Пристрій для виготовлення композиційного магнітно-абразивного порошку
Формула / Реферат
1. Пристрій для виготовлення композиційного магнітно-абразивного порошку, що має піч з тиглем, механічний активатор усередині тигля, завантажувальний і розвантажувальний дозатори, а також бункер для готового порошку, який відрізняється тим, що розвантажувальний дозатор являє собою клапан з приводом, а між вказаними розвантажувальним дозатором і бункером встановлено охолоджувальну камеру з подрібнювачем усередині цієї камери.
2. Пристрій за п.1, який відрізняється тим, що охолоджувальна камера має подвійну стінку з простором для циркуляції холодоагента.
3. Пристрій за п.1, який відрізняється тим, що подрібнювач має форму диска з прикріпленими до нього лопатями.
4. Пристрій за п.1, який відрізняється тим, що подрібнювач має форму крильчатки.
5. Пристрій за пп.1, 3 і 4, який відрізняється тим, що подрібнювач із сторони контактування з сумішшю має поверхню, що не змочується розплавленим феромагнітним матеріалом.
Текст
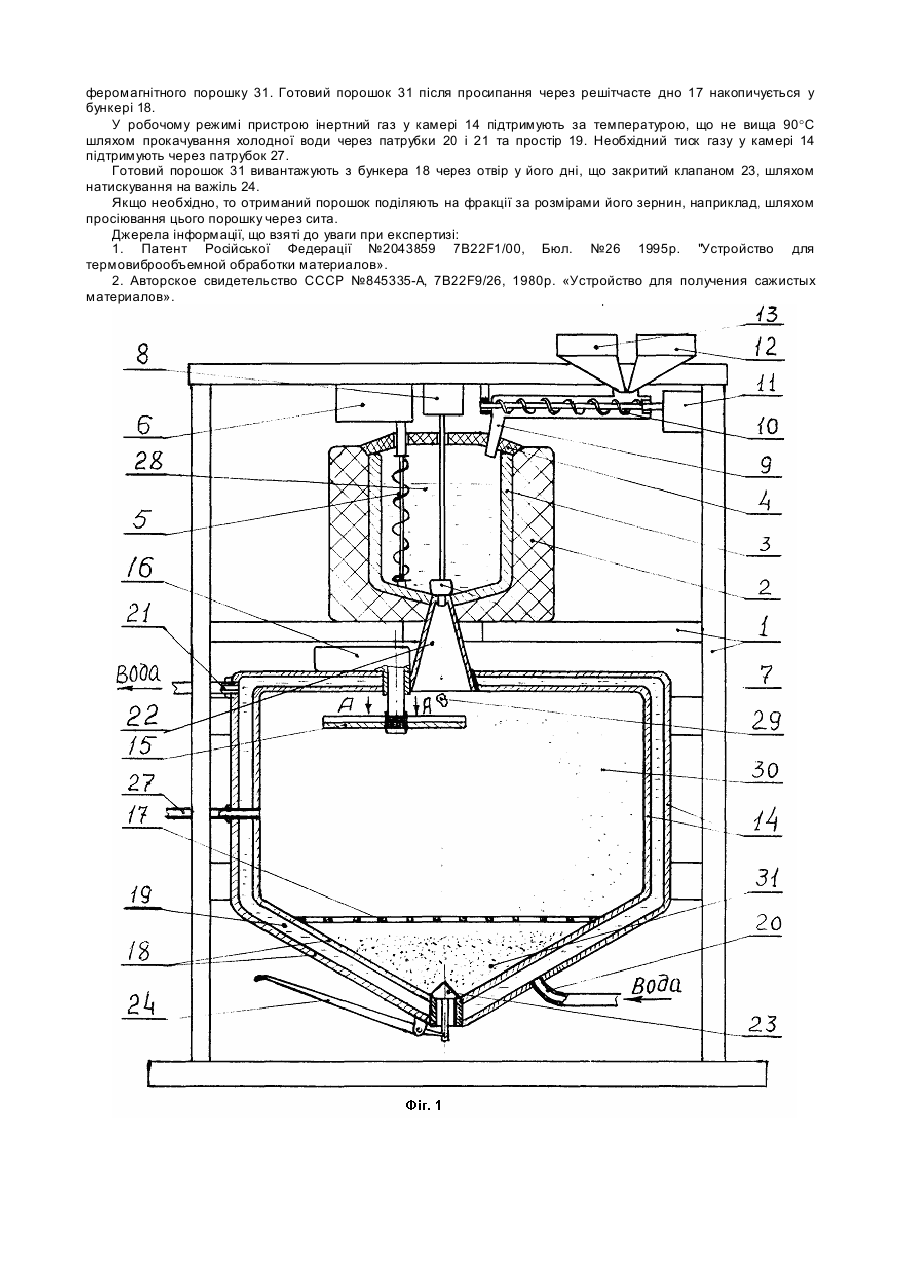
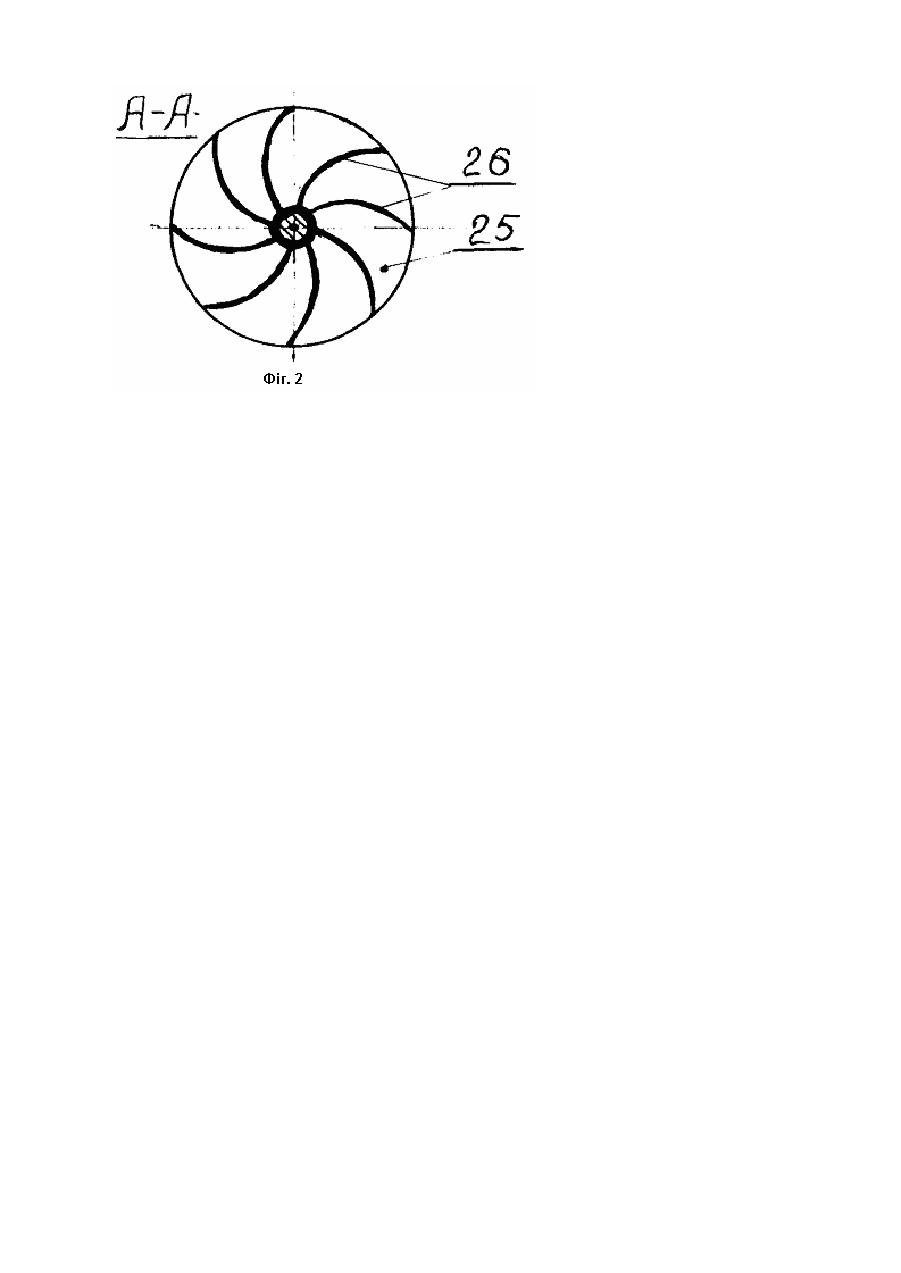
Пристрій для виготовлення композиційного магнітно-абразивного порошку. Корисна модель відноситься до галузі виготовлення абразивного інструменту для магнітно-абразивної обробки виробів. Відомі пристрої для виготовлення композиційного магнітно-абразивного порошку. Таким, наприклад, є пристрій за патентом Російської Федерації [1]. Цей пристрій має піч з тиглем, механічний активатор, завантажувальний і розвантажувальний патрубки і бункер для накопичування готової продукції. Особливістю цього пристрою є те, що активатор є чисто вібраційної дії, він недостатньо ефективно перемішує матеріал, що знаходиться в тиглі, і в той же час призводить до руйнації зернин компонентів шляхом їх взаємодії між собою під впливом вібрації. Відомий також пристрій для виготовлення композиційного порошку за авторським свідоцтвом СРСР [2] (прототип). Він також має піч з тиглем, механічний активатор, завантажувальний і розвантажувальний дозатори, а також бункер для готового порошку. Перевагою є те, що механічний активатор тут шнек, що здатен добре змішува ти компоненти у середині тигля. Особливістю цього пристрою є нездатність порціювати матеріал на окремі порції - частинки, щоб передавати їх з тигля на подальший обробіток. Крім того цей пристрій не здатен виконувати будь-які технологічні операції з матеріалом після розвантажувального