Спосіб вимірювання величини зносу сталевої деталі
Номер патенту: 92530
Опубліковано: 10.11.2010
Формула / Реферат
Спосіб вимірювання величини зносу сталевої деталі, що полягає у закріпленні в отворі деталі на поверхні, що зношується, вставки-свідка, виконаної з матеріалу деталі у вигляді тіла обертання з нанесеною по всій її висоті зовнішньою різьбою і з твірною, перпендикулярною до осі обертання, у зношуванні деталі і оцінці величини зносу за зміною кутового положення твірної, який відрізняється тим, що в отворі деталі, в який встановлюють вставку-свідок, виконують внутрішню різьбу, відповідну до зовнішньої різьби вставки-свідка, вставку-свідок перед закріпленням піддають сульфідуванню, після чого сульфідовану вставку-свідок закріплюють в деталі шляхом її загвинчування по вказаній різьбі таким чином, щоб відкритий торець вставки-свідка знаходився урівень з поверхнею тертя, а величину зносу деталі визначають за зміною кутового положення твірної шляхом зняття відбитків з поверхні зносу за методом Баумана.
Текст
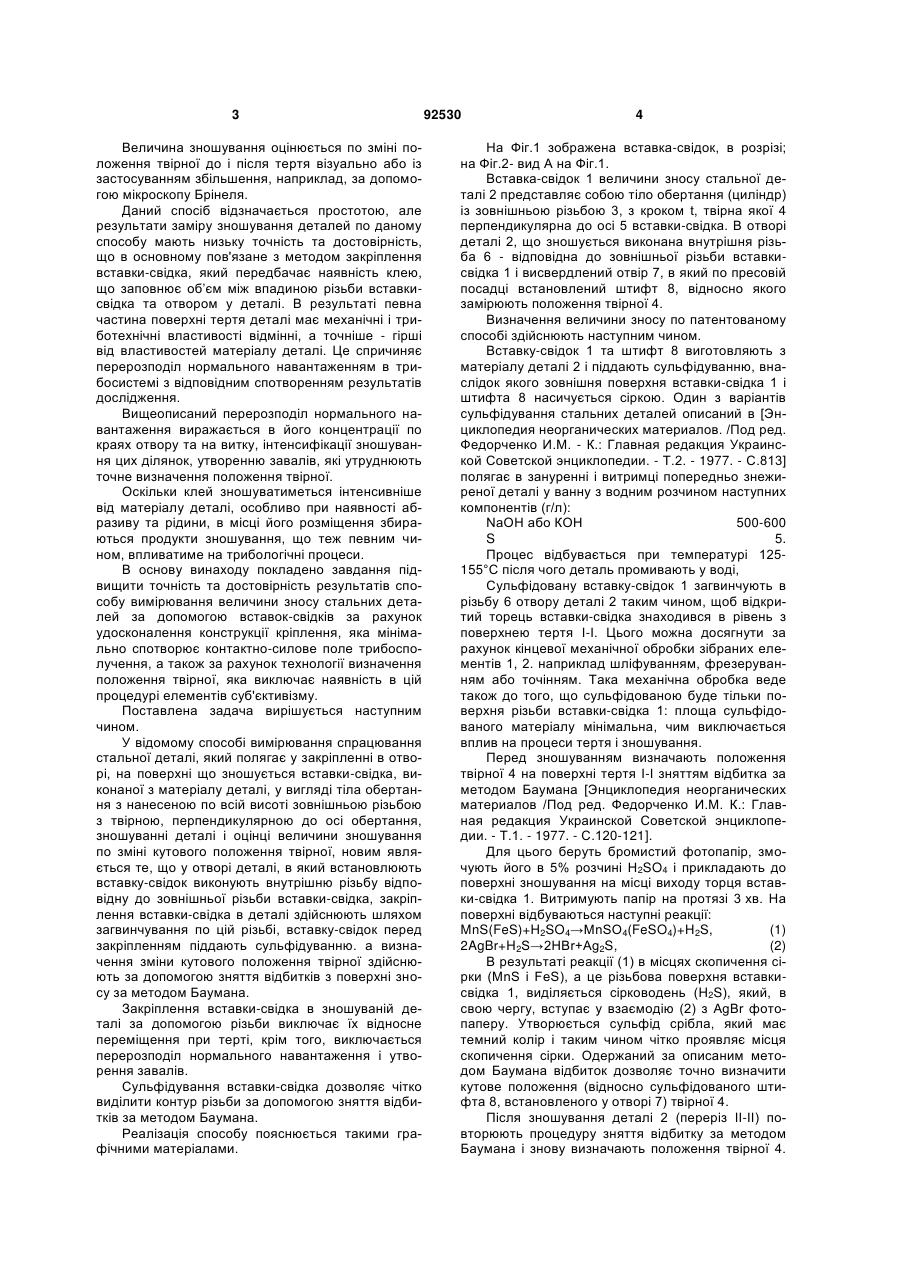
Спосіб вимірювання величини зносу сталевої деталі, що полягає у закріпленні в отворі деталі на поверхні, що зношується, вставки-свідка, викона 3 Величина зношування оцінюється по зміні положення твірної до і після тертя візуально або із застосуванням збільшення, наприклад, за допомогою мікроскопу Брінеля. Даний спосіб відзначається простотою, але результати заміру зношування деталей по даному способу мають низьку точність та достовірність, що в основному пов'язане з методом закріплення вставки-свідка, який передбачає наявність клею, що заповнює об’єм між впадиною різьби вставкисвідка та отвором у деталі. В результаті певна частина поверхні тертя деталі має механічні і триботехнічні властивості відмінні, а точніше - гірші від властивостей матеріалу деталі. Це спричиняє перерозподіл нормального навантаженням в трибосистемі з відповідним спотворенням результатів дослідження. Вищеописаний перерозподіл нормального навантаження виражається в його концентрації по краях отвору та на витку, інтенсифікації зношування цих ділянок, утворенню завалів, які утруднюють точне визначення положення твірної. Оскільки клей зношуватиметься інтенсивніше від матеріалу деталі, особливо при наявності абразиву та рідини, в місці його розміщення збираються продукти зношування, що теж певним чином, впливатиме на трибологічні процеси. В основу винаходу покладено завдання підвищити точність та достовірність результатів способу вимірювання величини зносу стальних деталей за допомогою вставок-свідків за рахунок удосконалення конструкції кріплення, яка мінімально спотворює контактно-силове поле трибосполучення, а також за рахунок технології визначення положення твірної, яка виключає наявність в цій процедурі елементів суб'єктивізму. Поставлена задача вирішується наступним чином. У відомому способі