Спосіб з`єднання металевих елементів
Номер патенту: 87017
Опубліковано: 10.06.2009
Формула / Реферат
1. Спосіб з'єднання металевих елементів, який включає виконання наскрізних отворів у металевих елементах, що з'єднуються, співвісне сполучення наскрізних отворів, утворення сполученого отвору і розміщення в ньому металевого з'єднувального елемента, який відрізняється тим, що з'єднувальний елемент виконують з розплаву металу, яким заповнюють сполучений отвір, при цьому заповнення здійснюють послідовним розміщенням розплаву на внутрішній поверхні сполученого отвору, формуючи зону адгезії розплаву металу з внутрішньою поверхнею сполученого отвору металевого елемента, після чого цілком заповнюють порожнину сполученого отвору.
2. Спосіб з'єднання металевих елементів за п. 1, який відрізняється тим, що на поверхні металевих елементів, співвісно сполученому отвору, після розміщення в ньому з'єднувального елемента, виконують наплавку у вигляді шляпки, що взаємодіє зі з'єднувальним елементом.
Текст
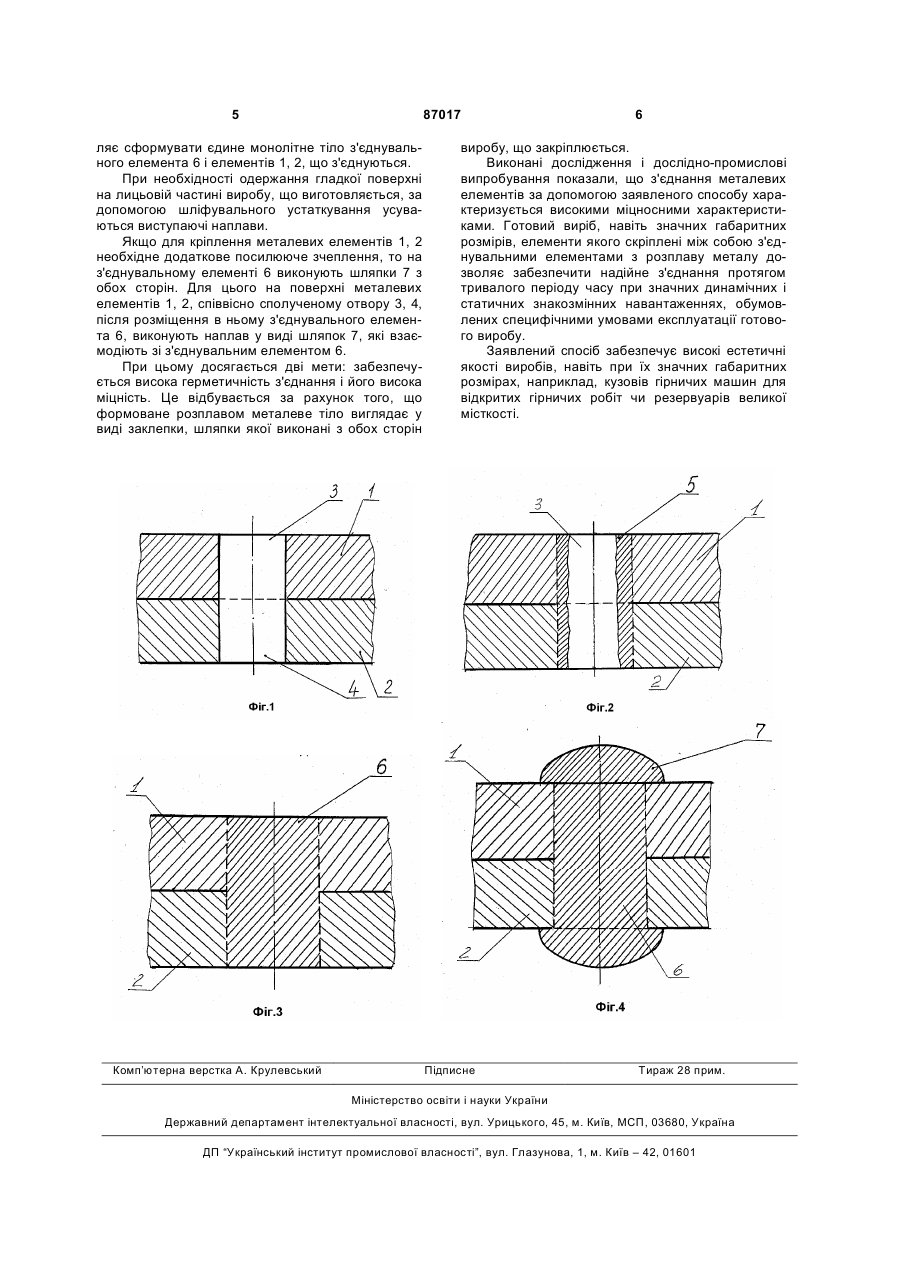
1. Спосіб з'єднання металевих елементів, який включає виконання наскрізних отворів у ме C2 2 (19) 1 3 гляд і формоутворення. На плоских поверхнях, зібраних з окремих елементів, голівки болтів і їхні гайки виступають над поверхнею на значну відстань. Це впливає на аеродинамічні та естетичні якості готового виробу. З'єднання частин виробу за допомогою болтів вимагає значного періоду часу на висвердлювання отворів, їхнє співвісне сполучення, розміщення в порожнині утвореного сполученого отвору болтів і регламентоване закручування гайок. Болтове з'єднання не забезпечує повної герметичності виробу, який є герметичною ємністю, або резервуаром. Найбільш близьким технічним рішенням, обраним, як прототип, є спосіб з'єднання металевих елементів, який включає висвердлювання наскрізних отворів в елементах, що з'єднуються, співвісне сполучення отворів елементів, створення сполучного елементу, розташування у сполучному отвору з'єднувального елемента (Орлов П.И. "Основы конструирования" Кн. 2. М. "Машиностроение", 1972 р. С. 187). Недоліком відомого способу є те, що, як з'єднуючий елемент застосовуються заклепки, які являють собою циліндричне тіло, що має шляпку з одного кінця. Закріплення двох елементів здійснюється в такий спосіб. Після співвісного сполучення отворів обох елементів у ньому розміщується заклепка зі шляпкою. Для фіксації плоских елементів заклепка з боку шляпки фіксується для попередження зсуву при осьовому динамічному впливі, наприклад, молотка чи пуансона. Динамічним зусиллям до протилежної сторони, стосовно шляпки заклепки, формують зону пружних деформацій, у який торцева частина заклепки здобуває задану форму, наприклад, уже наявної шляпки. Недоліком відомого способу є те, що з'єднання заклепками вимагає значних матеріальних і трудових витрат, тому що при цьому способі з'єднання необхідне застосування спеціалізованого устаткування. При заклепувальному з'єднанні складно забезпечити необхідний ступінь герметизації при виготовленні резервуарів і ємностей. Задачею винаходу є удосконалення способу з'єднання металевих елементів за рахунок виконання в них наскрізних отворів, їхнього співвісного сполучення, утворення сполученого