Машина для стикового зварювання труб
Номер патенту: 89405
Опубліковано: 25.01.2010
Автори: Коваль Микола Йосипович, Левчук Андрій Миколайович, Галян Борис Опанасович, Кучук-Яценко Сергій Іванович, Мірошниченко Олександр Петрович, Качинський Володимир Станіславович, Ігнатенко Вадим Юрійович

Формула / Реферат
Машина для стикового зварювання труб, що містить у собі рухому та нерухому колони, які зв'язані між собою напрямними, станину, гідроциліндри оплавлення та осадки, механізми центрування та затиснення з кільцями і башмаками, які розміщені як в рухомій, так і в нерухомій колонах, яка відрізняється тим, що в кожному з корпусів колон встановлено затискне кільце, яке своїм внутрішнім діаметром центрується по зовнішньому діаметру виступів корпусів, з можливістю повороту навколо поздовжньої осі машини під дією повзунів, які контактують з зовнішніми виступами затискного кільця з можливістю їхнього покачування навколо осей, які запресовані у штоки циліндрів затиснення і центрування, корпуси яких жорстко закріплені на зовнішній циліндричній поверхні колон, при цьому затискне кільце, через запресовані в нього осі, з'єднано з одним кінцем серг, які розміщені в кільцевій виточці затискного кільця, а другий кінець серг з'єднаний осями з затискними башмаками, які мають можливість переміщуватись у радіальних пазах корпусів до центральної осі машини та зворотно, при цьому серги мають можливість провороту на осях.
Текст
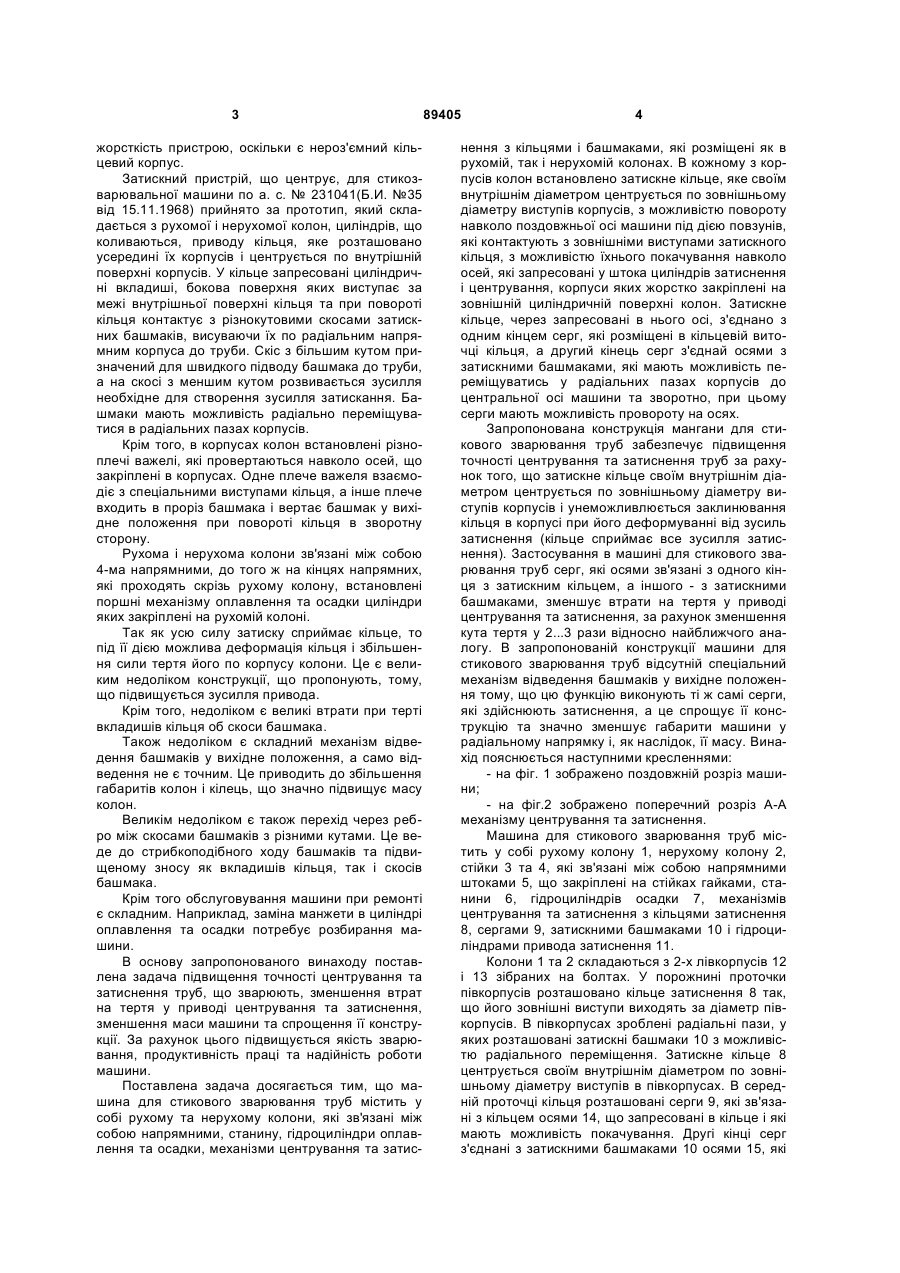
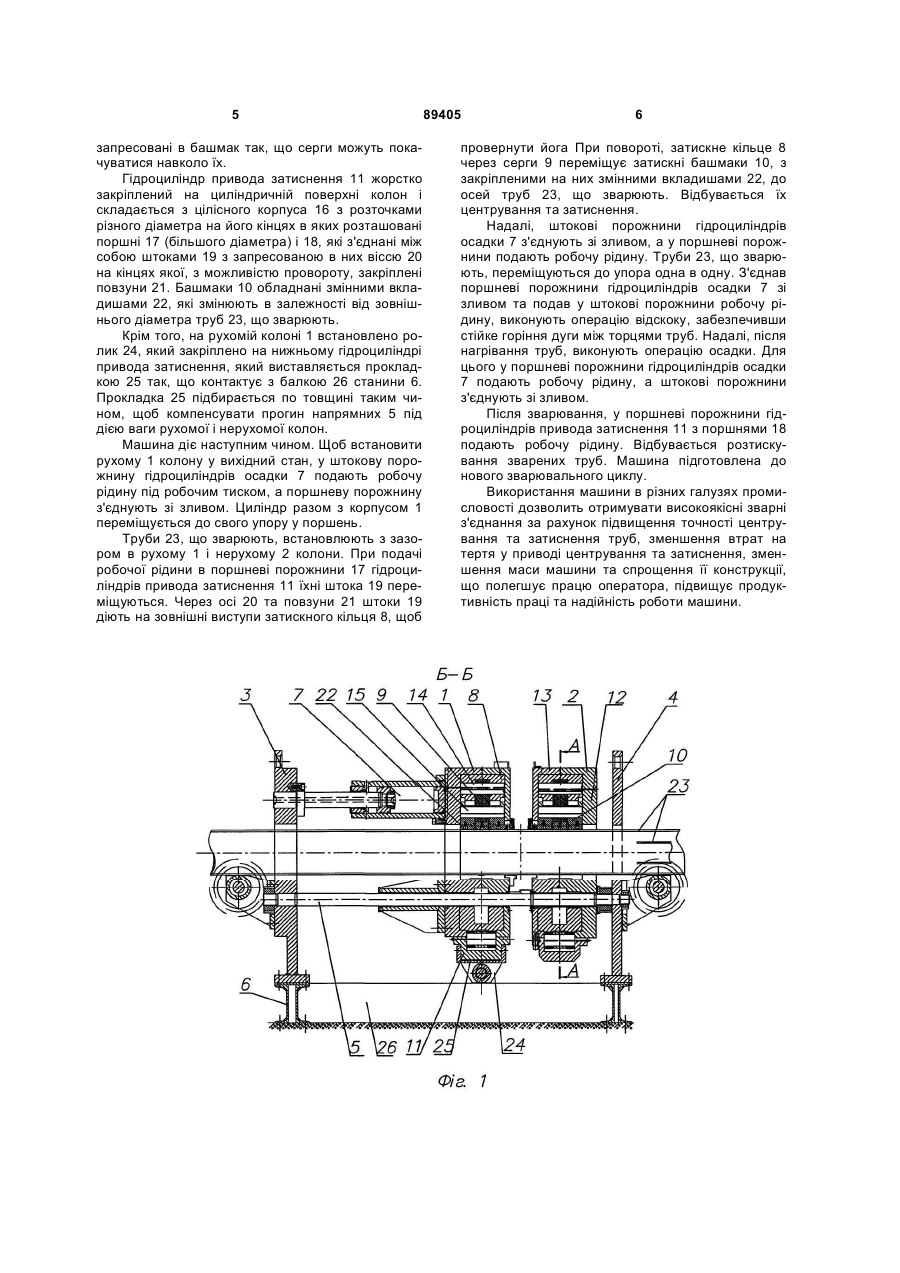
Машина для стикового зварювання труб, що містить у собі рухому та нерухому колони, які зв'язані між собою напрямними, станину, гідроциліндри оплавлення та осадки, механізми центрування C2 2 (19) 1 3 жорсткість пристрою, оскільки є нероз'ємний кільцевий корпус. Затискний пристрій, що центрує, для стикозварювальної машини по а. с. № 231041(Б.И. №35 від 15.11.1968) прийнято за прототип, який складається з рухомої і нерухомої колон, циліндрів, що коливаються, приводу кільця, яке розташовано усередині їх корпусів і центрується по внутрішній поверхні корпусів. У кільце запресовані циліндричні вкладиші, бокова поверхня яких виступає за межі внутрішньої поверхні кільця та при повороті кільця контактує з різнокутовими скосами затискних башмаків, висуваючи їх по радіальним напрямним корпуса до труби. Скіс з більшим кутом призначений для швидкого підводу башмака