Ванна для гарячого цинкування металу
Номер патенту: 89693
Опубліковано: 25.02.2010
Автори: Матвієнков Сергій Анатольович, Стєпнов Ксенофонт Ксенофонтович, Шебаніц Едуард Миколайович, Литвинов Дмитро Олегович, Омельяненко Микола Іванович, Попов Борис Анатольович, Литвинов Володимир Олегович, Пальчіков Андрій Володимирович, Попов Анатолій Васильович

Формула / Реферат
Ванна для гарячого цинкування металу, що виконана з плакованої сталі, яка відрізняється тим, що ванна виконана з плакованої чотиришарової корозійностійкої листової сталі марки 12Х2Н4МФА + 12Х18Н10Т + ст.3 + 10Х17Н13М2Т у вигляді П-подібної стінки і двох бічних стінок, які розташовано усередині П-подібної стінки та з'єднані з нею зварними корозійностійкими швами у вигляді щілинного оброблення на підкладках, які залишені усередині ванни, причому кожний сталевий шар стінок з'єднано між собою електрозаклепками, а підкладки, які залишені усередині ванни, виконано з корозійностійкої сталі марки 10Х17Н13М2Т із профільного або листового прокату і щільно приєднано до внутрішньої площини ванни зварними швами, які виконані з можливістю з'єднання стінки ванни, та внутрішніми зварними швами по периметру підкладок, при цьому внутрішні зварні шви виконано гладкими з плавним переходом від підкладок, що залишені, до стінок, у вигляді галтелей.
Текст
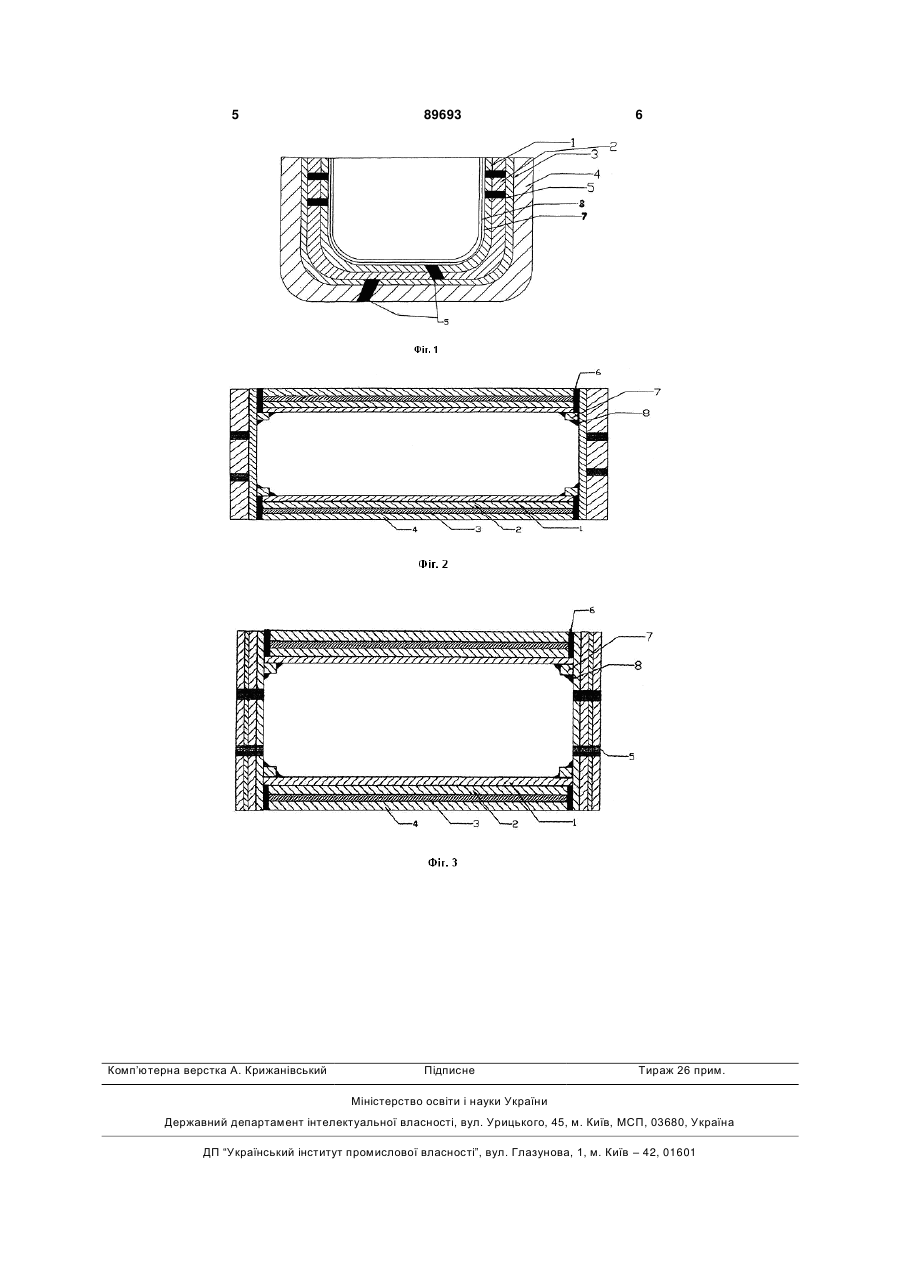
Ванна для гарячого цинкування металу, що виконана з плакованої сталі, яка відрізняється тим, що ванна виконана з плакованої чотиришарової корозійностійкої листової сталі марки 12Х2Н4МФА + 12Х18Н10Т + ст.3 + 10Х17Н13М2Т у вигляді П-подібної стінки і двох бічних стінок, які розташовано усередині П-подібної стінки та з'єднані з нею зварними корозійностійкими швами у вигляді щілинного оброблення на підкладках, які залишені усередині ванни, причому кожний сталевий шар стінок з'єднано між собою електрозаклепками, а підкладки, які залишені усередині ванни, виконано з корозійностійкої сталі марки 10Х17Н13М2Т із профільного або листового прокату і щільно приєднано до внутрішньої площини ванни зварними швами, які виконані з можливістю з'єднання стінки ванни, та внутрішніми зварними швами по периметру підкладок, при цьому внутрішні зварні шви виконано гладкими з плавним переходом від підкладок, що залишені, до стінок, у вигляді галтелей. UA (21) a200804059 (22) 31.03.2008 (24) 25.02.2010 (46) 25.02.2010, Бюл.