отвору, заповнення сполученого отвору розплавом металу з забезпеченням його адгезії з внутрішньою циліндричною поверхнею сполученого отвору. Реалізація винаходу дозволяє забезпечити ефективне і надійне з'єднання металевих елементів, високі міцносні характеристики виробу, що виготовляється. У залежності від конструктивних особливостей, з'єднання забезпечується без виступаючих частин з'єднувальних елементів при заданих параметрах кріплення, яке витримує значні подовжні і поперечні статичні і динамічні зусилля при експлуатації. З'єднання заявленим способом характеризується низьким рівнем трудових і матеріальних витрат при з'єднанні, як малогабаритних і великогабаритних виробів. Поставлена задача вирішується за рахунок того, що спосіб з'єднання металевих елементів 87017 4 включає виконання наскрізних отворів у металевих елементах, що з'єднуються, співвісне сполучення наскрізних отворів, утворення сполученого отвору і розміщення в ньому металевого з'єднувального елемента. Відповідно до винаходу, з'єднувальний елемент виконують з розплаву металу, яким заповнюють сполучений отвір, при цьому заповнення здійснюють послідовним розміщенням розплаву на внутрішній поверхні сполученого отвору, формуючи зону адгезії розплаву металу з внутрішньою поверхнею сполученого отвору металевого елемента, після чого цілком заповнюють порожнину сполученого отвору. Для підвищення міцносних характеристик з'єднання металевих елементів, на їхній поверхні, співвісно сполученому отвору, після розміщення в ньому з'єднувального елемента, виконують наплав у вигляді шляпки, що взаємодіє зі з'єднувальним елементом. Заявлений винахід ілюструється схемами, де на Фіг.1 - утворений сполучений отвір з'єднаних металевих елементів; на Фіг.2 - формування зони адгезії на внутрішній поверхні сполученого отвору; на Фіг.3 - утворене з'єднання металевих елементів; на Фіг.4 - утворення сполучного елемента з наплавами у вигляді шляпок. Спосіб з'єднання металевих елементів реалізується в такий спосіб. В елементах 1, 2, що з'єднуються, висвердлюють наскрізні отвори 3, 4. Після співвісного сполучення отворів 3, 4 в елементах 1, 2, що з'єднуються, утворюють сполучений отвір 3, 4 і здійснюють процес безпосередньої фіксації елементів конструкції. Фіксація може здійснюватися за допомогою електродугового чи газового зварювання. При зварюванні фіксацію здійснюють заповненням розплавом металу внутрішньої простору наскрізного сполученого отвору 3, 4. Заповнення здійснюють послідовним розміщенням розплаву 5 на внутрішній поверхні сполученого отвору 3, 4, формуючи зону адгезії розплаву металу з внутрішньою поверхнею сполученого отвору 3, 4 металевих елементів 1, 2, після чого цілком заповнюють порожнину сполученого отвору 3, 4 круговим і зворотно-поступальним рухом зварювального електрода до повного заповнення внутрішнього простору сполученого наскрізного отвору 3, 4, утвореного наскрізними отворами елементів 1, 2, що з'єднуються. Після отвердіння розплаву утвориться циліндричне металеве тіло 6, яке цілком заповнює сполучений отвір 3, 4. При з'єднанні елементів 1, 2 заявленим способом відбувається утворення з'єднуючого елемента 6, що не тільки цілком заповнює сполучений отвір 3, 4, але й має високий ступінь адгезії з