Спосіб виготовлення скульптур, бюстів та інших художніх виробів литтям за виплавлюваними моделями
Номер патенту: 49947
Опубліковано: 15.10.2002
Автори: Майстренко Федір Андрійович, Нікітченко Віктор Семенович, Бекеш Генадій Вітальович, Черевко Петро Васильович
Формула / Реферат
Спосіб виготовлення скульптур, бюстів та інших художніх виробів литтям за виплавлюваними моделями, який включає виготовлення гіпсових відбитків з оригінала скульптури, нанесення на робочу поверхню відбитків модельної композиції, монтаж модельного блоку, нанесення багатошарового вогнетривкого покриття, витоплювання модельної композиції із форм, випал і заливку форм металом, який відрізняється тим, що витоплювані моделі виливок виготовляють з ребрами жорсткості із високостійкої модельної композиції шляхом пошарового нанесення її в рідкому стані на поверхню вологих гіпсових відбитків, при цьому оболонкові ливарні форми зміцнюють по контуру з допомогою скоб із жаростійкої сталі, які встановлюють в процесі нанесення вогнетривкого покриття, і піддають випалу і заливці металом без застосування опорного наповнювача.
Текст
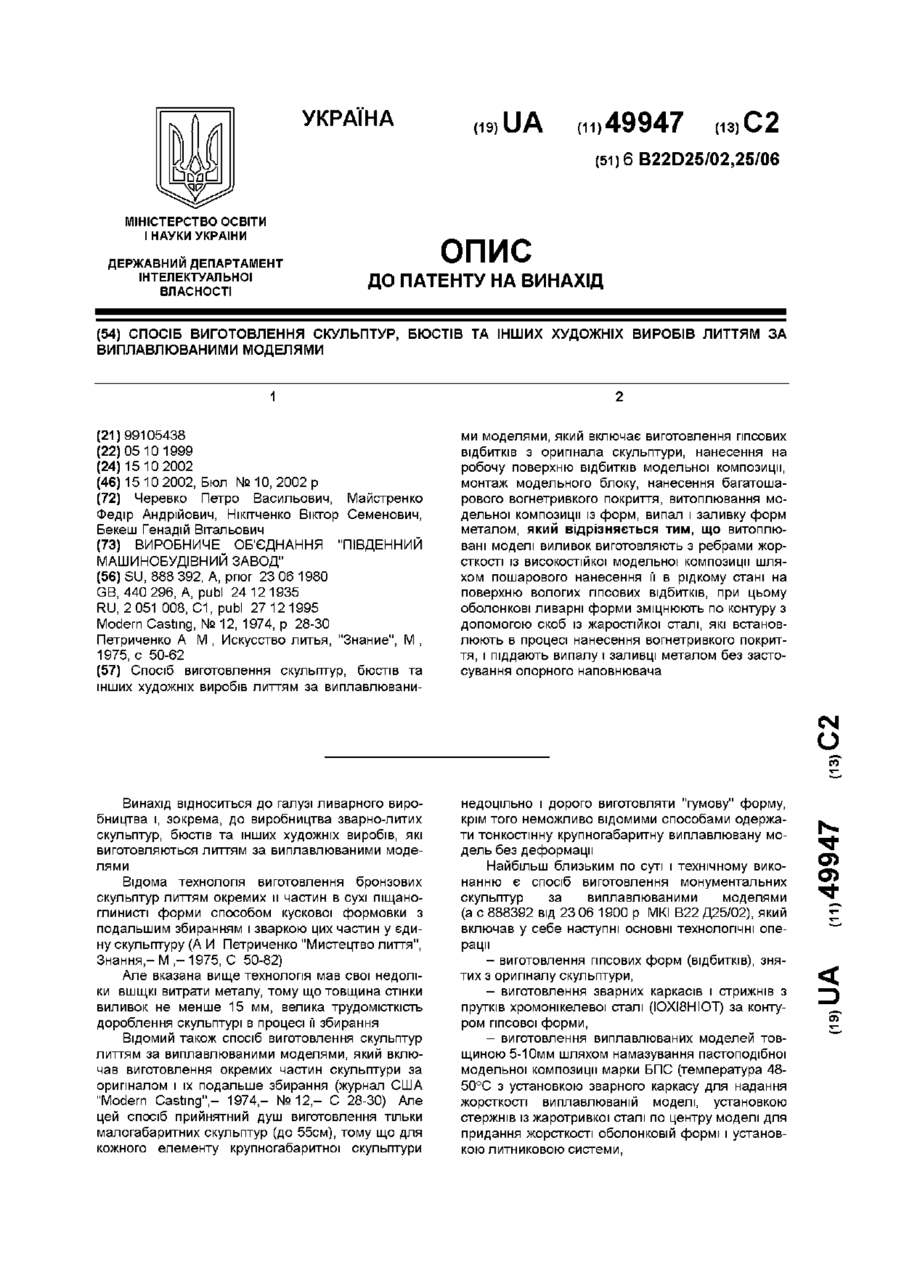
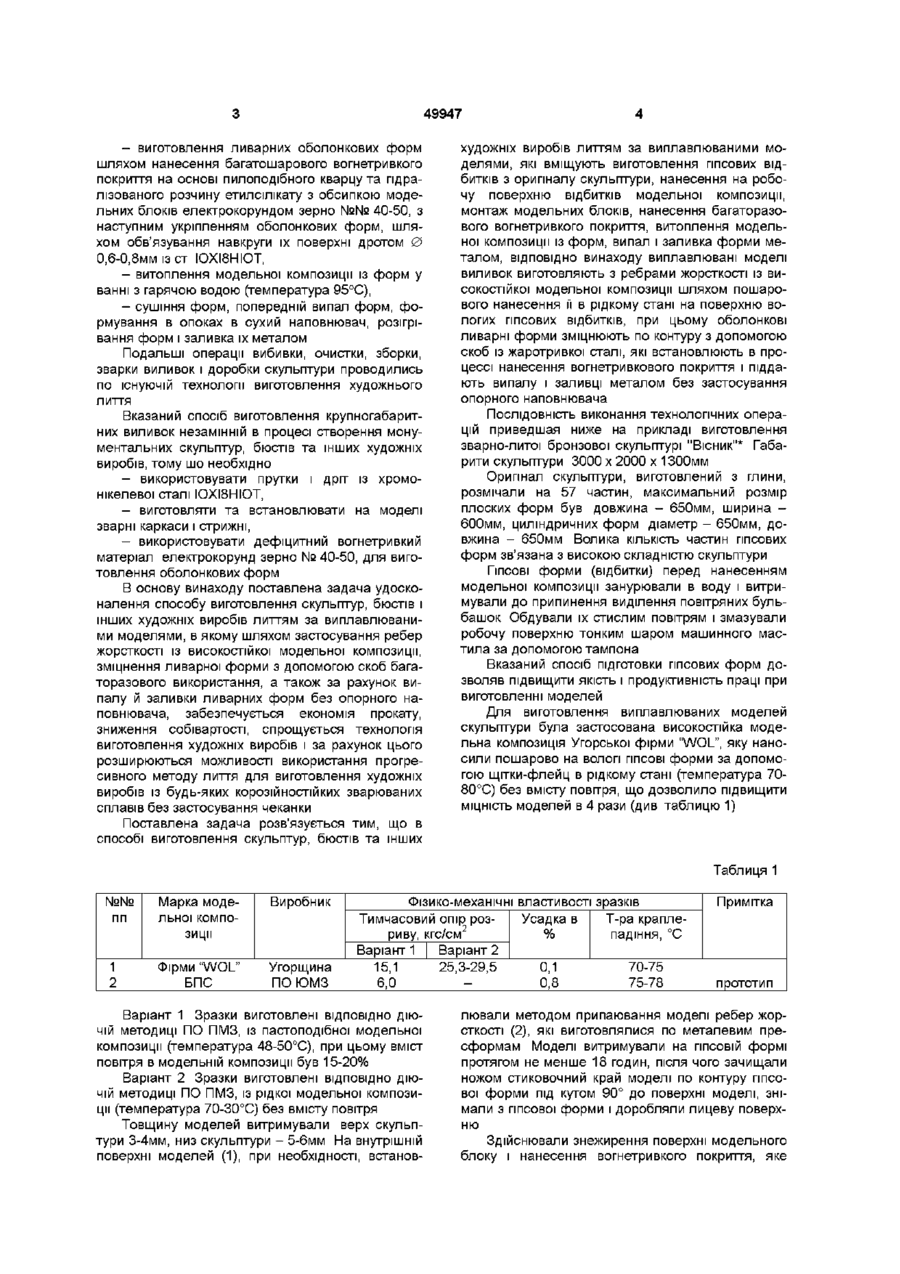
Спосіб виготовлення скульптур, бюстів та інших художніх виробів литтям за виплавлювани ми моделями, який включає виготовлення гіпсових відбитків з оригінала скульптури, нанесення на робочу поверхню відбитків модельної композиції, монтаж модельного блоку, нанесення багатошарового вогнетривкого покриття, витоплювання модельної композиції із форм, випал і заливку форм металом, який відрізняється тим, що витоплювані моделі виливок виготовляють з ребрами жорсткості із високостійкої модельної композиції шляхом пошарового нанесення її в рідкому стані на поверхню вологих гіпсових відбитків, при цьому оболонкові ливарні форми зміцнюють по контуру з допомогою скоб із жаростійкої сталі, які встановлюють в процесі нанесення вогнетривкого покриття, і піддають випалу і заливці металом без застосування опорного наповнювача О Винахід відноситься до галузі ливарного виробництва і, зокрема, до виробництва зварно-литих скульптур, бюстів та інших художніх виробів, які виготовляються литтям за виплавлюваними моделями Відома технологія виготовлення бронзових скульптур литтям окремих и частин в сухі піщаноглинисті форми способом кускової формовки з подальшим збиранням і зваркою цих частин у єдину скульптуру (А И Петриченко "Мистецтво лиття", Знання,- М -1975, С 50-82) Але вказана вище технологія мав свої недоліки