Спосіб стикового зварювання тиском у твердій фазі стрижнів та труб
Номер патенту: 92965
Опубліковано: 27.12.2010
Автори: Письменний Олександр Семенович, Полухін Валерій Васильович, Полухін Володимир Васильович, Прокоф`єв Олексій Сергійович, Письменний Олексій Олександрович, Юхименко Роман Вікторович

Формула / Реферат
Спосіб стикового зварювання тиском у твердій фазі стрижнів та труб, головним чином металевих, під час якого процес формування зварного шва відбувається із застосуванням речовин, котрі активують стикову поверхню заготівок під час підводу у зону зварювання енергії для нагрівання крайок заготівок до температури плавлення активуючих речовин з наступним осадженням крайок для видалення витисненням із шва залишків продуктів активації з наступним здійсненням заданого пластичного деформування крайок заготівок, при якому здійснюється витиснення пластично-деформованого металу шва у напрямку зовнішньої поверхні, який відрізняється тим, що пластично витискуваний метал формують у валик шва, для чого розташовують кільцевий формувальний пристрій у вигляді рознімного хомута з внутрішньою порожниною, яка має необхідну форму для утворення валика шва, при цьому зовнішня поверхня шва у вигляді валика утворюється шляхом заповнення зазору між зовнішньою поверхнею зварюваних заготівок і внутрішньою поверхнею формувального пристрою, який розташовано над зовнішньою поверхнею зварювальних крайок заготівок.
Текст
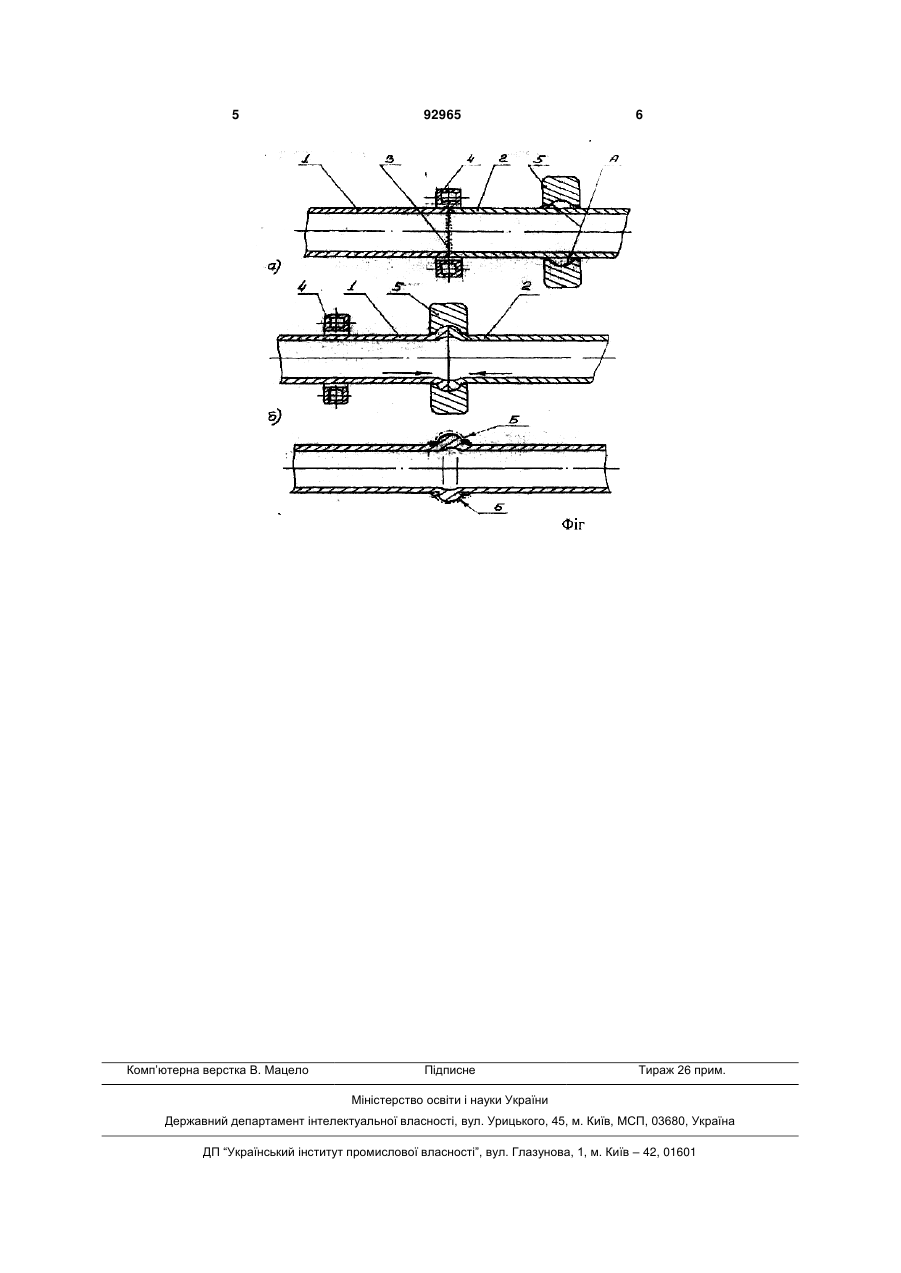
Спосіб стикового зварювання тиском у твердій фазі стрижнів та труб, головним чином металевих, C2 2 (19) 1 3 рхні зварювальних заготівок. Зазначений спосіб паяння є прототипом і дозволяє отримати шви з високими показниками міцності, але в цілому сам шов має досить значну неоднорідність. Так формування зовнішньої поверхні зварного шву на галтельних-периферійних ділянках, відбувалося шляхом витіснення у радіальному напряму при пластичному деформуванні металу крайок з'єднуючих заготівок, при цьому формування металу, який був витіснений, відбувається при нерівномірному одноосному навантажені, без належного об'ємного напруженого стану, і з різними ступенями тиску по площі стикування при послідуючій кристалізації, що призводить до структурної неоднорідності отриманого металу шву. Сутність винаходу Запропонований „спосіб стикового зварювання тиском у твердій фазі стрижнів та труб" здійснює формування валику шву завдяки металу крайок з'єднуючих заготівок, який витіснено у радіальному напряму при пластичному деформуванні, шляхом заповнення зазору між зовнішньою поверхнею зварюваних заготівок та внутрішньою поверхнею формувального пристрою, який має вигляд роз’ємного хомуту із внутрішньою порожниною, яка у свою чергу має необхідну форму для утворення валику шву. При цьому зовнішня поверхня шву, яка