вимірювання спрацювання стальної деталі, який полягає у закріпленні в отворі, на поверхні що зношується вставки-свідка, виконаної з матеріалу деталі, у вигляді тіла обертання з нанесеною по всій висоті зовнішньою різьбою з твірною, перпендикулярною до осі обертання, зношуванні деталі і оцінці величини зношування по зміні кутового положення твірної, новим являється те, що у отворі деталі, в який встановлюють вставку-свідок виконують внутрішню різьбу відповідну до зовнішньої різьби вставки-свідка, закріплення вставки-свідка в деталі здійснюють шляхом загвинчування по цій різьбі, вставку-свідок перед закріпленням піддають сульфідуванню. а визначення зміни кутового положення твірної здійснюють за допомогою зняття відбитків з поверхні зносу за методом Баумана. Закріплення вставки-свідка в зношуваній деталі за допомогою різьби виключає їх відносне переміщення при терті, крім того, виключається перерозподіл нормального навантаження і утворення завалів. Сульфідування вставки-свідка дозволяє чітко виділити контур різьби за допомогою зняття відбитків за методом Баумана. Реалізація способу пояснюється такими графічними матеріалами. 92530 4 На Фіг.1 зображена вставка-свідок, в розрізі; на Фіг.2- вид А на Фіг.1. Вставка-свідок 1 величини зносу стальної деталі 2 представляє собою тіло обертання (циліндр) із зовнішньою різьбою 3, з кроком t, твірна якої 4 перпендикулярна до осі 5 вставки-свідка. В отворі деталі 2, що зношується виконана внутрішня різьба 6 - відповідна до зовнішньої різьби вставкисвідка 1 і висвердлений отвір 7, в який по пресовій посадці встановлений штифт 8, відносно якого замірюють положення твірної 4. Визначення величини зносу по патентованому способі здійснюють наступним чином. Вставку-свідок 1 та штифт 8 виготовляють з матеріалу деталі 2 і піддають сульфідуванню, внаслідок якого зовнішня поверхня вставки-свідка 1 і штифта 8 насичується сіркою. Один з варіантів сульфідування стальних деталей описаний в [Энциклопедия неорганических материалов. /Под ред. Федорченко И.М. - К.: Главная редакция Украинской Советской энциклопедии. - Т.2. - 1977. - С.813] полягає в зануренні і витримці попередньо знежиреної деталі у ванну з водним розчином наступних компонентів (г/л): NaOH або КОН 500-600 S 5. Процес відбувається при температурі 125155°С після чого деталь промивають у воді, Сульфідовану вставку-свідок 1 загвинчують в різьбу 6 отвору деталі 2 таким чином, щоб відкритий торець вставки-свідка знаходився в рівень з поверхнею тертя І-І. Цього можна досягнути за рахунок кінцевої механічної обробки зібраних елементів 1, 2. наприклад шліфуванням, фрезеруванням або точінням. Така механічна обробка веде також до того, що сульфідованою буде тільки поверхня різьби вставки-свідка 1: площа сульфідованого матеріалу мінімальна, чим виключається вплив на процеси тертя і зношування. Перед зношуванням визначають положення твірної 4 на поверхні тертя І-І зняттям відбитка за методом Баумана [Энциклопедия неорганических материалов /Под ред. Федорченко И.