внутрішньою поверхнею отвору, за рахунок того, що при заповненні розплавом відбувається інтенсивне нагрівання крайових частин поверхні сполученого отвору 3, 4 і протікання дифузійних обмінних процесів між оплавленим металом елементів 1, 2, що з'єднуються, і розплавленим металом зварювальних електродів. Утворений адгезійний шар дозво 5 87017 ляє сформувати єдине монолітне тіло з'єднувального елемента 6 і елементів 1, 2, що з'єднуються. При необхідності одержання гладкої поверхні на лицьовій частині виробу, що виготовляється, за допомогою шліфувального устаткування усуваються виступаючі наплави. Якщо для кріплення металевих елементів 1, 2 необхідне додаткове посилююче зчеплення, то на з'єднувальному елементі 6 виконують шляпки 7 з обох сторін. Для цього на поверхні металевих елементів 1, 2, співвісно сполученому отвору 3, 4, після розміщення в ньому з'єднувального елемента 6, виконують наплав у виді шляпок 7, які взаємодіють зі з'єднувальним елементом 6. При цьому досягається дві мети: забезпечується висока герметичність з'єднання і його висока міцність. Це відбувається за рахунок того, що формоване розплавом металеве тіло виглядає у виді заклепки, шляпки якої виконані з обох сторін Комп’ютерна верстка А. Крулевський 6 виробу, що закріплюється. Виконані дослідження і дослідно-промислові випробування показали, що з'єднання металевих елементів за допомогою заявленого способу характеризується високими міцносними характеристиками. Готовий виріб, навіть значних габаритних розмірів, елементи якого скріплені між собою з'єднувальними елементами з розплаву металу дозволяє забезпечити надійне з'єднання протягом тривалого періоду часу при значних динамічних і статичних знакозмінних навантаженнях, обумовлених специфічними умовами експлуатації готового виробу. Заявлений спосіб забезпечує високі естетичні якості виробів, навіть при їх значних габаритних розмірах, наприклад, кузовів гірничих машин для відкритих гірничих робіт чи резервуарів великої місткості. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for connection of metal elements
Автори англійськоюReva Oleksandr Vasyliovych, Botsenko Oleksii Petrovych
Назва патенту російськоюСпособ соединения металлических элементов
Автори російськоюРева Александр Васильевич, Боценко Алексей Петрович
МПК / Мітки
МПК: B23K 1/00, B23K 9/00, F16B 5/00
Мітки: елементів, металевих, з'єднання, спосіб
Код посилання
<a href="https://ua.patents.su/3-87017-sposib-zehdnannya-metalevikh-elementiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб з`єднання металевих елементів</a>
Спосіб з’єднання металевих елементів
Номер патенту: 26640
Опубліковано: 25.09.2007
Автори: Рева Олександр Васильович, Боценко Олексій Петрович
МПК: F16B 11/00
Мітки: з'єднання, спосіб, металевих, елементів
Формула / Реферат:
1. Спосіб з'єднання металевих елементів, що включає виконання наскрізних отворів в металевих з'єднуваних елементах, співвісне сполучення наскрізних отворів, утворення сполученого отвору і розміщення в ньому металевого з'єднувального елемента, який відрізняється тим, що з'єднувальний елемент виконують з розплаву металу, яким заповнюють сполучений отвір, при цьому заповнення здійснюють послідовним розміщенням розплаву на внутрішній поверхні...