до труби, а на скосі з меншим кутом розвивається зусилля необхідне для створення зусилля затискання. Башмаки мають можливість радіально переміщуватися в радіальних пазах корпусів. Крім того, в корпусах колон встановлені різноплечі важелі, які провертаються навколо осей, що закріплені в корпусах. Одне плече важеля взаємодіє з спеціальними виступами кільця, а інше плече входить в проріз башмака і вертає башмак у вихідне положення при повороті кільця в зворотну сторону. Рухома і нерухома колони зв'язані між собою 4-ма напрямними, до того ж на кінцях напрямних, які проходять скрізь рухому колону, встановлені поршні механізму оплавлення та осадки циліндри яких закріплені на рухомій колоні. Так як усю силу затиску сприймає кільце, то під її дією можлива деформація кільця і збільшення сили тертя його по корпусу колони. Це є великим недоліком конструкції, що пропонують, тому, що підвищується зусилля привода. Крім того, недоліком є великі втрати при терті вкладишів кільця об скоси башмака. Також недоліком є складний механізм відведення башмаків у вихідне положення, а само відведення не є точним. Це приводить до збільшення габаритів колон і кілець, що значно підвищує масу колон. Великім недоліком є також перехід через ребро між скосами башмаків з різними кутами. Це веде до стрибкоподібного ходу башмаків та підвищеному зносу як вкладишів кільця, так і скосів башмака. Крім того обслуговування машини при ремонті є складним. Наприклад, заміна манжети в циліндрі оплавлення та осадки потребує розбирання машини. В основу запропонованого винаходу поставлена задача підвищення точності центрування та затиснення труб, що зварюють, зменшення втрат на тертя у приводі центрування та затиснення, зменшення маси машини та спрощення її конструкції. За рахунок цього підвищується якість зварювання, продуктивність праці та надійність роботи машини. Поставлена задача досягається тим, що машина для стикового зварювання труб містить у собі рухому та нерухому колони, які зв'язані між собою напрямними, станину, гідроциліндри оплавлення та осадки, механізми центрування та затис 89405 4 нення з кільцями і башмаками, які розміщені як в рухомій, так і нерухомій колонах. В кожному з корпусів колон встановлено затискне кільце, яке своїм внутрішнім діаметром центрується по зовнішньому діаметру виступів корпусів, з можливістю повороту навколо поздовжньої осі машини під дією