М. К.: Главная редакция Украинской Советской энциклопедии. - Т.1. - 1977. - С.120-121]. Для цього беруть бромистий фотопапір, змочують його в 5% розчині H2SO4 і прикладають до поверхні зношування на місці виходу торця вставки-свідка 1. Витримують папір на протязі 3 хв. На поверхні відбуваються наступні реакції: MnS(FeS)+H2SO4→MnSO4(FeSO4)+H2S, (1) 2AgBr+H2S→2HBr+Ag2S, (2) В результаті реакції (1) в місцях скопичення сірки (MnS і FeS), а це різьбова поверхня вставкисвідка 1, виділяється сірководень (H2S), який, в свою чергу, вступає у взаємодію (2) з AgBr фотопаперу. Утворюється сульфід срібла, який має темний колір і таким чином чітко проявляє місця скопичення сірки. Одержаний за описаним методом Баумана відбиток дозволяє точно визначити кутове положення (відносно сульфідованого штифта 8, встановленого у отворі 7) твірної 4. Після зношування деталі 2 (переріз ІІ-ІІ) повторюють процедуру зняття відбитку за методом Баумана і знову визначають положення твірної 4. 5 92530 По величині кута і відомому кроку різьби t знаходять величину зношування деталі h. У випадку, коли передбачається спрацювання на величину h>t використовуюсь декілька вставок Комп’ютерна верстка Л. Ціхановська 6 свідків з різним t, наприклад, виконаних концентрично, [А. с. СРСР №1427231, G01N3/56, 1988p.], або вставку-свідок 1 у вигляді конусу [А. с. СРСР №1185181, G01N3/56, 1985р.]. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for measurement of value of wear of a steel part
Автори англійськоюBurda Myroslav Yosypovych, Burda Yurii Myroslavovych
Назва патенту російськоюСпособ измерения величины износа стальной детали
Автори російськоюБурда Мирослав Иосифович, Бурда Юрий Мирославович
МПК / Мітки
МПК: G01N 3/56
Мітки: зносу, сталевої, вимірювання, спосіб, величини, деталі
Код посилання
<a href="https://ua.patents.su/3-92530-sposib-vimiryuvannya-velichini-znosu-stalevo-detali.html" target="_blank" rel="follow" title="База патентів України">Спосіб вимірювання величини зносу сталевої деталі</a>
Спосіб вимірювання величини зносу елементів пари тертя
Номер патенту: 83513
Опубліковано: 25.07.2008
Автори: Бурда Мирослав Йосипович, Криль Ярослав Антонович, Шинкар Тарас Михайлович
МПК: G01N 3/56
Мітки: тертя, пари, вимірювання, спосіб, величини, елементів, зносу
Формула / Реферат:
Спосіб вимірювання величини зносу елементів пари тертя при трибовипробовуваннях, який полягає у формуванні на зношуваних парах тертях штучних баз і визначенні зміни відстаней від цих штучних баз до зношуваних робочих поверхонь до і після трибовипробовувань, який відрізняється тим, що штучні бази виконують у вигляді еквідистантних до зношуваних робочих поверхонь канавок, які наносять на бічні поверхні елементів пари тертя, елементи пари тертя...