№ 4, 2010 р. (72) ПОПОВ АНАТОЛІЙ ВАСИЛЬОВИЧ, МАТВІЄНКОВ СЕРГІЙ АНАТОЛЬОВИЧ, ШЕБАНИЦЬ ЕДУАРД МИКОЛАЙОВИЧ, СТЄПНОВ КСЕНОФОНТ КСЕНОФОНТОВИЧ, ПОПОВ БОРИС АНАТОЛЬОВИЧ, ОМЕЛЬЯНЕНКО МИКОЛА ІВАНОВИЧ, ЛІТВІНОВ ДМИТРО ОЛЕГОВИЧ, ПАЛЬЧИКОВ АНДРІЙ ВОЛОДИМИРОВИЧ, ЛІТВІНОВ ВОЛОДИМИР ОЛЕГОВИЧ (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "МАРІУПОЛЬСЬКИЙ МЕТАЛУРГІЙНИЙ КОМБІНАТ ІМЕНІ ІЛЛІЧА" (56) UA, 29252, U, 10.01.2008 SU, 1819909, A1, 07.06.1993 SU, 405214, 22.10.1973 JP, 2000239816, A, 05.09.2000 JP, 60116746, A, 24.06.1985 C2 2 (19) 1 3 89693 4 В основу винаходу поставлено задачу - удонаскрізними отворами в зоні термічного впливу, з сконалити ванну для гарячого цинкування металу чотиришарової сталі - зменшив свою вагу на 2%, шляхом зміни її конструкції та застосування гетепри цьому корозія не дійшла до ст.3, а зварні шви і рогенного плакованого металу для її виготовлензона термічного впливу до 3%. ня, а також зварних швів у виді щілинного обробНа Фіг.1, 2, 3 зображено поперечний переріз лення на підкладках, яки залишаються. запропонованої ванни для цинкування металу, де Поставлена задача вирішується тим, що у 1 - внутрішній шар (Фіг.1, 2, 3), який виконано з ванні для гарячого цинкування металу, яка викокорозійностійкої сталі марки 10Х17Н13М2Т; 2 нана з плакованої сталі, відповідно до винаходу жертовний шар (Фіг.1, 2, 3), який виконано з консванна виконана з плакованої чотиришарової коротрукційної сталі марки ст.3; 3 - корозійностійкий зійностійкої листової сталі марки 12Х2Н4МФА + шар (Фіг.1, 2, 3) зі сталі марки 12Х18Н10Т; 4 - зов12Х18Н10Т + ст.3+ 10Х17Н13М2Т у вигляді Пнішній шар (Фіг.1, 2, 3) з конструкційної високоміцподібної стінки та двох бічних стінок, яки розташоної сталі марки 12Х2Н4МФА; 5 - електрозаклепки вано усередині П-подібной стінки, яки з'єднані з (Фіг.1), яки з'єднують внутрішній шар - 1 (Фіг.1, 2, нею зварними корозійностійкими швами у вигляді 3) та жертовний шар - 2 (Фіг.1, 2, 3) між собою; 6 щілинного оброблення на підкладках, яки зализварні корозійностійкі шви (Фіг.1, 2, 3), яки з'єднушаються усередині ванни, причому кожна із бічних ють усі шари сталі між собою у ванну для цинкустінок може бути виконана з двошарової листової вання металу, 7 - підкладки (Фіг.1, 2, 3), що залисталі, шари якої з'єднано між собою електрозаклешаються, 8 - ущільнювальні шви (Фіг.1, 2, 3), у пками, а підкладки , яки залишаються у середині вигляді галтелей. ванни, виконано з корозійностійкої сталі марки Ванна для цинкування металу працює в такий 10Х17Н13М2Т із профільного або листового проспосіб. кату і щільно приєднано до внутрішньої площини У ванні агресивна рідина розчиняє внутрішній ванни зварними швами, яки з'єднують стінки ванни шар - 1 (Фіг.1, 2, 3) який виконано із корозійностійта внутрішніми зварними швами по периметрі підкої сталі марки 10Х17Н13М2Т, як правило не рівкладок, при цьому внутрішні зварні шви виконано номірно, тобто окремі ділянки цього шару розчигладкими з плавним переходом від підкладок, які няються швидше і розчин починає контактувати з залишаються, до стінок, у вигляді галтелей. жертовним шаром - 2 (Фіг.1, 2, 3),який виконано з Термін "щілинне оброблення" під зварювання конструкційної сталі марки ст.3 тоді процес корозії, позначає прямокутний перетин шва, який розтаза рахунок низького електродного потенціалу шовано під прямим або гострим кутом до поверхні конструкційної сталі марки ст.3 переходить на неї і листа. тим самим знижує швидкість корозії внутрішнього Виконання ванни для цинкування металу у вишару - 1 (Фіг.1, 2, 3) та корозійностійкого шару - 3 ді П-подібной стінки та двох бічних стінок, яки з'єд(Фіг.1). Одночасно зварні корозійностійкі шви - 6 нано зварними корозійностійкими швами з щілин(Фіг.1, 2, 3), яки виконано у вигляді щілинного обним обробленням на підкладках, що залишаються, роблення, менш схильні корозійним руйнуванням, зменшує витрату зварювальних матеріалів, зментому, що площа їхнього контакту з агресивним шує площу контакту зварювальних швів з агресивсередовищем зменшена. Поряд з цим підкладки ним середовищем. Крім того зварні шви з щілин7 (Фіг.1, 2, 3), що залишаються, яки приварено до ним обробленням мають міцність на 20-30% вище, внутрішньої сторони стінок ущільнуваними швами ніж стикові та кутові. Підкладки, яки залишаються, - 8 (Фіг.1, 2, 3) у вигляді галтелей, додатково завиконані з прокату корозійностійкого металу захищають від корозії основні зварювальні шви. Міцбезпечують високу корозійну стійкість зварних ність швів із щілинним обробленням - 8 (Фіг.1, 2, 3) швів, приварювання підкладок, яки залишаються, вище кутових, за рахунок її меншого перерізу змепо периметрі до стінок ванни запобігає зварюваншується витрата зварювальних матеріалів. льні шви від щілинної корозії, а плавний перехід Таким чином зовнішній шар - 4 (Фіг.1, 2, 3), зварювального шва від підкладки до стінки, тобто який несе основне механічне навантаження знаформа галтеї запобігає зварювальні шви від підріходиться під надійним захистом від корозійного зів. впливу агресивного середовища, за рахунок попеПриклад конкретного виконання. редніх внутрішнього - 1 (Фіг.1, 2, 3), жертовного - 2 Виготовлено два види зразків у вигляді звар(Фіг.1, 2, 3) та корозійностійкого - 3 (Фіг.1, 2, 3) шаних пластин