вшщкі витрати металу, тому що товщина стінки виливок не менше 15 мм, велика трудомісткість дороблення скульптурі в процесі її збирання Відомий також спосіб виготовлення скульптур литтям за виплавлюваними моделями, який включав виготовлення окремих частин скульптури за оригіналом і їх подальше збирання (журнал США "Modern Casting",- 1974,- № 1 2 , - С 28-30) Але цей спосіб прийнятний душ виготовлення тільки малогабаритних скульптур (до 55см), тому що для кожного елементу крупногабаритної скульптури недоцільно і дорого виготовляти "гумову" форму, крім того неможливо відомими способами одержати тонкостінну крупногабаритну виплавлювану модель без деформації Найбільш близьким по суті і технічному виконанню є спосіб виготовлення монументальних скульптур за виплавлюваними моделями (а с 888392 від 23 06 1900 р МКІ В22 Д25/02), який включав у себе наступні основні технологічні операції - виготовлення гіпсових форм (відбитків), знятих з оригіналу скульптури, - виготовлення зварних каркасів і стрижнів з прутків хромонікелевої сталі (ЮХІ8НЮТ) за контуром гіпсової форми, - виготовлення виплавлюваних моделей товщиною 5-10мм шляхом намазування пастоподібної модельної композиції марки БПС (температура 4850°С з установкою зварного каркасу для надання жорсткості виплавлюваній моделі, установкою стержнів із жаротривкої сталі по центру моделі для придания жорсткості оболонковій формі і установкою литниковою системи, 49947 - виготовлення ливарних оболонкових форм шляхом нанесення багатошарового вогнетривкого покриття на основі пилоподібного кварцу та пдралізованого розчину етилсілікату з обсипкою модельних блоків електрокорундом зерно №№ 40-50, з наступним укріпленням оболонкових форм, шляхом обв'язування навкруги їх поверхні дротом 0 0,6-0,8мм ізст ЮХІ8НЮТ, - витоплення модельної композиції із форм у ванні з гарячою водою (температура 95°С), - сушіння форм, попередній випал форм, формування в опоках в сухий наповнювач, розігрівання форм і заливка їх металом Подальші операції вибивки, очистки, зборки, зварки виливок і доробки скульптури проводились по існуючій технології виготовлення художнього лиття Вказаний спосіб виготовлення крупногабаритних виливок незамінній в процесі створення монументальних скульптур, бюстів та інших художніх виробів, тому шо необхідно - використовувати прутки і дріт із хромонікелевої сталі ЮХІ8НЮТ, - виготовляти та встановлювати на моделі зварні каркаси і стрижні, - використовувати дефіцитний вогнетривкий матеріал електрокорунд зерно № 40-50, для