дозатора. Ціллю корисної моделі, що пропонується, є зменшення кількості технологічних операцій і пришвидшення процесу виготовлення композиційного магнітно-абразивного порошку. Вирішення цієї задачі дозволить підняти продуктивність праці і зменшити вартість продукції. У запропонованому пристрої для виготовлення композиційного магнітно-абразивного порошку, що має піч з тиглем, механічний активатор усередині тигля, завантажувальний і розвантажувальний дозатори, а також бункер для готового порошку, розвантажувальний дозатор є клапан з приводом, а між вказаними розвантажувальним дозатором і бункером встановлено охолоджувальну камеру з подрібнювачем усередині цієї камери. На Фіг.1 - загальний вигляд пристрою; на Фіг.2 - подрібнювач (А - А на Фіг.1). У корпусі 1 пристрою змонтовано піч 2, у цій печі є тигель 3, що має накривку 4. Накривка 4 виготовлена з термоізоляційного матеріалу. Тигель 3 має активатор - шнековий перемішувач 5 з приводом 6 і розвантажувальний дозатор - клапан 7 з приводом 8. Тигель 3 у дні має отвір, котрий закритий клапаном 7. Над тиглем 3 встановлено завантажувальний дозатор, що складається з патрубка 9 і шнекового подавана 10 з приводом 11. Над шнековим подавачем 10 є лійки 12 і 13. Під тиглем 3 встановлена охолоджувальна камера 14, а у ній - подрібнювач 15, що має свій привод 16. Дно охолоджувальної камери 14 - решітка 17, під нею знаходиться бункер 18. Стінки камери 14 і бункера 18 подвійні, між ними простір 19, він заповнений холодоагентом, наприклад водою. Патрубки 20 і 21 призначені для прокачування холодоагента через простір 19. Охолоджувальна камера 14 з тиглем 3 сполучена лійкою 22. Бункер 18 у дні має отвір, що закритий клапаном 23. Клапан 23 має привод -важіль 24. Подрібнювач 15 виконано у формі диска 25 з лопатями 26 на його робочій поверхні (Фіг.2). Ці лопаті можуть бути прямолінійними або мати форму дуги, як це показано на Фіг.2. Подрібнювач 15 може мати і іншу конструкцію, наприклад, бути крильчаткою чи щіткою (ці варіанти конструкції на кресленнях не зображено). Подрібнювач 15 зі сторони, що контактує з сумішшю, має поверхню, що не змочується розплавленим феромагнітним матеріалом, наприклад, покритий боридом цирконія (ZrBr). Охолоджувальна камера 14 заповнена інертним газом, наприклад, аргоном. Патрубок 27 призначений для наповнення камери 14 цим газом. У тиглі 3 показана суміш 28, у камері 14 - порція 29 цієї суміші до зіткнення з роздрібнювачем, і та ж порція