розміром 100х100х50мм із сталі маррів. ки: ст3 + 12Х18Н10Т с X - подібним обробленням Запропонована конструкція ванни для гарячошвів та сталі марки 10X17Н13М2Т + го цинкування металу, за рахунок використання Ст.3+12Х18Н10Т+12Х2Н4МФА з щілинним обробчотиришарової плакованної сталі та використання ленням швів на підкладці, яка залишається. Зраззварних корозійностійких швів з щілинним обробки помістили в розчин та перевіряли один раз на ленням та електрозаклепок, дозволить збільшити місяць. Зразок зі сталі марки ст.3 + 12Х18Н10Т термін служби її. через 6 місяців прокородував по всій поверхні з 5 Комп’ютерна верстка А. Крижанівський 89693 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюBath for hot-dip galvanizing of metal
Автори англійськоюPopov Anatolii Vasyliovych, Matvienkov Serhii Anatoliovych, Shebanyts Eduard Mykolaiovych, Stiepnov Ksenofont Ksenofontovych, Popov Borys Anatoliiovych, Omelianenko Mykola Ivanovych, Litvinov Dmytro Olehovych, Palchikov Andrii Volodymyrovych, Litvinov Volodymyr Olehovych
Назва патенту російськоюВанна для горячего цинкования металла
Автори російськоюПопов Анатолий Васильевич, Матвиенков Сергей Анатольевич, Шебаниц Эдуард Николаевич, Степнов Ксенофонт Ксенофонтович, Попов Борис Анатольевич, Омельяненко Николай Иванович, Литвинов Дмитрий Олегович, Пальчиков Андрей Владимирович, Литвинов Владимир Олегович
МПК / Мітки
МПК: C22C 38/00, B05C 3/02, C23C 2/06
Мітки: цинкування, металу, гарячого, ванна
Код посилання
<a href="https://ua.patents.su/3-89693-vanna-dlya-garyachogo-cinkuvannya-metalu.html" target="_blank" rel="follow" title="База патентів України">Ванна для гарячого цинкування металу</a>
Ванна для гарячого цинкування металу
Номер патенту: 33874
Опубліковано: 10.07.2008
Автори: Литвинов Дмитро Олегович, Шебаніц Едуард Миколайович, Омельяненко Микола Іванович, Попов Борис Анатольович, Матвієнков Сергій Анатольович, Пальчіков Андрій Володимирович, Литвинов Володимир Олегович, Попов Анатолій Васильович, Стєпнов Ксенофонт Ксенофонтович
МПК: C23C 2/06
Мітки: цинкування, металу, ванна, гарячого
Формула / Реферат:
Ванна для гарячого цинкування металу, що виконана з плакованої сталі, яка відрізняється тим, що ванна виконана з плакованої чотиришарової корозійностійкої листової сталі марки 12Х2Н4МФА + 12Х18Н10Т + ст.3 + 10Х17Н13М2Т у вигляді П-подібної стінки і двох бічних стінок, які розташовано усередині П-подібної стінки та з'єднано з нею зварними корозійностійкими швами у вигляді щілинного оброблення на підкладках, які залишаються усередині ванни,...