Спосіб з’єднання листових металевих елементів
Номер патенту: 26639
Опубліковано: 25.09.2007
Автори: Боценко Олексій Петрович, Лук'янченко Юрій Михайлович, Рева Олександр Васильович
МПК: F16B 11/00
Мітки: металевих, з'єднання, листових, елементів, спосіб
Формула / Реферат:
1. Спосіб з'єднання листових металевих елементів, що включає виконання наскрізних отворів в листових металевих з'єднуваних елементах і розміщення в них металевих з'єднувальних елементів, який відрізняється тим, що з'єднувані елементи розташовують у стик, а з боку стику, паралельно йому, виконують наскрізні отвори, причому отвори в з'єднуваних елементах виконують у шаховому порядку один відносно одного, при цьому по осі стику з'єднуваних...
Спосіб з`єднання листових металевих елементів
Номер патенту: 86497
Опубліковано: 27.04.2009
Автори: Боценко Олексій Петрович, Рева Олександр Васильович, Лук'янченко Юрій Михайлович
МПК: F16B 11/00
Мітки: металевих, елементів, спосіб, з'єднання, листових
Формула / Реферат:
1. Спосіб з'єднання листових металевих елементів, що включає виконання наскрізних отворів у листових металевих елементах, що з'єднуються, і розміщення в них металевих сполучних елементів, який відрізняється тим, що елементи, які з'єднуються, розташовують у стик, а з боку стику, паралельно йому, виконують наскрізні отвори, причому отвори в елементах, що з'єднуються, виконують у шаховому порядку відносно один одного, при цьому по осі стику...
Вузлове з’єднання елементів з труб металевих просторових конструкцій
Номер патенту: 44976
Опубліковано: 15.03.2002
Автори: Гібаленко Олександр Миколаєвич, Черних Інна Юріївна, Корольов Володимир Петрович
МПК: E04B 1/58
Мітки: вузлове, конструкцій, з'єднання, просторових, елементів, труб, металевих
Формула / Реферат:
Вузлове з'єднання елементів з труб металевих просторових конструкцій, яке має у своєму складі пусте кульове ядро, що виконане з штампованих напівкульок, зварених між собою автоматичною зваркою, до якого приварені трубчасті стрижні згідно з розташуванням стрижневих елементів у просторовій конструкції, яке відрізняється тим, що вузлове з‘єднання виконано розбірним, для чого воно має спеціальні болти, гайку та фігурну шайбу, всі трубчасті...
Спосіб з’єднання тонкостінних елементів металевих конструкцій припоєм
Номер патенту: 18500
Опубліковано: 25.12.1997
Автори: Кльонишев Вадим Володимирович, Колодятний Анатолій Вікторович, Маштаков Микола Михайлович, Головня Вадим Вадимович
МПК: B81C 3/00
Мітки: конструкцій, з'єднання, елементів, спосіб, металевих, припоєм, тонкостінних
Формула / Реферат:
Способ соединения тонкостенных элементов металлических конструкций припоем, при котором между соединяемыми элементами при сборке размещают слой припоя и производят нагрев до температуры пайки, отличающийся тем, что соединяемые элементы при сборке располагают с зазором, нагрев припоя и паяемых элементов производят за счет тепла, выделяющегося при соударении неподвижного и метаемого элементов, при этом метаемому элементу обеспечивают скорость,...
Попередній патент: Спосіб збагачення залізорудної сировини
Наступний патент: Установка переробки плодоовочевої сировини
Випадковий патент: Водогрійний котел