суміші після подрібнення на краплини 30. У бункері 18 - готовий порошок 31. Тигель 3 і охолоджувальна камера 14 обладнані датчиками температур (на кресленнях датчики не зображені). Спочатку включають піч 2 і нагрівають тигель 3 до температури, що перевищує температуру розплавлювання феромагнітної складової на 40-120°С. У кожну з лійок 12 і 13 насипають порошок-компонент у такій кількості, щоб після їх змішування отримати суміш запланованої пропорції. У якості феромагнітної складової може бути порошок заліза, або порошок вуглецевої чи легованої сталі з добрими магнітними властивостями. За розмірами зернини доцільно брати не більшими, ніж 100мкм, щоб вони швидко розплавлювались. У якості абразивної складової беруть карбіди і окисли металів, наприклад, карбід титана (ТіС). Ці зернини за розмірами доцільно брати дрібнішими, наприклад, у межах 10-20мкм, бо такими вони залишаться у складі зернин готового магнітно-абразивного порошку. Вмикають привод 11. Шнек 10, обертаючись, перемішує компоненти, що сипляться з лійок 12 і 13, транспортуючи суміш цих порошків до патрубка 9. Через патрубок 9 наповнюють тигель 3. Вмикають привод 6 активатора, шнек 5 починає обертатись і перемішувати масу 28 у тиглі 3. У тиглі 3 феромагнітна складова розплавлюється і стає рідиною, а абразивна складова, через те що вона є тугоплавким матеріалом, залишається у твердому порошковому стані. Щоб тверда складова суміші не випливала до верху, або не осідала на дно тигля 3, шнек 5 інтенсивно змішує рідку і порошкову складові, підтримуючи суміш у рівномірно дисперсному кашоподібному стані. Термоізоляційна накривка 4 сприяє підтримуванню рівномірної температури в усьому об'ємі тигля 3. Абразивну складову суміші 28 вибирають з такого матеріалу, який добре змочується розплавленою феромагнітною складовою. Для перетворення суміші 28 у порошок спочатку вмикають привод 16 і, коли подрібнювач 15 набере необхідних обертів, включають привод 8 клапана 7 розвантажувального дозатора. Дозатор починає порціювати (розділяти на шматочки) суміш 28 і порціями 29 через лійку 22 кидати її на подрібнювач 15. Завдяки тому, що швидкість руху лопатей 26 є набагато більшою від швидкості падіння порції 29, остання при взаємодії з лопатями 26 роздрібнюється на багаточисельні окремі краплини 30. Кожна з цих краплин за рахунок сил поверхневого натяжіння рідкої феромагнітної складової набуває кулькоподібної форми. Такими ці краплини відцентровими