повзунів, які контактують з зовнішніми виступами затискного кільця, з можливістю їхнього покачування навколо осей, які запресовані у штока циліндрів затиснення і центрування, корпуси яких жорстко закріплені на зовнішній циліндричній поверхні колон. Затискне кільце, через запресовані в нього осі, з'єднано з одним кінцем серг, які розміщені в кільцевій виточці кільця, а другий кінець серг з'єднай осями з затискними башмаками, які мають можливість переміщуватись у радіальних пазах корпусів до центральної осі машини та зворотно, при цьому серги мають можливість провороту на осях. Запропонована конструкція мангани для стикового зварювання труб забезпечує підвищення точності центрування та затиснення труб за рахунок того, що затискне кільце своїм внутрішнім діаметром центрується по зовнішньому діаметру виступів корпусів і унеможливлюється заклинювання кільця в корпусі при його деформуванні від зусиль затиснення (кільце сприймає все зусилля затиснення). Застосування в машині для стикового зварювання труб серг, які осями зв'язані з одного кінця з затискним кільцем, а іншого - з затискними башмаками, зменшує втрати на тертя у приводі центрування та затиснення, за рахунок зменшення кута тертя у 2...3 рази відносно найближчого аналогу. В запропонованій конструкції машини для стикового зварювання труб відсутній спеціальний механізм відведення башмаків у вихідне положення тому, що цю функцію виконують ті ж самі серги, які здійснюють затиснення, а це спрощує її конструкцію та значно зменшує габарити машини у радіальному напрямку і, як наслідок, її масу. Винахід пояснюється наступними кресленнями: - на фіг. 1 зображено поздовжній розріз машини; - на фіг.2 зображено поперечний розріз А-А механізму центрування та затиснення. Машина для стикового зварювання труб містить у собі рухому колону 1, нерухому колону 2, стійки 3 та 4, які зв'язані між собою напрямними штоками 5, що закріплені на стійках гайками, станини 6, гідроциліндрів осадки 7, механізмів центрування та затиснення з кільцями затиснення 8, сергами 9, затискними башмаками 10 і гідроциліндрами привода затиснення 11. Колони 1 та 2 складаються з 2-х лівкорпусів 12 і 13 зібраних на болтах. У порожнині проточки півкорпусів розташовано кільце затиснення 8 так, що його зовнішні виступи виходять за діаметр півкорпусів. В півкорпусах зроблені радіальні пази, у яких розташовані затискні башмаки 10 з