Трофімов Віталій Олександрович
Спосіб гарячого прокатування штаб
Номер патенту: 36979
Опубліковано: 16.04.2001
Автори: Піховкін Микола Миколайович, Ніколаєв Віктор Олександрович, Штехно Олег Миколайович, Мовшович Вілорд Соломонович, Трофімов Віталій Олександрович, Тилик Василь Трохимович, Путнокі Олександр Юліусович, Коваль Сергій Миколайович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Мітки: прокатування, штаб, спосіб, гарячого
Текст:
...чистової кліті 10 виходить готова штаба товщиною h=3 мм. У процесі експериментів у клітях 5-10 установлювали робочі валки з односторонніми скосами з боку приводної шийки. Довжину скосу встановлювали рівною С=500 мм, що дозволяло впливати на товщину кромки штаби мінімальної ширини В=1000 мм. У цьому випадку циліндрична частина бочки валка дорівнює Lц =L-2С=1680-1000-=680 мм, що менше ширини штаби з В=1000 мм. З одностороннім скосом виготовляли...
Спосіб гарячого прокатування штаб
Номер патенту: 36975
Опубліковано: 16.04.2001
Автори: Васильєв Олександр Геннадійович, Трофімов Віталій Олександрович, Пінчук Віталій Іосифович, Фішкін Ісаак Борисович, Качан Олександр Михайлович, Лівшиц Леонід Аркадійович, Піховкін Микола Миколайович, Штехно Олег Миколайович, Тилик Василь Трохимович, Мовшович Вілорд Соломонович, Путнокі Олександр Юліусович, Ніколаєв Віктор Олександрович, Клочков Володимир Васильович
МПК: B21B 1/22
Мітки: прокатування, гарячого, спосіб, штаб
Текст:
...датчика відповідно до формули: після виходу переднього кінця з останньої кліті чистової гр упи натискні гвинти піднімають у кожній кліті на величини DSі, продовжують процес прокатки у стабілізованому процесі при номінальному розчині валків, а після виходу заднього кінця штаби з останньої кліті чистової групи, натискні гвинти виставляють на величини Sі; для прийому переднього кінця наступної штаби, де h - товщина готової штаби , мм, n -...
Спосіб зміцнення поверхні прокатних валків
Номер патенту: 35063
Опубліковано: 15.03.2001
Автори: Путнокі Олександр Юліусович, Штехно Олег Миколайович, Ніколаєв Віктор Олександрович, Тилик Василь Трохимович, Трофімов Віталій Олександрович, Вербицький Валерій Абрамович, Мовшович Вілорд Соломонович, Васильєв Олександр Геннадійович, Мацко Сергій Володимирович
МПК: B21B 1/00
Мітки: валків, поверхні, спосіб, зміцнення, прокатних
Формула / Реферат:
Спосіб зміцнення поверхні прокатних валків, що включає попереднє шліфування на потрібний діаметр, обкатку поверхні валка роликом при обертанні валка навколо осі в горизонтальній площині відрізняється тим, що обкатку поверхні шийок валка виконують шляхом диференціювання величин пластичної деформації в залежності від початкової твердості шийок, при цьому величину обтиску встановлюють за виразомде - абсолютний пластичний обтиск...
Спосіб стабілізації форми штаби на стані кварто
Номер патенту: 33722
Опубліковано: 15.02.2001
Автори: Піховкін Микола Миколайович, Путнокі Олександр Юліусович, Яланський Вячеслав Петрович, Тилик Василь Трохимович, Трофімов Віталій Олександрович, Коваль Сергій Миколайович, Солтан Андрій Станіславович
МПК: B21B 37/28
Мітки: кварто, стабілізації, стані, форми, спосіб, штаби
Текст:
...знімають і відновлюють його першопочаткове значення у момент виходу штаби з валків. У тому випадку, якщо у відсутності штаби у кліті зазор між валками перебудовують з додатного на від'ємний, то, згідно з винаходом, зусилля гідрозрівноважування знімають і відновлюють його при зміні зазору з від ємного на додатний. Тобто у останньому випадку, якщо опісля виходу чергової штаби з валків зазор між валками залишається від'ємним, то...