силами роздрібнювача 15 відкидаються у середовище інертного газу охолоджувальної камери 14. Там краплини швидко охолоджуються і перетворюються у тверді загартовані кулькоподібної форми зернини композиційного феромагнітного порошку 31. Готовий порошок 31 після просипання через решітчасте дно 17 накопичується у бункері 18. У робочому режимі пристрою інертний газ у камері 14 підтримують за температурою, що не вища 90°С шляхом прокачування холодної води через патрубки 20 і 21 та простір 19. Необхідний тиск газу у камері 14 підтримують через патрубок 27. Готовий порошок 31 вивантажують з бункера 18 через отвір у його дні, що закритий клапаном 23, шляхом натискування на важіль 24. Якщо необхідно, то отриманий порошок поділяють на фракції за розмірами його зернин, наприклад, шляхом просіювання цього порошку через сита. Джерела інформації, що взяті до уваги при експертизі: 1. Патент Російської Федерації №2043859 7B22F1/00, Бюл. №26 1995р. "Устройство для термовиброобъемной обработки материалов». 2. Авторское свидетельство СССР №845335-А, 7B22F9/26, 1980р. «Устройство для получения сажистых материалов».
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for production of composite magneto-abrasive powder
Автори англійськоюPolischuk Volodymyr Sydorovych
Назва патенту російськоюУстройство для изготовления композиционного магнитно-абразивного порошка
Автори російськоюПолищук Владимир Сидорович
МПК / Мітки
Мітки: композиційного, виготовлення, пристрій, магнітно-абразивного, порошку
Код посилання
<a href="https://ua.patents.su/3-8757-pristrijj-dlya-vigotovlennya-kompozicijjnogo-magnitno-abrazivnogo-poroshku.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення композиційного магнітно-абразивного порошку</a>
Спосіб виготовлення композиційного магнітно-абразивного порошку
Номер патенту: 6525
Опубліковано: 16.05.2005
Автор: Поліщук Володимир Сидорович
МПК: B24D 3/34
Мітки: виготовлення, спосіб, композиційного, магнітно-абразивного, порошку
Формула / Реферат:
1. Спосіб виготовлення композиційного магнітно-абразивного порошку, що включає одержання суміші порошкових компонентів з феромагнітного і абразивного матеріалів та перетворення цієї суміші на магнітно-абразивний порошок, який відрізняється тим, що перетворення суміші на композиційний магнітно-абразивний порошок виконують шляхом доведення цієї суміші до зрідженого стану розплавлюванням її феромагнітної складової з безперервним перемішуванням у...