утворюється, захищена від дії зовнішнього середовища формувальним пристроєм, а само формотворення шву здійснюється з термомеханічним впливом, який полягає у пластичному деформуванні зони зварного шву і послідуючою його кристалізацією під тиском, який наближається до рівномірного об'ємного розподілення, що дає більш однорідний склад шву. Стосовно внутрішньої поверхні, яка формується при застосуванні даного „Способу стикового зварювання тиском у твердій фазі стрижнів та труб", то вона формується без утворення внутрішнього грату завдяки здійсненню кільцевого нагрівання із підводом тепла з зовнішньої сторони з'єднуємих заготівок індукційним або іншим нагріваючим устаткуванням. При підводі тепла з боку зовнішньої поверхні у крайках трубних заготівок створюється температурне поле із відповідним градієнтом температур, при якому на момент здійснення осадження при зварювані у внутрішню поверхню трубних заготівок вкладено менше теплової енергії ніж у їх зовнішню поверхню і яка має відповідно нижчу температуру. Завдяки цьому, метал крайок з'єднуючих заготівок витісняється у радіальному напряму при пластичному деформуванні при здійснені осадження. Прошарки менш нагрітого основного металу, які наближаються до поверхні стикування при осадженні, деформується у радіальному напрямку у бік зовнішньої поверхні, яка має більшу темпера 92965 4 туру і відповідно менший супротив течії металу при деформуванні, що і призводить до відсутності внутрішнього грату і відповідно формування валика шву формуючим пристроєм на зовнішній поверхні. Приклад. 3а наведеною схемою (Фіг.) здійснювалося зварювання труб: трубні заготівки (поз. 1і поз. 2) із вуглецевої сталі із товщиною стінки 1,5 мм були розміщені у затискачах зварювальної установки, при цьому їх торці були зі стиковані. Перед установкою трубних заготівок на їх торцях заздалегідь було розташовано прошарок, який складається із суміші паяльних і зварювальних матеріалів (поз. 3), завдяки яким при підводі теплової енергії здійснюється активація зварювальних поверхонь і відбувався захист від окислення зони зварювання, зварювальної поверхні і зони термічного впливу. Над площею стику розташовано кільцевий індуктор (поз. 4) таким чином, що він здійснює нагрівання крайок обох стикованих заготівок. При досягненні необхідної температури крайок стикованих заготівок відбувається плавлення розташованих у зазорі суміші паяльних і зварювальних матеріалів і здійснюється активація зварювальних поверхонь, при цьому джерело нагрівання кільцевий індуктор (поз.4) відводиться, а на його місце над площею стику розташовують формувальний пристрій (поз. 5), який має вигляд роз’ємного хомуту із внутрішньою порожниною, яка у свою чергу має необхідну форму для утворення валику шву (поверхня А). Потім здійснюють осадження шляхом переміщення в