Спосіб стабілізації форми штаби на стані кварто
Номер патенту: 34180
Опубліковано: 15.02.2001
Автори: Піховкін Микола Миколайович, Солтан Андрій Станіславович, Яланський Вячеслав Петрович, Трофімов Віталій Олександрович, Путнокі Олександр Юліусович, Коваль Сергій Миколайович, Тилик Василь Трохимович
МПК: B21B 37/28
Мітки: стані, форми, штаби, спосіб, кварто, стабілізації
Текст:
...підшипник знаходиться під навантаженням. Затверджуваний спосіб дає можливість скоротити сумарний час прикладання зусилля QB гідровигину, тому що, згідно винаходу, в момент виходу штаби з валків зусилля QB знімають, а в момент захвату валками слідуючої штаби відновлюють його задане значення, тобто у час пауз у прокатці штабів зусилля гідровигину відсутнє. QB = 0 і, як походить з (1), QP = QЗ. Скоротивши таким чином тривалість прикладання...
Вузол подушок валків кліті кварто
Номер патенту: 31316
Опубліковано: 15.12.2000
Автори: Тилик Василь Трохимович, Васильєв Олександр Геннадійович, Мовшович Вілорд Соломонович, Штехно Олег Миколайович, Піховкін Микола Миколайович, Трофімов Віталій Олександрович, Ніколаєв Віктор Олександрович, Мацко Сергій Володимирович, Путнокі Олександр Юліусович
МПК: B21B 27/06
Мітки: валків, кліті, подушок, кварто, вузол
Текст:
...штаби та самоцентрування II у валках, разом з цим усунення серповидності штаби та застрявання II в лінії стала. На фіг Л наведений вузол подушок валків КЛІТІ кварто, включаючий опорний валок 1, з шийками 2, які містяться в підшипниках ка чіння 3 установленні в подушках 4. Останні розташовуються на нижній поперечній станині 5 КЛІТІ (НИЖНЯ пара валків). На опорний валок через робочий валок 6 від штаби 7 передається сила прокатки г ....
Спосіб виробництва гарячокатаної листової сталі
Номер патенту: 8053
Опубліковано: 31.08.1998
Автори: Трофімов Віталій Олександрович, Путнокі Олександр Юліусович, Мовшович Вілорд Соломонович, Сацький Віталій Антонович, Ситий Володимир Іванович, Коваль Сергій Миколайович, Клєвцов Олег Михайлович, Тилик Василь Трохимович, Мазур Валерій Леонідович, Кліпініцер Владлен Давидович, Дишлевич Ігор Йосипович, Штехно Олег Миколайович
МПК: B21B 1/26
Мітки: гарячокатаної, виробництва, листової, сталі, спосіб
Формула / Реферат:
Способ производства горячекатаной листовой стали, включающий разливку стали в изложницу, выдержку полученного слитка в нагревательном колодце, прокатку его на сляб с последующей прокаткой сляба на лист, отличающийся тем, что слиток выдерживают в предварительно нагретом нагревательном колодце в термостатическом режиме в течение 2,5-3,5 часов, а время от конца разливки стали в изложницу до посадки слитка в нагревательный колодец определяют...
Валковий вузол прокатної кліті листового стану
Номер патенту: 24210
Опубліковано: 07.07.1998
Автори: Мовшович Вілорд Соломонович, Ніколаєв Віктор Олександрович, Піховкін Микола Миколайович, Штехно Олег Миколайович, Путнокі Олександр Юліусович, Мацко Сергій Володимирович, Тилик Василь Трохимович, Васильєв Олександр Геннадійович, Трофімов Віталій Олександрович
МПК: B21B 27/00
Мітки: кліті, листового, прокатної, вузол, валковий, стану
Формула / Реферат:
Валковый узел прокатной клети листового стана, содержащий опорный и рабочий валки, бочки которых выполнены с чередующимися разновысокими и разнонаправленными участками, образованными выступами и впадинами, расположенными под углом 10 - 56° к вертикальной оси валков, отличающийся тем, что впадины выполнены с глубиной DR/R = 0,0004 - 0,0014, с шагом впадин t/L = 0,09 - 0,15 (R - радиус валка; DR - глубина впадины на радиус; t - шаг впадин; L -...