виготовлення оболонкових форм В основу винаходу поставлена задача удосконалення способу виготовлення скульптур, бюстів і інших художніх виробів литтям за виплавлюваними моделями, в якому шляхом застосування ребер жорсткості із високостійкої модельної композиції, зміцнення ливарної форми з допомогою скоб багаторазового використання, а також за рахунок випалу й заливки ливарних форм без опорного наповнювача, забезпечується економія прокату, зниження собівартості, спрощується технологія виготовлення художніх виробів і за рахунок цього розширюються можливості використання прогресивного методу лиття для виготовлення художніх виробів із будь-яких корозійностійких зварюваних сплавів без застосування чеканки художніх виробів литтям за виплавлюваними моделями, які вміщують виготовлення гіпсових відбитків з оригіналу скульптури, нанесення на робочу поверхню відбитків модельної композиції, монтаж модельних блоків, нанесення багаторазового вогнетривкого покриття, витоплення модельної композиції із форм, випал і заливка форми металом, ВІДПОВІДНО винаходу виплавлювані моделі виливок виготовляють з ребрами жорсткості із високостійкої модельної композиції шляхом пошарового нанесення її в рідкому стані на поверхню вологих гіпсових відбитків, при цьому оболонкові ливарні форми зміцнюють по контуру з допомогою скоб із жаротривкої сталі, які встановлюють в процессі нанесення вогнетривкового покриття і піддають випалу і заливці металом без застосування опорного наповнювача ПОСЛІДОВНІСТЬ виконання технологічних операцій приведшая ниже на прикладі виготовлення зварно-литої бронзової скульптурі "Вісник"* Габарити скульптури 3000x2000 х 1300мм Оригінал скульптури, виготовлений з глини, розмічали на 57 частин, максимальний розмір плоских форм був довжина - 650мм, ширина 600мм, циліндричних форм діаметр - 650мм, довжина - 650мм Волика КІЛЬКІСТЬ частин гіпсових форм зв'язана з високою складністю скульптури ГІПСОВІ форми (відбитки) перед нанесенням модельної композиції занурювали в воду і витримували до припинення виділення повітряних бульбашок Обдували їх стислим повітрям і змазували робочу поверхню тонким шаром машинного мастила за допомогою тампона Вказаний спосіб підготовки гіпсових форм дозволяв підвищити якість і продуктивність праці при виготовленні моделей Для виготовлення виплавлюваних моделей скульптури була застосована високостійка модельна композиція Угорської фірми 'WOL", яку наносили пошарово на вологі ГІПСОВІ форми за допомогою щітки-флейц в рідкому стані (температура 7080°С) без