можливістю радіального переміщення. Затискне кільце 8 центрується своїм внутрішнім діаметром по зовнішньому діаметру виступів в півкорпусах. В середній проточці кільця розташовані серги 9, які зв'язані з кільцем осями 14, що запресовані в кільце і які мають можливість покачування. Другі кінці серг з'єднані з затискними башмаками 10 осями 15, які 5 запресовані в башмак так, що серги можуть покачуватися навколо їх. Гідроциліндр привода затиснення 11 жорстко закріплений на циліндричній поверхні колон і складається з цілісного корпуса 16 з розточками різного діаметра на його кінцях в яких розташовані поршні 17 (більшого діаметра) і 18, які з'єднані між собою штоками 19 з запресованою в них віссю 20 на кінцях якої, з можливістю провороту, закріплені повзуни 21. Башмаки 10 обладнані змінними вкладишами 22, які змінюють в залежності від зовнішнього діаметра труб 23, що зварюють. Крім того, на рухомій колоні 1 встановлено ролик 24, який закріплено на нижньому гідроциліндрі привода затиснення, який виставляється прокладкою 25 так, що контактує з балкою 26 станини 6. Прокладка 25 підбирається по товщині таким чином, щоб компенсувати прогин напрямних 5 під дією ваги рухомої і нерухомої колон. Машина діє наступним чином. Щоб встановити рухому 1 колону у вихідний стан, у штокову порожнину гідроциліндрів осадки 7 подають робочу рідину під робочим тиском, а поршневу порожнину з'єднують зі зливом. Циліндр разом з корпусом 1 переміщується до свого упору у поршень. Труби 23, що зварюють, встановлюють з зазором в рухому 1 і нерухому 2 колони. При подачі робочої рідини в поршневі порожнини 17 гідроциліндрів привода затиснення 11 їхні штока 19 переміщуються. Через осі 20 та повзуни 21 штоки 19 діють на зовнішні виступи затискного кільця 8, щоб 89405 6 провернути йога При повороті, затискне кільце 8 через серги 9 переміщує затискні башмаки 10, з закріпленими на них змінними вкладишами 22, до осей труб 23, що зварюють. Відбувається їх центрування та затиснення. Надалі, штокові порожнини гідроциліндрів осадки 7 з'єднують зі зливом, а у поршневі порожнини подають робочу рідину. Труби 23, що зварюють, переміщуються до упора одна в одну. З'єднав поршневі порожнини гідроциліндрів осадки 7 зі зливом та подав у штокові порожнини робочу рідину, виконують операцію відскоку, забезпечивши стійке горіння дуги між торцями труб. Надалі, після нагрівання труб, виконують