осьовому напрямку зварювальних заготівок одного із затискачів на необхідну величину, при цьому метал крайок з'єднуючих заготівок витісняється у радіальному напряму при пластичному деформуванні і здійснює формування валику шву шляхом заповнення зазору між зовнішньою поверхнею зварюваних заготівок та внутрішній поверхнею формувального пристрою (поверхня А). Таким чином зовнішня поверхня шву валику шву (поверхня Б) сформована завдяки внутрішній поверхні (поверхня А) формувального пристрою (поз. 5). При цьому формування валику шву здійснюється з термомеханічним впливом, який полягає у пластичному деформуванні зони зварного шву і послідуючою його кристалізацією під тиском, який наближається до рівномірного об'ємного розподілення, що дає більш однорідний склад шву. Також відбувається захист від окислення зони зварювання, зварювальної поверхні і зони термічного впливу. Дослідження мікрошліфів отриманих швів показало відсутність не сплавлення та не суцільностей. Також було виявлене підвищення механічних характеристик отриманих швів. 5 Комп’ютерна верстка В. Мацело 92965 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of butt welding rods and pipes by pressure in solid phase
Автори англійськоюPysmennyi Oleksandr Semenovych, Pysmennyi Oleksii Oleksandrovych, Prokofiev Oleksii Serhiiovych, Polukhin Valerii Vasyliovych, Polukhin Volodymyr Vasyliovych, Yukhymenko Roman Viktorovych
Назва патенту російськоюСпособ стыковой сварки давлением в твердой фазе стержней и труб
Автори російськоюПисьменный Александр Семенович, Письменный Алексей Александрович, Прокофьев Алексей Сергеевич, Полухин Валерий Васильевич, Полухин Владимир Васильевич, Юхименко Роман Викторович
МПК / Мітки
МПК: B23K 1/00, B23K 11/02
Мітки: фазі, зварювання, стикового, тиском, стрижнів, спосіб, труб, твердий
Код посилання
<a href="https://ua.patents.su/3-92965-sposib-stikovogo-zvaryuvannya-tiskom-u-tverdijj-fazi-strizhniv-ta-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб стикового зварювання тиском у твердій фазі стрижнів та труб</a>
Спосіб зварювання в твердій фазі в електростатичному полі з’єднань кремній-скло-кремній
Номер патенту: 40600
Опубліковано: 27.04.2009
Автор: Олексієнко Сергій Владиславович
МПК: B23K 28/00
Мітки: твердий, полі, зварювання, з'єднань, спосіб, електростатичному, фазі, кремній-скло-кремній
Формула / Реферат:
Спосіб зварювання в твердій фазі в електростатичному полі з'єднань кремній-скло-кремній зі зміною полярності в процесі зварювання, який відрізняється тим, що процес здійснюється за один цикл із забезпеченням рівноміцності обох зварних з'єднань кремній-скло за рахунок підведення до кремнієвих мембран електродів для прикладення позитивного потенціалу, а до бокової поверхні скляної деталі - хомутового електрода для прикладення негативного...