вмісту повітря, що дозволило підвищити МІЦНІСТЬ моделей в 4 рази (див таблицю 1) Поставлена задача розв'язується тим, що в способі виготовлення скульптур, бюстів та інших Таблиця 1 №№ пп Марка модельної композиції Виробник 1 2 Фірми 'WOL" БПС Угорщина ПОЮМЗ Фізико-механічні властивост зразків Тимчасовий опір розУсадка в Т-ра краплериву, кгс/см2 % падіння, °С Варіант 1 Варіант 2 15,1 25,3-29,5 0,1 70-75 6,0 0,8 75-78 Варіант 1 Зразки виготовлені ВІДПОВІДНО ДІЮЧІЙ методиці ПО ПМЗ, із пастоподібної модельної композиції (температура 48-50°С), при цьому вміст повітря в модельній композиції був 15-20% Варіант 2 Зразки виготовлені ВІДПОВІДНО ДІЮЧІЙ методиці ПО ПМЗ, із рідкої модельної композиції (температура 70-30°С) без вмісту повітря Товщину моделей витримували верх скульптури 3-4мм, низ скульптури - 5-6мм На внутрішній поверхні моделей (1), при необхідності, встанов Примітка прототип лювали методом припаювання моделі ребер жорсткості (2), які виготовлялися по металевим пресформам Моделі витримували на ГІПСОВІЙ формі протягом не менше 18 годин, після чого зачищали ножом стиковочний край моделі по контуру гіпсової форми під кутом 90° до поверхні моделі, знімали з гіпсової форми і доробляли лицеву поверхню Здійснювали знежирення поверхні модельного блоку і нанесення вогнетривкого покриття, яке 49947 складається із пдролізованого розчину етилсіліката-40 та пилеподібного кварцу, по загально прийнятій технології лиття за виплавлюваними моделями Приготування вогнетривкого покриття здійснювали суміщеним методом в гідролізері, при цьому вміст S1O2 в пдролізованому розчині етилсіліката витримували в межах 18-20% В'язкість вогнетривкого покриття для першого шару витримували в межах 28-30сек, для послідуючих шарів - 25-27сек по віскозиметру ВЗ-4 Після нанесення вогнетривкого покриття здійснювали обсипку модельного блоку після 1-го шару - кварцевим піском К016, К02, послідуюшх шарів - кварцевим піском К04 Сушку шарів вогнетривкого покриття здійснювали повітряно-аміачну в спеціальних герметичних шагах по загальноприйнятій технології виготовлення лиття за виплавлюваними моделями Цикл сушки одного шару вогнетривкого покриття складає 4 години Всього наносили 7-9 шарів вогнетривкого покриття, в залежності від габариту модельного блоку За 2-3 шара до закінчення нанесення вогнетривкого покриття здійснювали установку скоб із жаростійкої сталі по контуру модельного блоку для зміцнення оболонкової форми, які також використовували як транспортировочні "цапфи" при поданні форм на