операцію осадки. Для цього у поршневі порожнини гідроциліндрів осадки 7 подають робочу рідину, а штокові порожнини з'єднують зі зливом. Після зварювання, у поршневі порожнини гідроциліндрів привода затиснення 11 з поршнями 18 подають робочу рідину. Відбувається розтискування зварених труб. Машина підготовлена до нового зварювального циклу. Використання машини в різних галузях промисловості дозволить отримувати високоякісні зварні з'єднання за рахунок підвищення точності центрування та затиснення труб, зменшення втрат на тертя у приводі центрування та затиснення, зменшення маси машини та спрощення її конструкції, що полегшує працю оператора, підвищує продуктивність праці та надійність роботи машини. 7 Комп’ютерна верстка І. Скворцова 89405 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for butt welding pipes
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Kachynskyi Volodymyr Stanislavovych, Halian Borys Opanasovych, Koval Mykola Yosypovych, Myroshnichenko Oleksandr Petrovych, Ihnatenko Vadym Yuriiovych, Levchuk Andrii Mykolaiovych
Назва патенту російськоюМашина для стыковой сварки труб
Автори російськоюКучук-Яценко Сергей Иванович, Качинский Владимир Станиславович, Галян Борис Афанасьевич, Коваль Николай Иосифович, Мирошниченко Александр Петрович, Игнатенко Вадим Юрьевич, Левчук Андрей Николаевич
МПК / Мітки
МПК: B23K 11/02
Мітки: зварювання, труб, машина, стикового
Код посилання
<a href="https://ua.patents.su/4-89405-mashina-dlya-stikovogo-zvaryuvannya-trub.html" target="_blank" rel="follow" title="База патентів України">Машина для стикового зварювання труб</a>
Машина для контактного стикового зварювання труб
Номер патенту: 736
Опубліковано: 15.12.1993
Автори: Патон Борис Євгенович, Галян Борис Опанасович, Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович, Лебедєв Володимир Костянтинович
МПК: B23K 11/04
Мітки: машина, труб, контактного, стикового, зварювання
Формула / Реферат:
Машина для контактной стыковой сварки труб, содержащая центральную полую штангу, на которой смонтированы подвижный и неподвижный опорные диски механизмов для зажима свариваемых труб, выполненных в виде силовых цилиндров, взаимодействующих посредством распорных элементов и серег с центрирующими рычагами, и привод оплавлення и осадки, связанный с подвижным опорным диском, отличающаяся тем, что, с целью повышения надежности конструкции путем...