Спосіб прокатування штаб
Номер патенту: 19714
Опубліковано: 25.12.1997
Автори: Прищип Микола Ігнатович, Мовшович Вілорд Соломонович, Ніколаєв Віктор Олександрович, Романіко Борис Павлович, Трофімов Віталій Олександрович, Штехно Олег Миколайович, Васильєв Олександр Генналійович, Тилик Василь Трохимович
МПК: B21B 1/22
Мітки: прокатування, спосіб, штаб
Формула / Реферат:
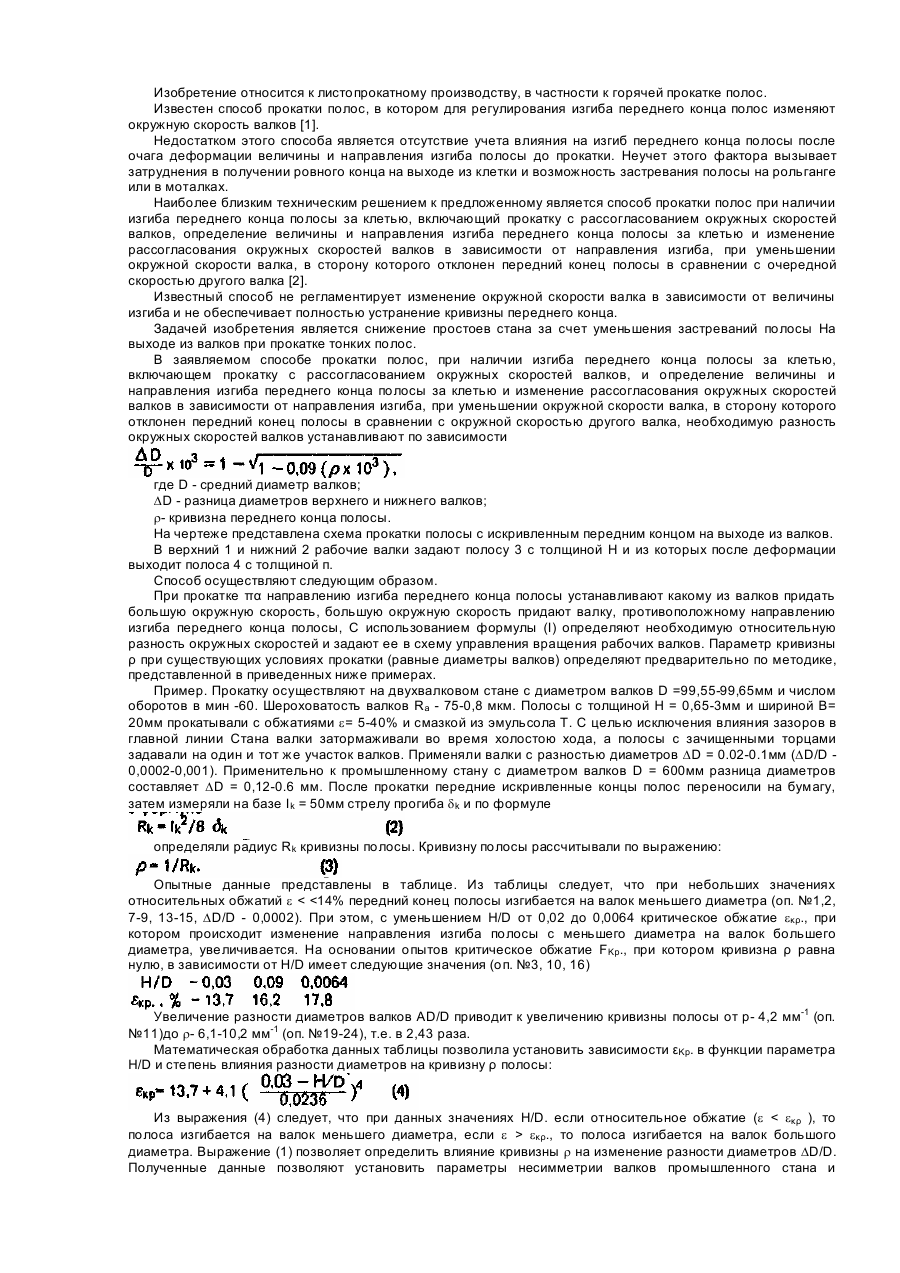
Способ прокатки полос при наличии изгиба переднего конца полосы за клетью, включающий прокатку с рассогласованием окружных скоростей валков, определение величины и направления изгиба переднего конца полосы за клетью и изменение рассогласования окружных скоростей валков в зависимости от направления изгиба, при уменьшении окружной скорости валка, в сторону которого отклонен передний конец полосы в сравнении с окружной скоростью другого валка,...