заливочний плац після випалу Схема установки скоби (3) на оболонкову форму (4) перед нанесенням останніх 2-3 шарів вогнетривкого покриття приводяться на фіг 1 Скоби виготовляють методом лиття за виплавлюваними моделями із окалиностійкої сталі марки 2ОХ2ОНІ4С2Л, багаторазово використовувались Після нанесення останнього шару вогнетривкого покриття модельний блок витримували при температурі 20-25°С протягом 8 годин Здійснювали витопку модальної композиції із оболонкової форми в установці "Бойлерклав" Оболонкові форми піддавались натуральній сушці при температурі не менше 23°С протягом 8 годин, потім форми поміщали на поддони із листової жаростійкої сталі в камерній електропечі на випал Режим випалу форм загрузка при температурі не вище 100°С, підйом до температури 850°С не більше 100°С/год, витримка при температурі 850°С не менше 2-х годин, вигрузка форм із печі, установка форм на піщаний плац і заливка бронзою марки БрКМц 4-1 Виплавку бронзи здійснювали в індукційній плавильній установці ІСТ-0,16 Заливку форм металом здійснювали в горизонтальному положенні з нахилом -15° від литника Після охолодження форм здійснювали вибив ку виливок, очистку від вогнетривкого покриття, обрізку литникової системи електрозваркою, піскострумну очистку Збирання скульптури здійснювали шляхом з'єднання виливок методом "прихваток1* електродуговою зварною Аргоно-дугову зварку скульптури здійснювали, використовуючи як присадочний матеріал пткутки 6мм із бронзи БрКМц 4-1 Зачищали зварні шви, відтворювали фактуру поверхні скульптури в місцях зварки за допомогою пневмозачистних машинок, твердосплавних шорошок і абразивних кругів Здійснювали піскострумну очистку і доробку поверхні скульптури по загальноприйнятій технологи виробництва художнього лиття Запропонований спосіб виготовлення виливок скульптури за виплавлюваними моделями з ребрами жорсткості із високостійкої модельної композиції методом пошарової намазки на гіпсову форму, з додатковим зміцненням оболонкової форми скобами, установленими по контуру форми, в поєднанні з випалом і заливкою форм без опорного наповнювача забезпечує одержання художнього лиття високої якості, без короблення і других ливарних дефектів В зв'язку з отриманням виливок високої точності збивання скульптури спрощується і здійснюється без застосування монтажних полок (кронштейнів) і болтів, а тільки методом "прихватки" відливок електрозваркою Бронзова зварно-лита скульптура "Вісник", виготовлена за вящевикладеним способом, приводиться на фіг 2 Вага скульптури