Машина для контактного стикового зварювання труб
Номер патенту: 398
Опубліковано: 30.04.1993
Автори: Сахарнов Василь Олексійович, Мірошниченко Олександр Петрович, Галян Борис Опанасович, Кучук-Яценко Сергій Іванович, Патон Борис Євгенович, Лебедєв Володимир Костянтинович
МПК: B23K 11/04, B23K 31/02
Мітки: машина, труб, стикового, контактного, зварювання
Формула / Реферат:
Формула изобретенияМашина для контаткной стыковой сварки труб, содержащая центральную штангу, смонтированные на ней с возможностью радиального перемещения разжимные элементы механизмы их разжатия и привод оплавления и осадки, отличающаяся тем, что, с целью улучшения условий центрирования и сварки труб с большим допуском на диаметр и конусность, разжимные элементы выполнены в виде рычагов, имеющих на концах скосы, а механизм разжатия...
Машина для контактного стикового зварювання труб
Номер патенту: 3131
Опубліковано: 26.12.1994
Автори: Кривенко Валерій Георгійович, Мірошниченко Олександр Петрович, Лебедєв Володимир Костянтинович, Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович, Галян Борис Опанасович
МПК: B23K 101/10, B23K 11/04
Мітки: труб, контактного, зварювання, стикового, машина
Формула / Реферат:
Машина для контактной стыковой сварки труб, содержащая центральную штангу с двумя опорными дисками на концах, механизм оплавления и осадки, связанный с обоймой, установленной на штанге с возможностью продольного относительно нее перемещения, смонтированные на штанге неподвижный и подвижный зажимы свариваемых труб, включающие рычаги, одни концы которых снабжены зажимными и токоподводящими башмаками и посредством шарниров и серег связаны с...
Машина для контактного стикового зварювання оплавленням труб

Номер патенту: 2650
Опубліковано: 26.12.1994
Автори: Сєрафін Орєст Міхайловіч, Зубаньов Олександр Георгійович, Уніговський Михайло Рахмілєвич, Солтис Віталій Петрович, Іткін Олександр Феліксович, Немировський Ісак Якович
МПК: B23K 11/04
Мітки: оплавленням, стикового, контактного, труб, машина, зварювання
Формула / Реферат:
Машина для контактной стыковой сварки оплавлением труб, содержащая кинематически связанные между собой приводом оплавлення и осадки два полукорпуса клещевого типа, каждый из которых включает подвижную и неподвижную щеки с полукруглыми окнами для фиксации труб, отличающаяся тем, что она снабжена двумя жестко закрепленными на торцах неподвижных щек амортизационными устройствами, каждое из которых выполнено в виде жестко закрепленной на торце...