Спосіб гарячої прокатки штаб
Номер патенту: 20129
Опубліковано: 25.12.1997
Автори: Путнокі Олександр Юліусович, Тилик Василь Трохимович, Коваль Сергій Миколайович, Штехно Олег Миколайович, Мовшович Вілорд Соломонович, Трофімов Віталій Олександрович, Ніколаєв Віктор Олександрович, Піховкін Микола Миколайович, Васильєв Олександр Геннадійович
МПК: B21B 1/22
Мітки: штаб, прокатки, спосіб, гарячої
Формула / Реферат:
Способ горячей прокатки полос, включающий неравномерное обжатие по ширине полосы в листовой клети, отличающийся тем, что величину обжатия в направлении кромки полосы уменьшают пропорционально уменьшению диаметра валка, а величина уменьшения диаметра валка пропорциональна разнице температур на краевых участках ширины раската и равна (мм):f = (0,014-0,038) Dtгр, где f - глубина концевого скоса валка;Dtгр - разница...
Валковий вузол листового стана
Номер патенту: 18136
Опубліковано: 01.07.1997
Автори: Ніколаєв Віктор Олександрович, Прокопенко Едуард Васильович, Васильєв Олександр Геннадійович, Трофімов Віталій Олександрович, Калабухов Віктор Іванович, Піховкін Микола Миколайович, Коваль Сергій Миколайович, Тилик Василь Трохимович, Путнокі Олександр Юліусович
МПК: B21B 27/02
Мітки: вузол, листового, стана, валковий
Формула / Реферат:
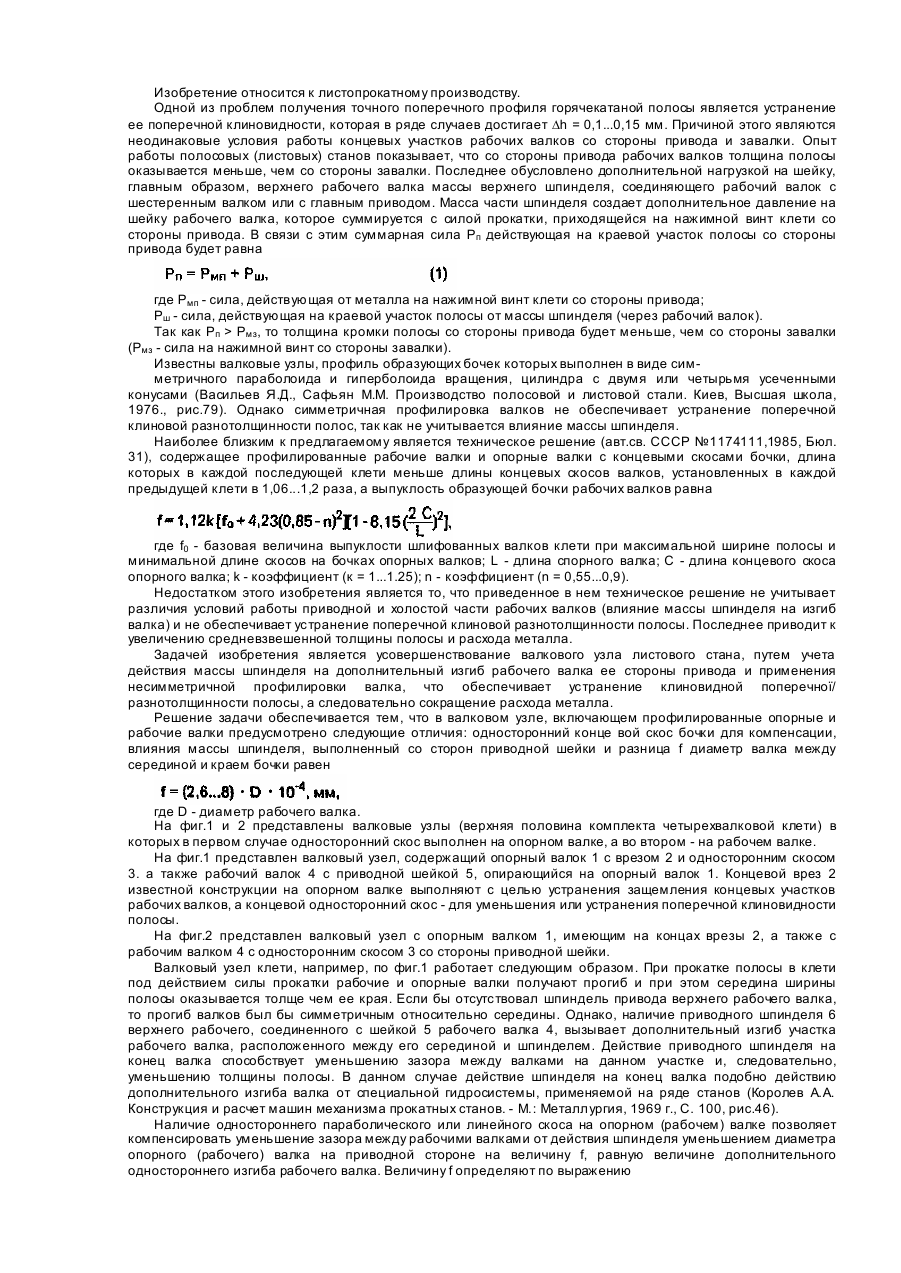