становить 500кг Запропонованим способом були виготовлені декоративна панель (фіг 3) та ІНШІ художні вироби Використання в виробництві запропонованого способу виготовлення зварно-литих скульптур, бюстів та інших художніх виробів в порівнянні з діючими способами забезпечують слідуючі переваги - розширює можливості виготовлення зварнолитих скульптур, бюстів та інших художніх виробів методом лиття за виплавлюваними моделями із будь-яких корозійностійких зварюваних чорних та кольорових сплавів, - знижує витрати метала на виготовлення скульптур на 50% і більше за рахунок отримання тонкостінного лиття, - забезпечує точне відтворення "фактури" з оригіналу художнього виробу з високою чистотою поверхні без подальшої чеканки скульптури, - знижує собівартість виготовлення скульптур на 30% в порівнянні з прототипом Фіг. 2 49947 Фіг. З ДП «Український інститут промислової власності» (Укрпатент) вул. Сім'ї Хохлових, 15, м. Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул. Артема, 77, м. Київ, 04050, Україна (044)216-32-71 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of sculptures, busts and other artistic articles by investment casting
Автори англійськоюNikitchenko Viktor Semenovych
Назва патенту російськоюСпособ изготовления скульптур, бюстов и других художественных изделий методом литья по выплавляемым моделям
Автори російськоюНикитченко Виктор Семенович
МПК / Мітки
МПК: B22D 25/00
Мітки: художніх, виготовлення, моделями, інших, бюстів, скульптур, виплавлюваними, спосіб, литтям, виробів
Код посилання
<a href="https://ua.patents.su/5-49947-sposib-vigotovlennya-skulptur-byustiv-ta-inshikh-khudozhnikh-virobiv-littyam-za-viplavlyuvanimi-modelyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення скульптур, бюстів та інших художніх виробів литтям за виплавлюваними моделями</a>
Спосіб виготовлення художніх керамічних виробів
Номер патенту: 42993
Опубліковано: 15.11.2001
Автор: Валентинов Володимир Валерійович
МПК: B44C 1/00, B28B 11/02, B28B 11/04
Мітки: художніх, спосіб, керамічних, виготовлення, виробів
Формула / Реферат:
1. Спосіб виготовлення художніх керамічних виробів, який включає виготовлення черепків, їх сушіння, утилітарний випал і нанесення покриття, який відрізняється тим, що після утилітарного випалу на поверхню черепків наносять клеючу речовину, після чого флокуванням на них наносять покриття з ворсу.2. Спосіб по п.1, який відрізняється тим, що у разі, якщо керамічні вироби містять приставні деталі, останні виготовляють, сушать, випалюють,...