Машина для контактного стикового зварювання труб
Номер патенту: 4278
Опубліковано: 27.12.1994
Автори: Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович, Галян Борис Опанасович, Лебедєв Володимир Костянтинович
МПК: B23K 11/04
Мітки: машина, стикового, труб, зварювання, контактного
Формула / Реферат:
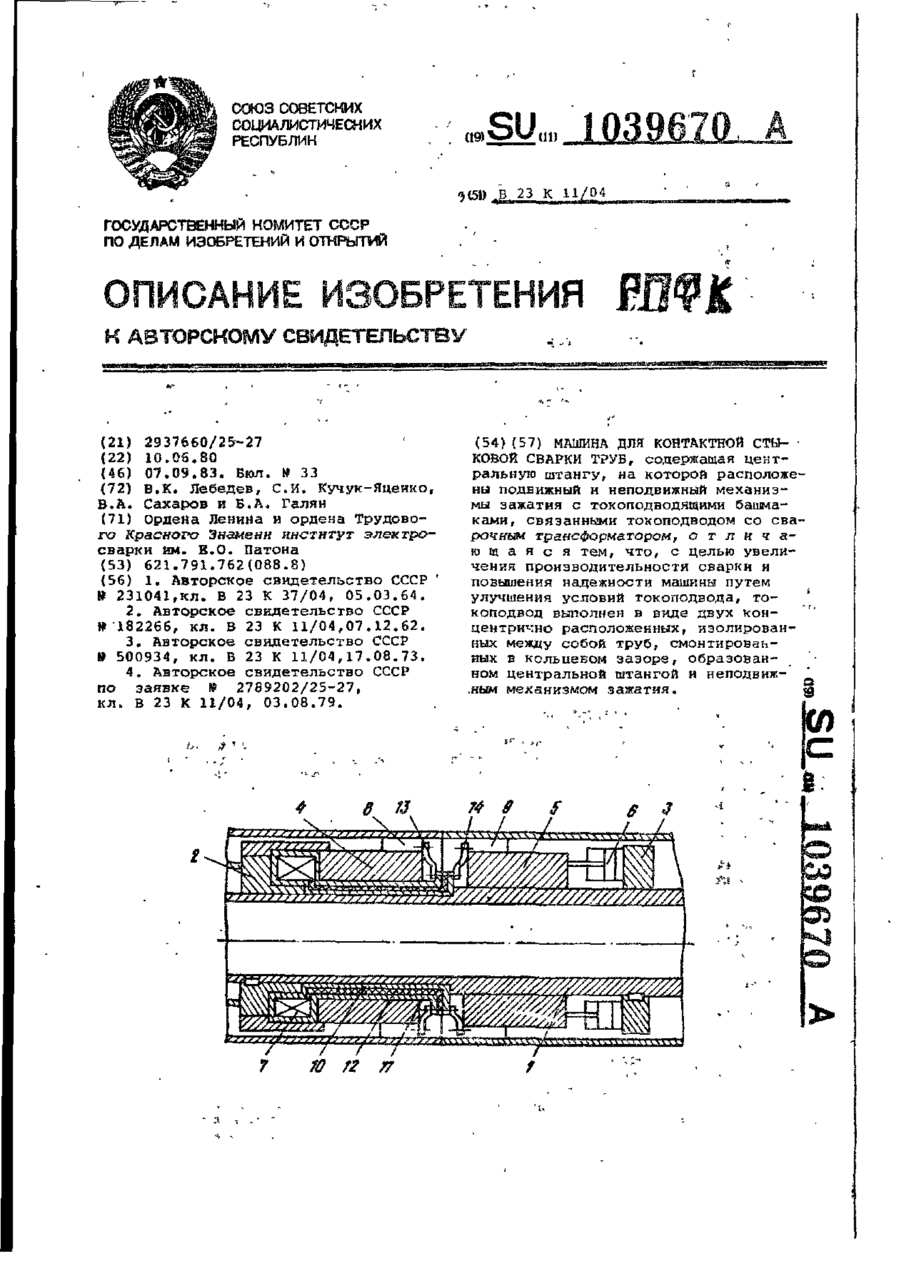
Машина для контактной стыковой сварки труб, содержащая центральную штангу, на которой расположены подвижный и неподвижный механизмы зажатия с токоподводящими башмаками, связанными токоподводом со сварочным трансформатором, отличающаяся тем, что, с целью увеличения производительности сварки и повышения надежности машины путем улучшения условий токоподвода, токоподвод выполнен в виде двух концентрично расположенных, изолированных между...
Попередній патент: Пеленгатор
Наступний патент: Прокатна кліть
Випадковий патент: Спосіб виплавлення модельної маси із оболонкової форми, одержаної за моделями, що виплавляють