.10.2002
Автори: Майстренко Федір Андрійович, Черевко Петро Васильович, Нікітченко Віктор Семенович, Бекеш Генадій Вітальович
МПК: B22D 25/00
Мітки: інших, виробів, виготовлення, литтям, моделями, скульптур, бюстів, спосіб, виплавлюваними, художніх
Формула / Реферат:
Спосіб виготовлення скульптур, бюстів та інших художніх виробів литтям за виплавлюваними моделями, який включає виготовлення гіпсових відбитків з оригінала скульптури, нанесення на робочу поверхню відбитків модельної композиції, монтаж модельного блоку, нанесення багатошарового вогнетривкого покриття, витоплювання модельної композиції із форм, випал і заливку форм металом, який відрізняється тим, що витоплювані моделі виливок виготовляють з...
Спосіб засипання модельних блоків піском у контейнері
Номер патенту: 81726
Опубліковано: 25.01.2008
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
МПК: B22C 9/04, B22C 9/06, B22C 9/00, B22C 9/02
Мітки: блоків, піском, контейнері, спосіб, засипання, модельних
Формула / Реферат:
1. Спосіб засипання модельних блоків піском у контейнері шляхом встановення модельного блока в контейнер, засипання піску з бункера через розподільний пристрій з отворами при попередньому встановленні рухомого екрана на шляху потоку піску, який відрізняється тим, що екран, виконаний у вигляді рамки, поміщають всередину контейнера, покриваючи їм модельний блок, і переміщають екран вгору в міру засипання піску, а пісок засипають по периметру...
Спосіб виготовлення ливарних форм по легкоплавких моделях
Номер патенту: 83891
Опубліковано: 26.08.2008
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
Мітки: моделях, виготовлення, легкоплавких, спосіб, форм, ливарних
Формула / Реферат:
1. Спосіб виготовлення ливарних форм по легкоплавких моделях, що включає нанесення формувальної суміші на модель, виготовлену з замороженої води, виплавлення моделі й усмоктування у формувальну суміш продуктів розплавлювання моделі шляхом зниження газового тиску в порах цієї суміші, який відрізняється тим, що у формувальну суміш перед нанесенням на модель уводять матеріал, здатний утворювати міцну кірку з продуктами розплавлювання моделі, і в...
Попередній патент: Упаковка для носія цифрової інформації у формі диска
Наступний патент: Телевізійна система спостереження за рухомими об’єктами
Випадковий патент: Спосіб одержання ліпосомальної композиції, що має антитоксичну гепатозахисну дію