Спосіб виготовлення деталі зі сталевої смуги з покриттям та застосування вказаної деталі
Номер патенту: 88951
Опубліковано: 10.12.2009
Автори: Деврок Жак, Лоран Жан-Пьєр
МПК: C23C 22/78, C23F 17/00
Мітки: сталевої, деталі, смуги, вказаної, застосування, покриттям, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення деталі з високою механічною міцністю та корозійною стійкістю з гарячекатаної або холоднокатаної сталевої смуги, який включає такі послідовні стадії:нанесення на смугу попереднього покриття з алюмінію або алюмінієвого сплаву,холодну деформацію смуги з нанесеним покриттям,нагрівання деталі, зокрема, у печі для одержання інтерметалічної сполуки на поверхні деталі на основі поверхні поділу...
Спосіб визначення величини зносу робочих органів змішувача з овальними роторами
Номер патенту: 50584
Опубліковано: 10.06.2010
Автори: Кваша Максим Володимирович, Вознюк В'ячеслав Тарасович, Мікульонок Ігор Олегович
МПК: B29B 7/00
Мітки: визначення, величини, робочих, овальними, змішувача, зносу, роторами, органів, спосіб
Формула / Реферат:
Спосіб визначення величини зносу робочих органів змішувача з овальними роторами, який відрізняється тим, що визначають залежність потужності, що споживає урухомник роторів, від величини проміжку між гребенями роторів і стінкою змішувальної камери, після чого поточну величину зносу робочих органів змішувача визначають за зазначеною залежністю.
Спосіб з’єднання сталевої деталі зі стержнем з армованого волокнами пластика

Номер патенту: 29783
Опубліковано: 15.11.2000
Автори: Копей Богдан Володимирович, Гуменюк Сергій Богданович, Кіндрачук Сергій Мирославович
МПК: F16B 11/00
Мітки: стержнем, армованого, пластика, з'єднання, деталі, спосіб, волокнами, сталевої
Формула / Реферат:
1. Спосіб з'єднання сталевої деталі зі стержнем з армованого волокнами пластика, згідно з яким стержень вставляють у сталеву деталь, на внутрішній поверхні якої виконують виступи для центрування стержня та кільцеві проточки, і утворений між ними зазор заповнюють клеєм, який відрізняється тим, що на дні гнізда сталевої деталі виконують конусну поверхню, до котрої приклеюють кінець стержня, який виконують з розпушеними, просоченими клеєм,...
Пристрій для вимірювання зносу гільз циліндрів
Номер патенту: 14950
Опубліковано: 15.06.2006
Автори: Дудчак Віталій Петрович, Кузьменко Анатолій Григорович
МПК: G01B 3/22
Мітки: циліндрів, вимірювання, зносу, пристрій, гільз
Формула / Реферат:
1. Пристрій для вимірювання зносу гільз циліндрів, який включає індикаторний нутромір, який відрізняється тим, що додатково містить тригранну перевірочну лінійку і затискачі.2. Пристрій для вимірювання зносу гільз циліндрів за п. 1, який відрізняється тим, що на регулюючому стержні індикаторного нутроміра виконано паз по радіусу під кутом 60° на глибину 1,0-1,5 мм.
Попередній патент: Магнітний фільтр для уловлювання феромагнітних частинок
Наступний патент: Пристрій перетворення нвч енергії в змінний струм промислової частоти
Випадковий патент: Гнучкий ключ з відокремленою направляючою