Валковый узел листового стана, включающий пpoфилированные опорные и рабочие валки, отличающийся тем, что односторонний концевой скос валка выполнен со стороны приводной шейки, а разница f размеров диаметров валка между серединой и краем бочки равнагде D - диаметр рабочего валка.
Спосіб гарячої прокатки штаб
Номер патенту: 17820
Опубліковано: 03.06.1997
Автори: Ніколаєв Віктор Олександрович, Качан Олександр Михайлович, Мовшович Вілорд Соломонович, Фішкін Ісаак Борисович, Лівшиц Леонід Аркадійович, Піховкін Микола Миколайович, Клочков Володимир Васильович, Васильєв Олександр Геннадійович, Штехно Олег Миколайович, Пінчук Віталій Іосифович, Путнокі Олександр Юліусович, Тилик Василь Трохимович, Трофімов Віталій Олександрович
МПК: B21B 1/22
Мітки: спосіб, гарячої, штаб, прокатки
Формула / Реферат:
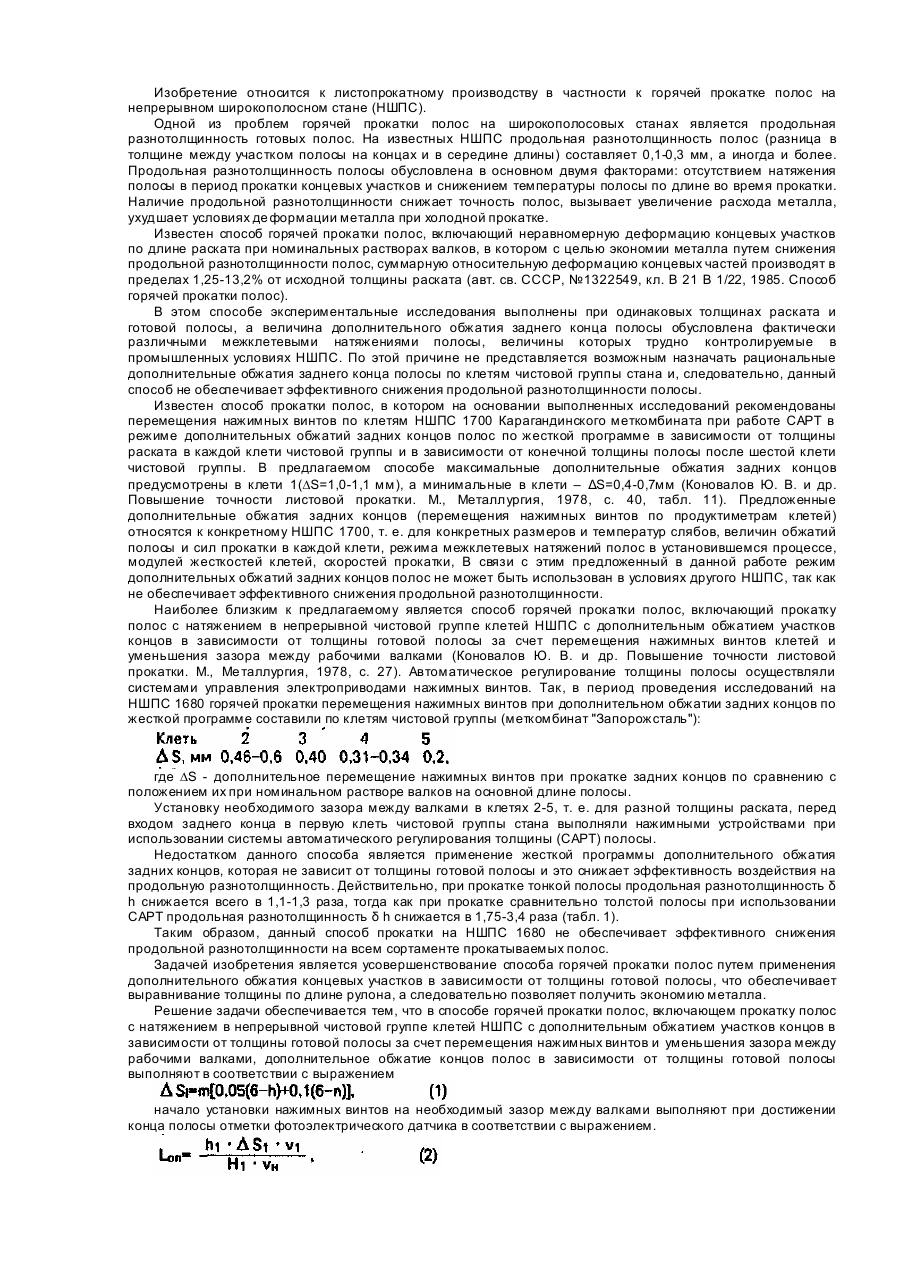
Способ горячей прокатки полос, включающий прокатку полос с натяжением в непрерывной чистовой группе клетей НШПС с дополнительным обжатием участков концов в зависимости от толщины готовой полосы за счет перемещения нажимных винтов клетей и уменьшения зазора между рабочими валками, отличающийся тем, что дополнительное обжатие в клетях выполняют в соответствии с выражением DSI=m[0,05(6-h)+0,1 (6-n)].начало установки нажимных винтов...
Спосіб прокатки штаб

Номер патенту: 13262
Опубліковано: 28.02.1997