Ванна агрегату гарячого цинкування

Номер патенту: 29252
Опубліковано: 10.01.2008
Автори: Норка Сергій Петрович, Кирильченко Петро Миколайович, Коробка Олег Володимирович, Коломійцев Євген Володимирович
МПК: B05C 3/02
Мітки: агрегату, гарячого, ванна, цинкування
Формула / Реферат:
1. Ванна агрегату гарячого цинкування, яка містить підставку й бічні стінки, яка відрізняється тим, що підставка й бічні стінки виконані з нержавіючої сталі аустенітного класу, причому товщину бічної стінки ванни вибирають в інтервалі від 10 до 15 мм.2. Ванна за п. 1, яка відрізняється тим, що вертикальні стінки виконані з щонайменше двох вигнутих і жорстко з'єднаних між собою, за допомогою зварювання в стик, заготівок листового...
Ванна (варіанти) та спосіб гарячого цинкування
Номер патенту: 48215
Опубліковано: 15.08.2002
Автори: Жіль Майкл, Соколовскі Рішар Брюно
МПК: C23C 2/06, C22C 18/00
Мітки: варіанти, цинкування, ванна, гарячого, спосіб
Формула / Реферат:
1. Ванна для гарячого цинкування з легованим цинком, яка відрізняється тим, що до її складу входять 3-15 мас. % олова, свинець у концентрації до насичення, до 0,06 мас. % щонайменше одного металу з групи, до якої входять алюміній, кальцій та магній, і решта - цинк будь-якої якості, від переплавленого цинкового скрапу до цинку марки SHG (спеціальний, високого рівня чистоти).2. Ванна для гарячого цинкування з легованим цинком, яка...
Ванна травлення металу

Номер патенту: 5035
Опубліковано: 15.02.2005
Автори: Фенченко Ігор Іванович, Бєлих Геннадій Миколайович
МПК: C23F 1/00
Мітки: травлення, ванна, металу
Формула / Реферат:
1. Ванна травлення металу, що включає корпус і хімічно захисний шар, що контактує з внутрішньою поверхнею корпусу, яка відрізняється тим, що хімічно захисний шар виконаний у вигляді армованої скляної оболонки.2. Ванна за п. 1, яка відрізняється тим, що товщину армованої скляної оболонки вибирають рівною двом - трьом товщинам стінки корпусу ванни.
Сплав та спосіб гарячого цинкування сталі
Номер патенту: 56235
Опубліковано: 15.05.2003
Автор: Жіль Майкл
МПК: C22C 18/00, C23C 2/06
Мітки: сталі, цинкування, спосіб, сплав, гарячого
Формула / Реферат:
1. Ванна гарячого цинкування, яка включає цинковий сплав, який містить Sn та Ві, яка відрізняється тим, що вміст Sn разом з Ві становить від 1% мас. до 5% мас., вміст щонайменше одного з таких металів: Ni, Сr і Мn, становить від 0,025% мас. до 0,200% мас., решта - цинк та неминучі домішки.2. Ванна за п. 1, до складу якої входить від 0,025% мас. до 0,100% мас. Сr.3. Ванна за п. 1, до складу якої входить від 0,025% мас. до 0,200%...
Попередній патент: Спосіб роботи абсорбційної холодильної машини з регенерацією тепла
Наступний патент: Компенсатор температури газу
Випадковий патент: Пристрій для калібровки циліндричних горловин заготовок, виготовлених із зварених штампованих матеріалів