Спосіб виготовлення композиційного магнітно-абразивного порошку
Номер патенту: 4895
Опубліковано: 15.02.2005
Автор: Поліщук Володимир Сидорович
Мітки: спосіб, порошку, магнітно-абразивного, виготовлення, композиційного
Формула / Реферат:
1. Спосіб виготовлення композиційного магнітно-абразивного порошку, що включає одержання пластичної суміші порошкових компонентів, феромагнітного і абразивного матеріалів, а також пластифікатора та наступне перетворення цієї суміші на магнітно-абразивний порошок, який відрізняється тим, що вказану суміш компонентів спочатку подрібнюють на порошок, що складається з однакових за розмірами зерен, отриманий порошок висушують, кожну зернину...
Спосіб виготовлення магнітно-анізотропного порошку і пристрій для його здійснення
Номер патенту: 63123
Опубліковано: 15.01.2004
Автори: Шалімов Сергій Ігорович, Блохін Олександр Григорович, Салуян Олена Олексієвна
МПК: B22F 1/00, H01F 1/032
Мітки: здійснення, магнітно-анізотропного, виготовлення, пристрій, спосіб, порошку
Формула / Реферат:
1. Спосіб виготовлення магнітно-анізотропного порошку, що включає дроблення продукту, отриманого з розплавленого металу, здрібнювання, формування в магнітному полі і термообробку, який відрізняється тим, що здрібнення виконують шляхом циклічної деформації зі зрушенням, причому кожен цикл виконують при нагріванні зі ступінчатою зміною температури і при накладенні магнітного поля.2. Пристрій для виготовлення магнітно-анізотропного...
Спосіб виготовлення композиційного алмазовмісного матеріалу
Номер патенту: 51246
Опубліковано: 15.11.2002
Автори: Полторацький Володимир Григорович, Гордєєв Сєргєй Константіновіч, Жуков Сєргєй Гєрмановіч, Новіков Микола Васильович, Нікітін Юрій Іванович
МПК: C01B 31/06
Мітки: спосіб, алмазовмісного, матеріалу, композиційного, виготовлення
Формула / Реферат:
1. Спосіб виготовлення композиційного алмазовмісного матеріалу, який передбачає брикетування алмазовмісного затравочного порошку і наступну обробку вуглецевмісним газом, який відрізняється тим, що при брикетуванні алмазовмісного затравочного порошку в нього додають тугоплавкі карбіди і кремній, а як алмаз використовують некласифіковані алмазні порошки розміром в діапазоні 1...80 мкм.2. Спосіб за п. 1, який відрізняється тим, що як...
Спосіб виготовлення композиційного алмазовмісного матеріалу
Номер патенту: 70817
Опубліковано: 15.10.2004
Автори: Борисова Ніна Миколаївна, Нікітін Юрій Іванович, Богатирьова Галина Павлівна, Дабіжа Віктор Євгенович, Новіков Микола Васильович, Полторацький Володимир Григорович
МПК: C23C 4/10, C01B 31/06
Мітки: алмазовмісного, матеріалу, спосіб, композиційного, виготовлення
Формула / Реферат:
1. Спосіб виготовлення композиційного алмазовмісного матеріалу, який передбачає брикетування алмазовмісного затравочного порошку, обробку вуглецевмісним газом з наступним виготовленням з отриманого композиційного матеріалу шліфпорошків різної зернистості, який відрізняється тим, що після виготовлення шліфпорошків з порошку кожної зернистості шляхом сортування виділяють порошки з формою зерен 1,1...1,3 і питомою поверхнею на 20...50% нижчою,...
Попередній патент: Спосіб оптимізації за швидкодією системи з широтно-імпульсною модуляцією
Наступний патент: Спосіб терапії пухлин
Випадковий патент: Спосіб диференційної діагностики патології хребта