Автори: Трофімов Віталій Олександрович, Тилик Василь Трохимович, Ніколаєв Віктор Олександрович, Романіко Сергій Павлович, Пилипенко Сергій Степанович, Мовшович Вілорд Соломонович, Васильєв Олександр Геннадійович, Волков Ігор Анатольєвич
МПК: B21B 1/26
Формула / Реферат:
(57) Способ прокатки полос, с наклоном полосы на входе к нижнему валку, включающий рассогласование окружных скоростей валков, отличающийся тем, что большую окружную скорость при наличии заднего натяжения придают верхнему рабочему валку, а при отсутствии заднего натяжения - нижнему, при этом разницу в величинах окружных скоростей валков устанавливают по зависимости
Комплект валків прокатної кліті листового стану
Номер патенту: 12070
Опубліковано: 25.12.1996
Автори: Васильєв Олександр Геннадійович, Пилипенко Сергій Степанович, Трофімов Віталій Олександрович, Штехно Олег Миколайович, Ніколаєв Віктор Олександрович, Тилик Василь Трохимович, Мовшович Вілорд Соломонович
МПК: B21B 27/00
Мітки: прокатної, стану, валків, листового, кліті, комплект
Формула / Реферат:
Комплект валков прокатной клети листового стана, содержащий опорные и рабочие валки, бочки которых выполнены с чередующимися разновысокими и разнонаправленными участками микрошероховатости, образованной линиями выступов и впадин, отличающийся тем, что, с целью снижения энергосиловых параметров прокатки путем улучшения условий захвата смазки при сохранении центрирования полосы, на более низких участках микрошероховатости линии выступов и...