Спосіб виготовлення черепиці різного профілю та інших виробів товщиною 6-20 мм методом роздільного вібрування і профільно-площинного формування та пристрій для його здійснення
Номер патенту: 36604
Опубліковано: 16.04.2001
Автори: Черняк Вадим Павлович, Черняк Михайло Вадимович
МПК: B28B 1/00, B28B 5/00, B28B 21/02, B32B 13/00
Мітки: здійснення, формування, черепиці, роздільного, вібрування, спосіб, пристрій, інших, профільно-площинного, виробів, методом, товщиною, профілю, виготовлення, різного
Формула / Реферат:
1. Cпосіб виготовлення черепиці різного профілю та інших виробів товщиною 6 - 20 мм методом роздільного вібрування і профільно-площинного формування, що включає ущільнення заздалегідь підготовленої бетонної суміші шляхом вібрації, формування виробів, витримки в формах до отвердіння і расформування, який відрізняється тим, що бетонну суміш з добавкою щебеню фракції 2 - 5 мм завантажують для ущільнення на прокладку, розташовану на плиті...
Спосіб виготовлення складених формованих виробів з м’яса чи інших пластичних матеріалів
Номер патенту: 2326
Опубліковано: 26.12.1994
Автори: Девід Норман Уилсон, Бернард Тревор Метьюз, Девід Джон Джол, Хабіб Мохамед Зіяуддін
МПК: A23P 1/10, A22C 11/00
Мітки: виробів, матеріалів, складених, м'яса, інших, пластичних, виготовлення, спосіб, формованих
Формула / Реферат:
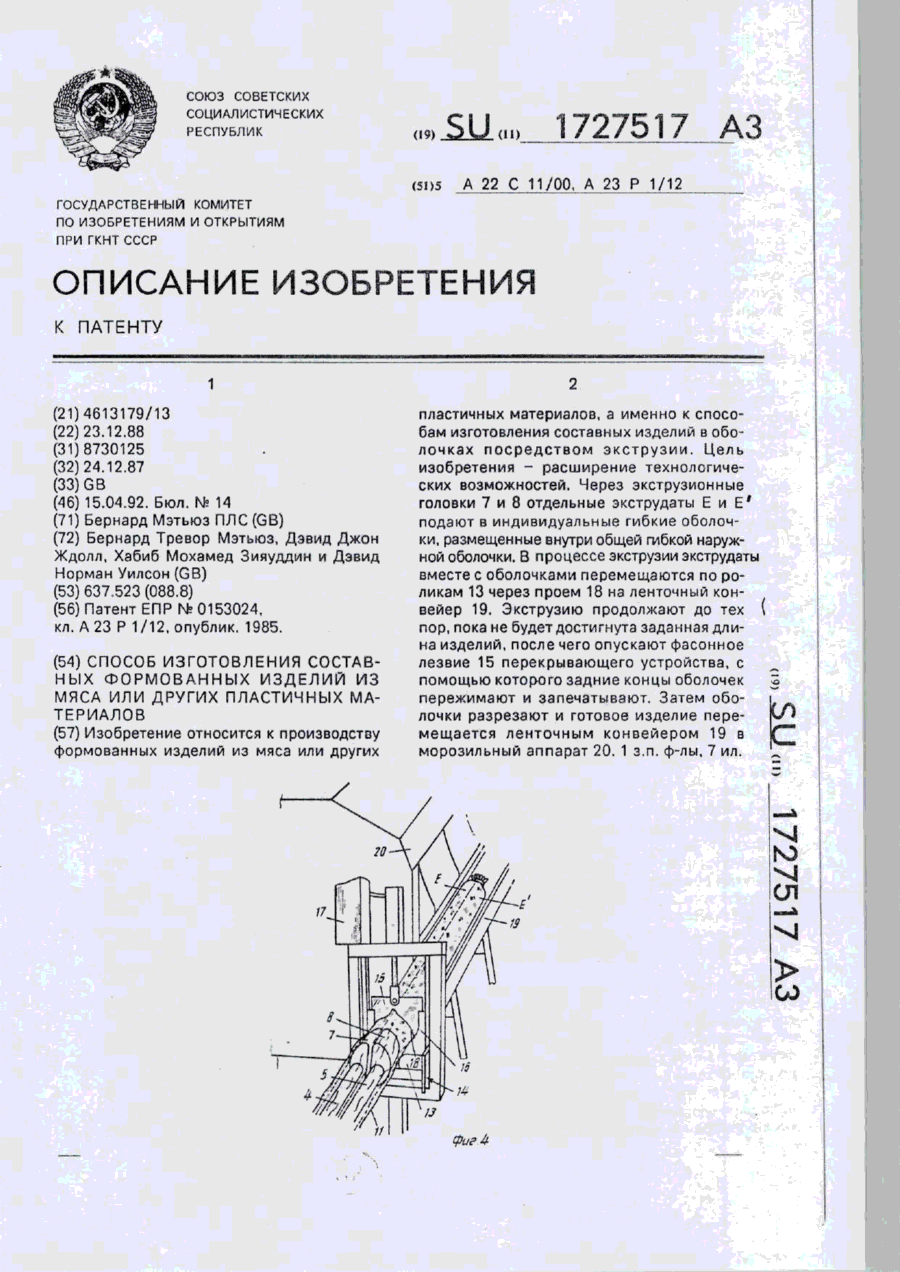
1. Способ изготовления составных формованных изделий из мяса или других пластичных материалов, предусматривающий одновременную раздельную экструзию веществ, составляющих изделие, и охлаждение сформованного изделия, отличающийся тем, что, с целью расширения технологических возможностей, отдельные экструдаты подают в индивидуальные трубчатые гибкие оболочки, размещенные в общей гибкой наружной оболочке, причем в процессе экструзии наружную...
Спосіб захисту виробів, субстратів та інших цінних паперів від підробки (варіанти), спосіб маркування виробів для способу захисту, композиція покриття, матеріал та частинка для їх здійснення