Машина для стикового зварювання труб

Номер патенту: 89405
Опубліковано: 25.01.2010
Автори: Левчук Андрій Миколайович, Коваль Микола Йосипович, Мірошниченко Олександр Петрович, Качинський Володимир Станіславович, Ігнатенко Вадим Юрійович, Галян Борис Опанасович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/02
Мітки: машина, стикового, зварювання, труб
Формула / Реферат:
Машина для стикового зварювання труб, що містить у собі рухому та нерухому колони, які зв'язані між собою напрямними, станину, гідроциліндри оплавлення та осадки, механізми центрування та затиснення з кільцями і башмаками, які розміщені як в рухомій, так і в нерухомій колонах, яка відрізняється тим, що в кожному з корпусів колон встановлено затискне кільце, яке своїм внутрішнім діаметром центрується по зовнішньому діаметру виступів корпусів,...
Спосіб стикового зварювання тиском
Номер патенту: 11743
Опубліковано: 25.12.1996
Автори: Грабежов Олексій Еммануілович, Скульский Юрій Валентинович, Аблаєв Григорій Олександрович, Горонков Микола Дмитрович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Лазебний Іван Леонтійович
МПК: B23K 11/02, B23K 28/00
Мітки: спосіб, зварювання, тиском, стикового
Формула / Реферат:
Способ стыковой сварки давлением, при котором после осадки изделие в зоне термического влияния подвергают термопластическому деформированию знакопеременной нагрузки - растяжению-сжатию с использованием термического цикла, отличающийся тем, что, с целью повышения качества сварного соединения, операцию термопластического деформирования выполняют в состоянии аустенита и многократно повторяют, выдерживая величину пластической деформации при...
Спосіб зварення у твердій фазі металевих пластин
Номер патенту: 80204
Опубліковано: 27.08.2007
Автори: Неклюдов Іван Матвійович, Борц Борис Вікторович, Лопата Олександр Трохимович, Васеха Ігор Едуардович
МПК: B32B 37/00, B21B 9/00, B23K 20/00
Мітки: пластин, металевих, зварення, фазі, спосіб, твердий
Формула / Реферат:
1. Спосіб зварення у твердій фазі металевих пластин, який включає складання в пакет пластин, що з'єднуються, нагрівання пакета, розміщення пакета між валками з різним діаметром, деформування пакета, який відрізняється тим, що між пластинами розміщують демпфірувальний прошарок, пакет розміщають між валками так, що пластина з матеріалу з меншою границею текучості при температурі зварення обернена у бік валка з меншим діаметром, нагрівання...
Спосіб захисту заготівок від зварювання при нагріванні перед обробкою тиском
Номер патенту: 55703
Опубліковано: 27.12.2010
Автори: Туяхов Анатолій Іванович, Богуславська Тетяна Миколаївна
МПК: F27B 13/00, C21D 8/00
Мітки: тиском, спосіб, заготівок, зварювання, захисту, обробкою, нагріванні
Формула / Реферат:
Спосіб захисту заготівок від зварювання при нагріванні перед обробкою тиском, який включає послідовне переміщення заготівок в робочому просторі печі по зонах, їх нагрівання до температури, необхідної для обробки тиском, який відрізняється тим, що в процесі переміщення заготівок у високотемпературній зоні печі здійснюють почергове одноразове послідовне підведення поздовжніх граней заготівки на висоту від подини печі, рівну 0,15-0,20 товщини...
Попередній патент: Пристрій для гребних гвинтів
Наступний патент: Симетрична трифазна одношарова обмотка
Випадковий патент: Килимок профілактичний протипролежневий