Номер патенту: 46169
Опубліковано: 15.05.2002
Автори: Мюллер Едгар, Розумек Олівер
МПК: C09D 201/00, C09D 11/00, B42D 15/10, G06K 19/06, D21H 21/40, C09C 1/00, C09D 7/12, B41M 3/14, B42D 15/00
Мітки: паперів, інших, виробів, здійснення, субстратів, способу, композиція, частинка, маркування, покриття, цінних, спосіб, захисту, варіанти, матеріал, підробки
Формула / Реферат:
1. Спосіб маркування виробу, що включає створення мітки, яка містить принаймні одну неорганічну частинку, що включає принаймні два хімічних елементи в попередньо заданому співвідношенні, та забезпечення міткою виробу, який відрізняється тим, що створюють принаймні одну мітку, що має характеристику, яка може бути аналітично визначена, при цьому мітка містить принаймні одну нестехіометричну кристалічну неорганічну частинку, що включає...
Спосіб виготовлення пластмасових труб з волокнистим і піщаним наповнювачем відцентровим литтям та установка для його здійснення
Номер патенту: 41876
Опубліковано: 15.10.2001
Автори: Ратейзер Рейнхарт, Джост Ральф
МПК: B29C 41/04, B29C 41/34
Мітки: пластмасових, здійснення, відцентровим, литтям, наповнювачем, установка, піщаним, волокнистим, виготовлення, труб, спосіб
Формула / Реферат:
1. Способ изготовления пластмассовых труб с волокнистым и песчаным наполнителем центробежным литьем, в соответствии с которым компоненты синтетической смолы, стекловолокна и песок вводят из впрыскивающей тележки, движущейся в направлении оси изготавливаемой трубы во вращающуюся матрицу, отличающийся тем, что песок подают из неподвижного большого бункера в промежуточный рабочий бункер на тележке непрерывно и оттуда вводят в матрицу.2....
Попередній патент: Пристрій для герметизації внутрішнього простору колони насосно-компресорних труб, які спускають (підіймають) в свердловину під тиском
Наступний патент: В’яжуче
Випадковий патент: Склад для профілактики рецидивів генералізованого пародонтиту у віл-інфікованих